Введение, Технология кузнечных работ - Кузнечные операции
Испокон веков кузнечное ремесло ассоциировалось с магией. Да и как могло быть иначе, если в кузнице бесформенные куски железа превращались в вещи неописуемой красоты. Мы попробуем хотя бы кратко познакомить вас с некоторыми приемами этого магического искусства.
Прежде всего, металл надо нагреть до температуры свыше 1000 градусов. Это делается в различных нагревательных устройствах, простейшее из которых - горн. Для художественной ковки чаще всего применяются горны открытого типа. Они просты в обслуживании, удобны в работе, позволяют быстро нагревать заготовки любой длины и в любой их части.
Технология кузнечных работ
Большинство кузнечных работ выполняют на наковальне, являющейся основным опорным инструментом. На рис. 1 показана двурогая наковальня массой до 250 кг.
Рис. 1. Двурогая наковальня:

Рис. 2.
1 - кузнечный молоток; 2 - кувалда
На лицевой поверхности наковальни выполняют одно или два углубления диаметром 12-15 мм для пробивания отверстий в заготовках и квадратное отверстие для установки различных подкладочных приспособлений (нижников). Верхняя часть наковальни называется наличником и имеет гладкую закаленную поверхность. Устанавливается наковальня на массивную деревянную колоду так, чтобы наличник был на высоте 70-80 см от уровня пола. Ударные инструменты - это кувалды массой от 2 до 16 кг и кузнечные молотки (ручники) массой от 0,5 до 2 кг. Для обрубки металла применяют зубила.
Кузнечное зубило отличается от слесарного тем, что имеет отверстие для рукоятки (всад). Для пробивки отверстий различной формы служат пробойники с круглой, квадратной или прямоугольной рабочей частью.
Не обойтись кузнецу и без подкладного инструмента. Его подставляют под ручник или кувалду при выполнении определенных операций. В качестве парного подкладного инструмента для придания заготовкам необходимой формы (цилиндрической, призматической или другой) применяют обжимки, а для ускорения протяжки металла - подбойники. Высадку головок болтов, гвоздей и заклепок выполняют на специальных досках с отверстиями - гвозильнях. Для изготовления завитков, меандров и кривых из прутков и полос, а также деталей из листового материала применяют различные профильные и фасонные оправки, плиты с пазами, вырезами и отверстиями для штырей. При выполнении кузнечных операций изделия держат кузнечными клещами с губками различной формы.

Рис. 3. Кузнечные зубила (1 - 3) и пробойник
Еще один вид кузнечных работ - кузнечная или горновая сварка. Этот способ соединения элементов, широко применявшийся в былые времена, теперь используют очень редко, в основном, при реставрационных работах. Суть кузнечной сварки состоит в следующем. Если достаточно сильно нагреть два куска металла (до так называемого сварочного жара) и, положив один на другой, проковать, то можно соединить их в один. Во время нагрева металл покрывается окалиной. Поэтому нужно нагреть металл так, чтобы эта окалина расплавилась, а затем при проковке она частично выдавливается. Приведем еще два примера технологии кузнечных работ.
Наверное, самой традиционной работой кузнеца на протяжении столетий было изготовление подков. Что представляет собой подкова?
Это железный профиль, загнутый по форме копыта лошади. Верхняя сторона подковы, обращенная к копыту лошади, имеет отворот, нижняя, соприкасающаяся с землей, - шипы. Передний шип называется зацепным, а два задних - шпоровыми. Кроме того, у подковы есть гвоздевые отверстия, и с нижней стороны - бороздка для головок гвоздей.
Для изготовления подковы берут полосовой металл и сгибают одну ветвь, пробивают дорожку и отверстия для гвоздей. Затем после второго нагрева сгибают вторую ветвь и пробивают дорожку и отверстия. После этого отгибают задние шипы и оттягивают отворот. Пробивают отверстие под передний шип, который отковывается отдельно. Затем этот шип со штифтом вставляют в отверстие и расклепывают. Высота шипов обычно равняется толщине подковы.
