Операции листовой штамповки - Технологии штамповки
Разделительные операции предназначены или для получения заготовки из листа или ленты, или для отделения одной части заготовки от другой. Операции могут выполняться по замкнутому или по незамкнутому контуру.
Отделение одной части заготовки от другой осуществляется относительным смещением этих частей в направлении, перпендикулярном к плоскости заготовки.
Это смещение вначале характеризуется пластическим деформированием, а завершается разрушением.
Отрезка - отделение части заготовки по незамкнутому контуру на специальных машинах - ножницах или в штампах.
Обычно ее применяют как заготовительную операции для разделения листов на полосы и заготовки нужных размеров.
Основные типы ножниц представлены на рис. 5.
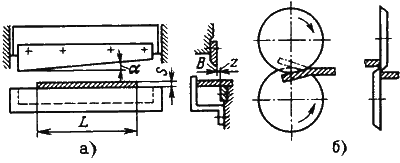
Рис. 5. Схемы действия ножниц: а - гильотинных; б - дисковых
Ножницы с поступательным движением режущих кромок ножа могут быть с параллельными ножами, для резки узких полос, с одним наклонным ножом - гильотинные (рис.5.а). Режущие кромки в гильотинных ножницах наклонены друг к другу под углом 1...50 Для уменьшения усилия резания. Лист подают до упора, определяющего ширину отрезаемой полосы В. Длина отрезаемой полосы L не должна превышать длины ножей.
Ножницы с вращательным движением режущих кромок - дисковые (рис.5.б). Длина отрезаемой заготовки не ограничена инструментом. Вращение дисковых ножей обеспечивает не только разделение, но и подачу заготовки под действием сил трения. Режущие кромки ножей заходят одна за другую, это обеспечивает прямолинейность линии отрезки. Для обеспечения захвата и подачи заготовки диаметр ножей должен быть в 30...70 раз больше толщины заготовки, увеличиваясь с уменьшением коэффициента трения.
Вырубка и Пробивка - отделение металла по замкнутому контуру в штампе.
При вырубке и пробивке характер деформирования заготовки одинаков. Эти операции отличаются только назначением. Вырубкой оформляют наружный контур детали, а пробивкой - внутренний контур (изготовление отверстий).
Вырубку и пробивку осуществляют металлическими пуансоном и матрицей. Пуансон вдавливает часть заготовки в отверстие матрицы. Схема процессов вырубки и пробивки представлена на рис. 6.
Основным технологическим параметром операций является радиальный зазор между пуансоном и матрицей. Зазор назначают в зависимости от толщины и механических свойств заготовки, он приближенно составляет. При вырубке размеры отверстия матрицы равны размерам изделия, а размеры пуансона на меньше их. При пробивке размер пуансона равен размерам отверстия, а размеры матрицы на больше их.
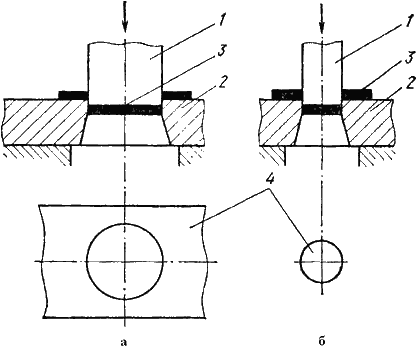
Рис. 6. Схема процессов вырубки (а) и пробивки (б)
1 - пуансон, 2 - матрица, 3 - изделие, 4 - отход
Уменьшение усилия резания достигается выполнением скоса на матрице при вырубке, на пуансоне - при пробивке.
При штамповке мало - и среднегабаритных деталей из одной листовой заготовки вырубают несколько плоских заготовок для штамповки. Между смежными контурами вырубаемых заготовок оставляют перемычки шириной, примерно равной толщине заготовки. В отдельных случаях смежные заготовки вырубают без перемычек (экономия металла при ухудшении качества среза и снижении стойкости инструмента).
Расположение контуров смежных вырубаемых заготовок на листовом материале называется раскроем. Часть заготовки, оставшаяся после вырубки - высечкой.
Высечка составляет основной отход при листовой штамповке. Тип раскроя следует выбирать из условия уменьшения отхода металла в высечку (рис. 7).
