Холодная штамповка, Объемная холодная штамповка - Технологии штамповки
Холодная штамповка производится в штампах без нагрева заготовок и сопровождается деформационным упрочнением металла.
Холодная штамповка является одним из наиболее прогрессивных методов получения высококачественных заготовок небольших и точных из стали и цветных металлов. Она обеспечивает достаточно высокую точность и малую шероховатость поверхности при малых отходах металла и низкой трудоемкости и себестоимости изготовления изделий. Возможность осуществления холодной штамповки и качество заготовок определяются качеством исходного материала. Большое значение имеет подготовка поверхности заготовок: удаление окалины, загрязнений и поверхностных дефектов. металл пуансон матрица штамповка
Процессы холодной штамповки часто выполняют за несколько технологических переходов, постепенно приближая форму и размеры заготовок к форме и размерам готовых изделий и осуществляя промежуточный отжиг для снятия наклепа и восстановления пластических свойств металла. В зависимости от характера деформирования и конструкции штампов холодную штамповку делят на объемную и листовую.
Объемная холодная штамповка
Холодную объемную штамповку выполняют на прессах или специальных холодноштамповочных автоматах. Основными ее разновидностями являются: высадка, выдавливание, объемная формовка, чеканка.
Высадка - образование на заготовке местных утолщений требуемой формы в результате осадки ее конца (рис. 1).
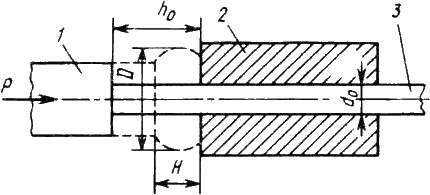
Рис.1. Схема высадки
Заготовкой обычно служит холоднотянутый материал в виде проволоки или прутка из черных или цветных металлов. Высадкой изготавливают стандартные и специальные крепежные изделия, кулачки, валы-шестерни, детали электронной аппаратуры, электрические контакты и т. д.
Длина высаживаемой части рассчитывается с учетом объема требуемого утолщения по формуле:
.

Расчет числа переходов производится в основном по соотношению длины высаживаемой части и диаметра заготовки, которое характеризует устойчивость к продольному изгибу. При используют один переход, при - два перехода, при - три перехода. При большом количестве переходов происходит упрочнение металла, поэтому требуется отжиг.



Последовательность переходов изготовления деталей показана на рис. 2.: за три перехода (рис. 2.а); за пять переходов (рис. 2.б).
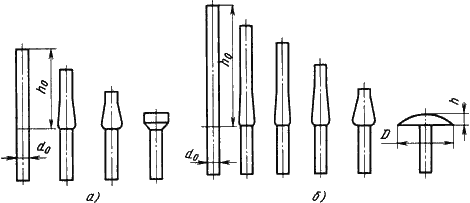
Рис.2. Последовательность переходов изготовления детали
Высадка осуществляется на прессах, горизонтально-ковочных машинах, автоматических линиях, оснащенных холодновысадочными пресс-автоматами.
Выдавливание - формообразование сплошных или полых изделий, благодаря пластическому течению металла из замкнутого объема через отверстия соответствующей формы.
Особенностью процесса является образование в очаге деформации схемы трехосного неравномерного сжатия, повышающего технологическую пластичность материала.
Различают прямое, обратное, боковое и комбинированное выдавливание (рис. 3).
При Прямом выдавливании металл течет из матрицы 2 в направлении, совпадающем с направлением движения пуансона 1 (рис.3.а, 3.б). Этим способом можно получить детали типа стержня с утолщением, трубки с фланцем, стакана с фланцем.
При Обратном выдавливании металл течет в направлении, противоположном направлению движения пуансона, в кольцевой зазор между пуансоном и матрицей для получения полых деталей с дном (рис. 3.в) или в полый пуансон для получения деталей типа стержня с фланцем (рис. 3.г).
При Боковом выдавливании металл течет в боковые отверстия матрицы под углом к направлению движения пуансона (рис.3.ж). Таким образом, можно получить детали типа тройников, крестовин и т. п. Для обеспечения удаления заготовок из штампа матрицу выполняют состоящей из двух половинок с плоскостью разъема, проходящей через осевые линии исходной заготовки и получаемого отростка.
При Комбинированном выдавливании металл течет по нескольким направлениям (рис.3.д, 3.е). Возможны сочетания различных схем.
Заготовки для выдавливания отрезают от прутков или вырубают из листа. Размер заготовок рассчитывают с учетом потерь на последующую обработку. Форма заготовки и ее размеры для полых деталей без фланца соответствуют наружным размерам детали; для деталей с фланцем - диаметру фланца; для деталей стержневого типа - размерам головки.
Выдавливание можно осуществлять и в горячем состоянии.
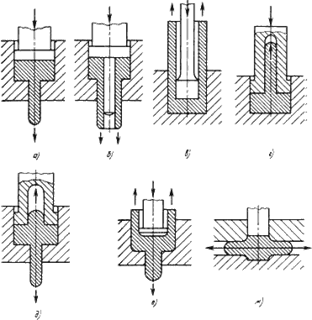
Рис. 3. Схемы выдавливания:
А, б - прямого; в, г - обратного; д, е - комбинированного; ж - бокового
Объемная формовка - формообразование изделий путем заполнения металлом полости штампа.