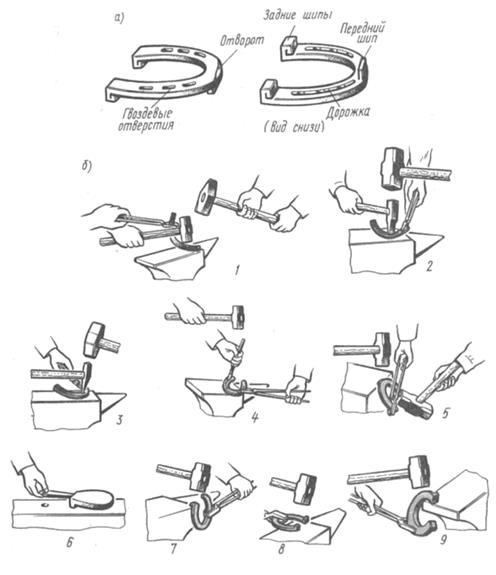
Рис. 4.Подкова (а) и основные этапы ее изготовления (б); 1 - сгибание и протягивание одной ветви; 2 - продораживание; 3 - наметка гвоздевых отверстий; 4 - пробивание гвоздевых отверстий; 5 - оттягивание отворота; 6 - проверка; подковы лекалом; 7 - отковка пяточных шипов; 8 - отделка; 9 - правка
А вот как выглядит процесс изготовления самой простой решетки. Фрагмент решетки состоит из рамки, в которую вделаны две волюты.

Рис. 5. Фрагмент решетки
Для изготовления волют берут полосовой или прутковый материал, отрубают зубилом или с помощью подсечки заготовку требуемой длины, которую гнут на коническом роге наковальни или на оправке по шаблону заданной формы. Концы волют необходимо оформить шариком или "лапкой". Квадратную рамку делают, изгибая полосу под углом 90 градусов и соединяя концы заклепками или кузнечной сваркой.
После того, как рамка будет готова, в нее вставляют откованные волюты и соединяют их с рамкой с помощью заклепок, а места соединений закрывают тонкой скобой - перехватом.
Современная художественная ковка включает весь арсенал приемов ручной ковки, и в то же время условия работы современного кузнеца значительно изменились. В наши дни кузнецы используют для заготовок, практически, только сортовой прокат различных сечений из конструкционных и легированных сталей. Применяются пневматические молоты, а для соединения элементов - дуговая и газовая сварка, что дает кузнечным изделиям новое качество.
Похожие статьи
-
Основные кузнечные операции - Кузнечные операции
Основные кузнечные операции при ковке заключаются в обработке нагретого металла ударами молота или давлением для получения поковок или изделий...
-
Заготовительное производство в технологической цепочке изготовления продукции занимает важное место, поскольку решает вопросы повышения коэффициента...
-
Введение - Технология сборки и сварки передней рамы фронтального погрузчика МоАЗ 40484
Создание сварочной конструкции, полностью отвечающей своему служебному назначению, экономичной при изготовлении и надежной в эксплуатации, представляет...
-
Операции листовой штамповки - Технологии штамповки
Разделительные операции предназначены или для получения заготовки из листа или ленты, или для отделения одной части заготовки от другой. Операции могут...
-
Введение - Технологии сварочного производства
Способ газовой сварки был разработан в конце прошлого столетия, когда начиналось промышленное производство кислорода, водорода и ацетилена. В тот период...
-
Актуальными в настоящее время являются вопросы повышения надежности и долговечности машин, приборов, установок, повышение их качества и эффективности...
-
Введение - Технология сварки трубных конструкций из низколегированной стали
История развития сварочного производства В решение задач научно-технического прогресса важное место принадлежит сварке. Сварка является технологическим...
-
Введение - Технология и техника сварки
1) В условиях научно-технического прогресса особенно важно развитие определяющих его областей науки, техники и производства. Практически нет ни одной...
-
Подготовка материалов к плавке., Технология плавки. - Конструкция и принцип работы елктропечи
Все присадки в дуговые печи необходимо прокаливать для удаления следов масла и влаги. Это предотвращает насыщение стали водородом. Ферросплавы...
-
ВВЕДЕНИЕ - Технология литейного производства
Общие сведения о литейной форме Отливка получается в результате заполнения полости литейной формы жидким металлом. После заливки жидкий металл...
-
Заключение, Литература - Кузнечные операции
Современная художественная ковка включает весь арсенал приемов ручной ковки, и в то же время условия работы современного кузнеца значительно изменились....
-
В системе социально-экономических мероприятий, направленных на повышение благосостояния людей, важное место отводится развитию общественного питания....
-
Введение - Технология производства, хранения и переработки моркови
Хранение и переработка плодов и овощей - одна из важнейших отраслей сельского хозяйства, так как в ежегодном рационе питания человека должны быть свежие...
-
В процессах нефти - и газопереработки для обеспечения необходимой температуры в аппаратах требуется подводить или отводить тепло. Для этого на...
-
Введение - Организация работы ресторана при гостинице на 75 мест
В жизни человеческого общества рестораны играют важную роль. "Выход" в ресторан выполняет важную социальную функцию. Люди нуждаются не только в насыщении...
-
Введение - Нано технологии в современном мире
В настоящее время немногие знают, что такое нано технология, хотя за этой наукой стоит будущее. Главной целью моей работы является ознакомление с нано...
