Горячая объемная штамповка - Технологии машиностроения
Объемная штамповка-- придание заготовке заданной формы и размеров путем принудительного заполнения материалом рабочей полости штампа, называемой ручьем. Различают горячую и холодную объемную штамповку.
Горячая объемная штамповка, применяющаяся в машиностроении шире, чем холодная, по сравнению с ковкой обладает рядом преимуществ: позволяет получать более сложные по форме и более точные, с меньшими припусками и допусками поковки с лучшим качеством поверхности; ее производительность значительно превышает производительность ковки; уменьшаются объем последующей обработки резанием и соответственно расход металла.
К недостаткам Горячей объемной штамповки относятся:
Относительно небольшая масса поковок, обычно не превышающая 50 кг и только в отдельных случаях достигающая 0,2--3 т;
Значительно большие по сравнению с ковкой усилия;
Высокая стоимость штампа и пригодность его для изготовления поковки только одного вида.
В связи с этим горячая объемная штамповка наиболее эффективна при массовом и крупносерийном изготовлении поковок.
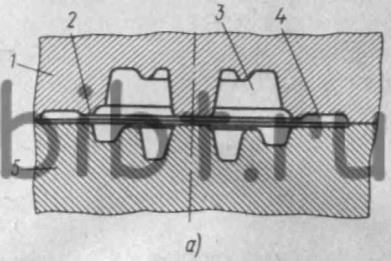
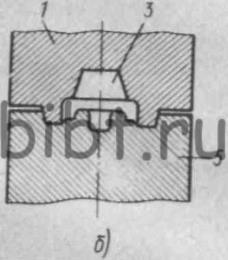
Рис. 1.5. Схемы горячей объемной штамповки
Различают горячую объемную штамповку с облоем в открытых (рис. 1.5, а) и безоблойную штамповку -- в закрытых (рис. 1.5, б) штампах. Открытым называют состоящий из половин 1 и 5 штамп, у которого вдоль внешнего контура штамповочного ручья имеется облойная канавка 4, выполненная в виде углубления небольшой высоты. При штамповке в магазин облойной канавки 4 вытекает избыточный металл заготовки, который образует на поковке облой, компенсирующий неточность объема исходной заготовки.
Большое сопротивление течению металла, создающегося в конце штамповки мостиком 2 облойной канавки, имеющим вид узкой шели, и быстрое охлаждение относительно тонкого облоя способствуют лучшему заполнению ручья 3 штампа. Облой после штамповки удаляют на кривошипных, а с крупных поковок -- на гидравлических прессах в обрезных штампах.
Закрытым называют состояший из двух половин 1 и 5 штамп, в котором металл деформируется в замкнутом пространстве ручья 3 без образования облоя. При безоблойной штамповке поковки получаются с более благоприятной структурой, так как в процессе образования поковки в полости штампа волокна заготовки "обтекают" ее контур. Однако для такой штамповки требуются точные по массе заготовки.
Для горячей объемной штамповки используют штамповочные молоты, прессы, горизонтально-ковочные машины и другое оборудование.
Похожие статьи
-
Т. к. партия изготовляемых деталей составляет 400шт. Производство не крупносерийное; материал детали не литейная сталь, в исключительных случаях...
-
Холодная штамповка, Объемная холодная штамповка - Технологии штамповки
Холодная штамповка производится в штампах без нагрева заготовок и сопровождается деформационным упрочнением металла. Холодная штамповка является одним из...
-
Т. к производство крупносерийное и деталь зубчатое колесо с большой разницей в диаметре, заготовку рационально получать штамповкой на...
-
Ковка и штамповка металла - Технология обработки металлов давлением
Ковка и штамповка металла включает такие процессы получения изделий, как ковка, объемная горячая штамповка и штамповка листового и пруткового материала в...
-
МЕТОД ОБЪЕМНОЙ ШТАМПОВКИ - Основные технологические процессы механообрабатывающих производств
Основным инструментом при штамповке являются штампы. Штампы представляют собой стальные формы, в которых имеются полости (ручьи), соответствующие форме и...
-
Листовая штамповка - Технологии штамповки
Листовая штамповка - один из видов холодной обработки давлением, при котором листовой материал деформируется в холодном или подогретом состоянии....
-
Ковка - Технологии машиностроения
Ковка - процесс горячей обработки металлов давлением с помощью бойков или универсального подкладного инструмента. При ковке заготовка постепенно меняет...
-
Литье под давлением - Технологии машиностроения
Сущность этого способа заключается в том, что расплав металла подается в стальную разъемную пресс-форму под давлением. Рабочее давление на расплав...
-
Операции листовой штамповки - Технологии штамповки
Разделительные операции предназначены или для получения заготовки из листа или ленты, или для отделения одной части заготовки от другой. Операции могут...
-
Шлифование - Технологии машиностроения
Шлифование -- это процесс обработки при помощи абразивного инструмента, режущими элементами которого являются зерна абразивных материалов. Форма этих...
-
Сущность сварки. Классификация способов сварки - Технологии машиностроения
Сваркой называется процесс получения неразъемного соединения двух или более деталей из твердых материалов (металлов) путем их местного сплавления или...
-
Зубонарезание - Технологии машиностроения
Основным методом получения зубчатых колес является обработка резанием. Неточные зубчатые колеса можно получать отливкой, а профиль зубчатых колес малого...