Схемы объемной формовки представлены на рис.4.
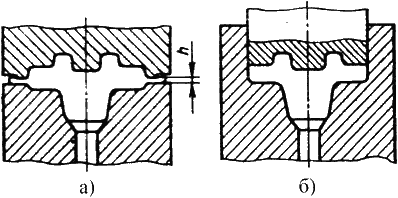
Рис.4. Схемы объемной формовки: а - в открытых штампах; б - в закрытых штампах
Она производится в открытых штампах, где излишки металла вытекают в специальную полость для образования облоя (рис.4.а), и в закрытых штампах, где облой не образуется (рис.4.б). Формовку в закрытых штампах применяют реже из-за больших сложности и стоимости получения заготовок точного объема, необходимости использования более мощного оборудования и меньшей стойкости штампов. В закрытых штампах получают в основном детали из цветных металлов.
Объемной формовкой изготавливают пространственные детали сложных форм, сплошные и с отверстиями. Холодная объемная формовка требует значительных удельных усилий вследствие высокого сопротивления металла деформированию в условиях холодной деформации и упрочнения металла в процессе деформации. Упрочнение сопровождается снижением пластичности металла.
Для облегчения процесса деформирования оформление детали расчленяется на переходы, между которыми заготовку подвергают рекристаллизационному отжигу. Каждый переход осуществляют в специальном штампе, а между переходами обрезают облой для уменьшения усилия деформирования и повышения точности размеров деталей.
Заготовкой служит полоса или пруток, причем процесс штамповки может осуществляться непосредственно в полосе или прутке или из штучных заготовок.
В качестве оборудования используют прессы, однопозиционные и многопозиционные автоматы.
Чеканка - образование рельефных изображений на деформируемом материале.
Чеканка осуществляется в закрытых штампах на чеканочных фрикционных и гидравлических прессах.
При холодной штамповке коэффициент использования материала достигает 95 %. При холодном деформировании формируется благоприятная ориентированная волокнистая структура металла, что придает деталям высокую усталостную прочность при динамических нагрузках. Это позволяет получать конструкции с меньшими размерами и металлоемкостью, чем у конструкций, полученных обработкой резанием, не снижая при этом их надежность. Но для холодной объемной штамповки требуется дорогостоящий специальный инструмент, что делает целесообразным ее применение только в массовом и крупносерийном производствах.
Похожие статьи
-
Т. к. партия изготовляемых деталей составляет 400шт. Производство не крупносерийное; материал детали не литейная сталь, в исключительных случаях...
-
Ковка и штамповка металла - Технология обработки металлов давлением
Ковка и штамповка металла включает такие процессы получения изделий, как ковка, объемная горячая штамповка и штамповка листового и пруткового материала в...
-
Горячая объемная штамповка - Технологии машиностроения
Объемная штамповка -- придание заготовке заданной формы и размеров путем принудительного заполнения материалом рабочей полости штампа, называемой ручьем....
-
Листовая штамповка - Технологии штамповки
Листовая штамповка - один из видов холодной обработки давлением, при котором листовой материал деформируется в холодном или подогретом состоянии....
-
МЕТОД ОБЪЕМНОЙ ШТАМПОВКИ - Основные технологические процессы механообрабатывающих производств
Основным инструментом при штамповке являются штампы. Штампы представляют собой стальные формы, в которых имеются полости (ручьи), соответствующие форме и...
-
Операции листовой штамповки - Технологии штамповки
Разделительные операции предназначены или для получения заготовки из листа или ленты, или для отделения одной части заготовки от другой. Операции могут...
-
Т. к производство крупносерийное и деталь зубчатое колесо с большой разницей в диаметре, заготовку рационально получать штамповкой на...
-
Возможные способы получения заготовки Виды обработка металлов давлением Процессы обработки металлов давлением по назначению подразделяют на два вида: 1)...
-
Кулинарная обработка включает ряд процессов по холодной обработке пищевых продуктов, приготовлению полуфабрикатов, тепловой обработке пищевых продуктов и...
-
Организация рабочего места при приготовлении блюд Холодные цехи предназначены для приготовления, порционирования и оформления холодных блюд и закусок....
-
Подготовка сырья к производству блюда Телятина заливная производится в соответствии со сборником рецептур и кулинарных изделий для предприятий...
-
Технология приготовления холодных блюд и закусок - Дизайн и оформление холодных блюд и закусок
На специализированных предприятиях, реализующих небольшой ассортимент холодных закусок, отводится отдельное рабочее место в общем производственном...
-
На специализированных предприятиях, реализующих небольшой ассортимент холодных закусок, отводится отдельное рабочее место в общем производственном...
-
Заготовка Для изготовления заготовок листов под стойку гидромотора применим гидроабразивную резку металла. Этот метод позволяет качественно резать не...