-
Анализ и оценка. - Проектная работа по технологии "Табурет"
Собрав свое изделие до конца, я оценил его на "пять". Табурет получился не как было задумано, а еще лучше. Посмотреть - загляденье. Красивая форма...
-
Введение - Технология компьютер-печатная форма
Под термином "Компьютер - печатная форма" понимается управляемая компьютером запись изображения на формные пластины. Это относится к изготовлению...
-
Спредеры фиксированной длины поворотные Размеры контейнера 40-ft контейнер Грузоподъемность (т) 30,5 Краткое описание Автоматический электрический...
-
Общие требования безопасности при проведении сварочных работ регламентируются стандартом СанПиН №11-14-94 "Работы электросварочные. Требования...
-
ВВЕДЕНИЕ - Технология изготовления шезлонга
Большинство физических факторов внешней среды, во взаимодействии с которыми эволюционировал человеческий организм, имеют электромагнитную природу. Хорошо...
-
Введение - Технология производства сливочного масла
Молоко используют либо как продукт питания в непеработанном или переработанном виде, либо как сырье для молочной и пищевой отраслей промышленности....
-
Штамп предназначен для серийного производства деталей, усилитель. ОПИСАНИЕ КОНСТРУКЦИИ ИЗДЕЛИЯ И УСЛОВИЙ РАБОТЫ, ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Штамп...
-
Введение - Технология производства конфет марки "Буревестник"
Шоколадные конфеты в детстве прельщают, наверное, 99,99% людей. Конечно, вкусы бывают разные, и кто-то предпочитает молочный или даже белый шоколад, а...
-
Листовая штамповка - Технологии штамповки
Листовая штамповка - один из видов холодной обработки давлением, при котором листовой материал деформируется в холодном или подогретом состоянии....
-
Оценивание уровня качества продукции, в частности полукопченых колбас, будем производить методами, принятыми в квалиметрии. Квалиметрия - научная...
-
Введение - Новые технологии производства чугуна и стали
Железо имело промышленное применение уже до нашей эры. В древние времена его получали в пластичном состоянии в горнах. Шлак отделяли, выдавливая его из...
-
Расчет норм штучно-калькуляционного времени выполнен по методике [11]. Штучно-калькуляционное время Тшт. к.=tо+tв+tтех+tор+tп+tпз, мин. (3.17) Где tо -...
-
ВВЕДЕНИЕ - Ассортимент и технология приготовления детского питания
Вопросы истории детского питания достаточно туманны. По всей вероятности, в глубине веков не считали, что дети нуждаются в какой-то особой пище. В...
-
Подготовка металла к сварке Подготовка металла под сварку заключается в очистке, правке, разметке, резке и сборке под сварку. Разделка кромок в моем узле...
-
Введение - Организация работы торговой группы помещений кофейни на 150 мест "Кофе-микс"
Проблемы ресторанного бизнеса на современном этапе Уходят в прошлое времена, когда каждый уважающий себя нефтяник или банкир спешил обзавестись...
-
Сварочные работы относятся к категории работ с повышенной степенью опасности, что обусловливает повышение требований к организации рабочих мест,...
-
Горячая объемная штамповка - Технологии машиностроения
Объемная штамповка -- придание заготовке заданной формы и размеров путем принудительного заполнения материалом рабочей полости штампа, называемой ручьем....
-
Введение - Технология банкетных холодных блюд
Пища - основа жизни человека. От того, как человек питается, зависит его здоровье, настроение, трудоспособность. Следовательно, питание человека-это не...
-
ВВЕДЕНИЕ - Технология изготовления пластиковых окон
Современное окно - это сложная инженерная конструкция, к которой предъявляются очень высокие требования и от которой во многом зависит комфорт и дизайн...
-
Введение - Технология обработки металлов давлением
Развитие народного хозяйства страны в значительной мере определяется ростом объема производства металлов, расширением сортамента изделий из металлов и...
-
Введение - Разработка ассортимента и технологии блюд и изделий из рыбы
Рыба - настоящий кладезь разнообразных минеральных веществ: железа и фосфора, кальция и магния, цинка и селена, которые вместе с витаминами обеспечивают...
-
Шкуроконсервировочный цех технологический сырье Мясная промышленность занимает ведущее место среди всех отраслей пищевой промышленности. Предприятия...
-
ВВЕДЕНИЕ - Технология приготовления блюд, жареных из говядины
Кулинарией называют искусство приготовления пищи. Она имеет богатую многовековую историю. Кулинария изучает технологические процессы приготовления...
-
Возможные способы получения заготовки Виды обработка металлов давлением Процессы обработки металлов давлением по назначению подразделяют на два вида: 1)...
Введение, Технология кузнечных работ - Кузнечные операции