-
Элементы и режимы резания - Технологии машиностроения
К элементам режима резания относятся глубина резания, подача и скорость резания. Глубина резания определяется в основном величиной припуска на обработку....
-
Фрезерование - Технологии машиностроения
Фрезерование -- процесс резания металла, осуществляемый вращающимся режущим инструментом при одновременной линейной подаче заготовки. Материал с...
-
Введение, Технология кузнечных работ - Кузнечные операции
Испокон веков кузнечное ремесло ассоциировалось с магией. Да и как могло быть иначе, если в кузнице бесформенные куски железа превращались в вещи...
-
Серый чугун. Свойства, марки и области применения - Технологии машиностроения
Наиболее широкое распространение в литейном производстве получил сплав железа с углеродом и кремнием, известный под названием серого чугуна. Этот чугун...
-
Инструмент и оборудование для прокатки Инструментом прокатки являются валки , которые в зависимости от прокатываемого профиля могут быть гладкими (рис....
-
Формообразующие операции листовой штамповки - Способы формообразования конструкционных материалов
При формообразующих операциях стремятся получить заданную величину деформации, чтобы заготовка приобрела требуемую форму. Основные формообразующие...
-
Возможные способы получения заготовки Виды обработка металлов давлением Процессы обработки металлов давлением по назначению подразделяют на два вида: 1)...
-
Углеродистая сталь - Технологии машиностроения
Углеродистая сталь широко используется в промышленности. Основной составляющей частью, определяющей ее механические и другие свойства, является углерод....
-
Для изготовления передней рамы фронтального погрузчика МоАЗ 40484 применяется механизированная сварка, для сварки в защитном газе плавящимся проволочным...
-
Выбор заготовки, Технологический маршрут изготовления детали - Технология изготовления вала
Исходные данные: 1) рабочий чертеж детали; 2) Тип производства серийный. Деталь представляет собой тело вращения. В качестве заготовки можно принять...
-
Технология полуавтоматической сварки - Электрическая дуговая сварка на полуавтоматах
При электродуговой полуавтоматической сварке используют защитные газы. В качестве защитных используются активные газы, т. е. такие, которые могут...
-
005 операция. Штамповка ГКМ. Штамповать заготовку будем согласно эскизу непосредственно от прутка, то есть без предварительной разрезки его на отдельные...
-
Выбор материала и технология производства заготовок деталей и инструментов
ВЫБОР МАТЕРИАЛА И ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЗАГОТОВОК ДЕТАЛЕЙ И ИНСТРУМЕНТОВ Цель работы - провести анализ условий работы заданного изделия, выбор...
-
Подготовка материалов к плавке., Технология плавки. - Конструкция и принцип работы елктропечи
Все присадки в дуговые печи необходимо прокаливать для удаления следов масла и влаги. Это предотвращает насыщение стали водородом. Ферросплавы...
-
В начале этого раздела перечислим лишь основные отрасли промышленности, в которых в широких масштабах применяются пластические массы. В...
-
Разработка теоретической схемы базирования Базирование - определение положения деталей сборочной единицы, относительно друг друга, либо сборочной единицы...
-
Заготовительное производство в технологической цепочке изготовления продукции занимает важное место, поскольку решает вопросы повышения коэффициента...
-
Техника сварки - Технология сварки трубных конструкций из низколегированной стали
Изделия чаще собирают на сварочных прихватках. Сварочные прихватки представляют собой неполноценные короткие швы с поперечным сечением до 1/3 сечения...
-
Низколегированные стали, предназначены для изготовления деталей, работающих в условиях высоких температур (100-600 С) и при давлении газа или пара. Эти...
-
Подготовка металла к сварке Подготовка металла под сварку заключается в очистке, правке, разметке, резке и сборке под сварку. Разделка кромок в моем узле...
-
Заключение - Технология производства конфет марки "Буревестник"
Таким образом, цель курсовой работы достигнута. Задачи выполнены. В данной работе я подробно рассмотрела вопрос, связанный с технологией производства...
-
Волочение металла - Технология обработки металлов давлением
Волочение металла -- это протягивание изделия круглого или фасонного профиля через отверстие волочильного очка (волоку), площадь выходного сечения...
-
Физические свойства - Технология переработки нефти
Нефть - это Вязкая маслянистая жидкость, темно-коричневого или почти черного цвета с характерным запахом, обладающая слабой флюоресценцией, более легкая...
-
Заготовка Для изготовления заготовок листов под стойку гидромотора применим гидроабразивную резку металла. Этот метод позволяет качественно резать не...
-
Нефть. Нефтяная промышленность - Технология переработки нефти
Происхождение нефти Нефть - это горная порода. Она относятся к группе осадочных пород вместе с песками, глинами, известняками, каменной солью и др. Мы...
-
Маршрутная технология процесса изготовления деталей - Ремонт токарного станка
Выбор заготовки: при выборе заготовки для механической обработки заменяемой детали нужно учитывать технические требования, предъявляемые к детали....
-
Так как к пластмассам как материалу для конструкционных деталей инженеры зачастую относятся с недоверием, то ниже приводятся основные сведения, в каких...
-
Сплав Д1 - относится к числу дюралюминов. Такой вид сплавов обладает достаточно высокой прочностью, пластичностью и относится к числу нормальных...
Горячая объемная штамповка - Технологии машиностроения