-
Требования к приготовлению, оформлению и отпуску холодных блюд - Технология банкетных холодных блюд
Холодные блюда отличаются от закусок тем, что обычно их подают с гарниром, они более сытные. Холодные закуски имеют меньший выход, п Одают их либо без...
-
Организация отпуска блюд по разрабатываемой теме Заливные блюда представляют собой куски вареного либо тушеного мяса или рыбы, уложенные в форму и...
-
Введение - Разработка ассортимента и технология приготовления холодных заливных блюд
Общественное питание -- отрасль народного хозяйства, совокупность предприятий, занимающихся производство, реализацией и организацией потребления....
-
Заключение - Технология банкетных холодных блюд
Общественное питание как отрасль народного хозяйства представляет собой совокупность предприятий, объединенных по характеру перерабатываемого сырья и...
-
Ассортимент кулинария полуфабрикат Для заливных блюд используют ломтики отварной рыбы осетровых пород, ломтики лососевой рыбы или из рыб с костным...
-
Инструмент и оборудование для прокатки Инструментом прокатки являются валки , которые в зависимости от прокатываемого профиля могут быть гладкими (рис....
-
Введение - Технология банкетных холодных блюд
Пища - основа жизни человека. От того, как человек питается, зависит его здоровье, настроение, трудоспособность. Следовательно, питание человека-это не...
-
1. Настоящая технико-технологическая карта распространяется на блюдо "Рыба заливная",вырабатываемый ГБОУ "Кисловодский государственный многопрофильный...
-
Сырье Химический состав Пищевая ценность Классификация Требования к качеству Условия и сроки хранения Осетр Витамин А, RAE: 280 мкг Витамин D, ME: 642 IU...
-
Заготовительное производство в технологической цепочке изготовления продукции занимает важное место, поскольку решает вопросы повышения коэффициента...
-
Заливные блюда приготовляются из рыбы, мяса и овощей. Для рыбных заливных особенно рекомендуются судак, осетрина, белуга, стерлядь, а также филе леща,...
-
1. Подаем на овальном фарфоровом блюде. Отдельно фарфоровом соуснике подаем соус - хрен, или соус-майонез. Соусник на пирожковой тарелки, рядом чайная...
-
Формообразующие операции листовой штамповки - Способы формообразования конструкционных материалов
При формообразующих операциях стремятся получить заданную величину деформации, чтобы заготовка приобрела требуемую форму. Основные формообразующие...
-
Технологическая карта № 1 "Рыба заливная" Наименование сырья, пищевых продуктов Масса брутто, г Масса нетто или полуфабриката, г Масса Готового продукта...
-
Общие сведения по разрабатываемой теме. Значение в питании Заливное -- блюдо холодного стола, закуска. До начала 19 в. заливных как особых блюд не...
-
Выбор материала и технология производства заготовок деталей и инструментов
ВЫБОР МАТЕРИАЛА И ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЗАГОТОВОК ДЕТАЛЕЙ И ИНСТРУМЕНТОВ Цель работы - провести анализ условий работы заданного изделия, выбор...
-
1. Органолептические показатели блюда: Внешний вид: мясо заливное должна быть, не деформирована. Желе должно быть прозрачным, должны быть видны аккуратно...
-
Введение, Технология кузнечных работ - Кузнечные операции
Испокон веков кузнечное ремесло ассоциировалось с магией. Да и как могло быть иначе, если в кузнице бесформенные куски железа превращались в вещи...
-
Подготовка металла к сварке Подготовка металла под сварку заключается в очистке, правке, разметке, резке и сборке под сварку. Разделка кромок в моем узле...
-
Выбор заготовки, Технологический маршрут изготовления детали - Технология изготовления вала
Исходные данные: 1) рабочий чертеж детали; 2) Тип производства серийный. Деталь представляет собой тело вращения. В качестве заготовки можно принять...
-
Технология ремонта деталей машин и оборудования - Эксплуатация и ремонт горных машин и комплексов
Известно, что изношенные поверхности деталей могут быть восстановлены, как правило, несколькими способами. Для обеспечения наилучших экономических...
-
Наименование сырья, пищевых продуктов Масса брутто, г Масса нетто или полуфабриката, г Масса готового продукта г Масса на 100 порций Технологический...
-
Технологичность конструкций литых деталей - Технология конструкционных материалов
Конструкция литой детали должна обеспечивать высокий уровень механических и эксплуатационных характеристик при заданной массе, конфигурации, точности...
-
Для изготовления передней рамы фронтального погрузчика МоАЗ 40484 применяется механизированная сварка, для сварки в защитном газе плавящимся проволочным...
-
Основные положения к выбору способа литья - Технология конструкционных материалов
При выборе способа литья для получения заготовки в первую очередь должен быть рассмотрен вопрос экономии металла. Металлоемкость можно снизить...
-
Маршрутная технология процесса изготовления деталей - Ремонт токарного станка
Выбор заготовки: при выборе заготовки для механической обработки заменяемой детали нужно учитывать технические требования, предъявляемые к детали....
Холодная штамповка, Объемная холодная штамповка - Технологии штамповки