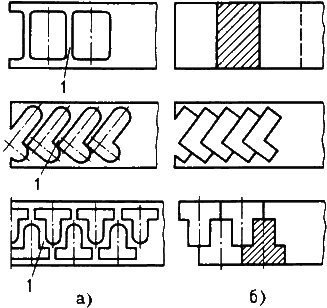
Рис.7. Примеры раскроя материала с перемычками (а) и без перемычек (б)
Экономия металла может быть получена: уменьшением расхода металла на перемычки, применением безотходного и малоотходного раскроя, повышением точности расчета размеров заготовки и уменьшением припусков на обрезку.
Похожие статьи
-
Листовая штамповка - Технологии штамповки
Листовая штамповка - один из видов холодной обработки давлением, при котором листовой материал деформируется в холодном или подогретом состоянии....
-
Заготовительное производство в технологической цепочке изготовления продукции занимает важное место, поскольку решает вопросы повышения коэффициента...
-
Введение, Технология кузнечных работ - Кузнечные операции
Испокон веков кузнечное ремесло ассоциировалось с магией. Да и как могло быть иначе, если в кузнице бесформенные куски железа превращались в вещи...
-
Формообразующие операции листовой штамповки - Способы формообразования конструкционных материалов
При формообразующих операциях стремятся получить заданную величину деформации, чтобы заготовка приобрела требуемую форму. Основные формообразующие...
-
Холодная штамповка, Объемная холодная штамповка - Технологии штамповки
Холодная штамповка производится в штампах без нагрева заготовок и сопровождается деформационным упрочнением металла. Холодная штамповка является одним из...
-
Ковка и штамповка металла - Технология обработки металлов давлением
Ковка и штамповка металла включает такие процессы получения изделий, как ковка, объемная горячая штамповка и штамповка листового и пруткового материала в...
-
Горячая объемная штамповка - Технологии машиностроения
Объемная штамповка -- придание заготовке заданной формы и размеров путем принудительного заполнения материалом рабочей полости штампа, называемой ручьем....
-
Выбор оборудования для всех операций технологического процесса Определение типа производства. Тип производства определяется по коэффициенту закрепления...
-
Расчет норм штучно-калькуляционного времени выполнен по методике [11]. Штучно-калькуляционное время Тшт. к.=tо+tв+tтех+tор+tп+tпз, мин. (3.17) Где tо -...
-
Заготовка Для изготовления заготовок листов под стойку гидромотора применим гидроабразивную резку металла. Этот метод позволяет качественно резать не...
-
Подготовка металла к сварке Подготовка металла под сварку заключается в очистке, правке, разметке, резке и сборке под сварку. Разделка кромок в моем узле...
-
Возможные способы получения заготовки Виды обработка металлов давлением Процессы обработки металлов давлением по назначению подразделяют на два вида: 1)...
-
Схема резки металла на ножницах различных типов - Заготовительные операции
Резка и обработка кромок. Резка деталей с прямолинейными кромками из листов толщиной до 40 мм, как правило, производится на гильотинных ножницах...
-
Выбор заготовки, Технологический маршрут изготовления детали - Технология изготовления вала
Исходные данные: 1) рабочий чертеж детали; 2) Тип производства серийный. Деталь представляет собой тело вращения. В качестве заготовки можно принять...
-
Припуск - слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали. Припуск на обработку...
-
Т. к производство крупносерийное и деталь зубчатое колесо с большой разницей в диаметре, заготовку рационально получать штамповкой на...
-
Основные кузнечные операции - Кузнечные операции
Основные кузнечные операции при ковке заключаются в обработке нагретого металла ударами молота или давлением для получения поковок или изделий...
-
Для изготовления передней рамы фронтального погрузчика МоАЗ 40484 применяется механизированная сварка, для сварки в защитном газе плавящимся проволочным...
-
Технология ремонта деталей машин и оборудования - Эксплуатация и ремонт горных машин и комплексов
Известно, что изношенные поверхности деталей могут быть восстановлены, как правило, несколькими способами. Для обеспечения наилучших экономических...
-
СВЕРЛЕНИЕ - Операции ручного изготовления ювелирных украшений
Процесс образования отверстия в сплошном материале при помощи режущего инструмента -- сверла -- называется сверлением. Процесс увеличения при помощи...
-
Литье под давлением - Технологии машиностроения
Сущность этого способа заключается в том, что расплав металла подается в стальную разъемную пресс-форму под давлением. Рабочее давление на расплав...
-
Т. к. партия изготовляемых деталей составляет 400шт. Производство не крупносерийное; материал детали не литейная сталь, в исключительных случаях...
-
Выбор инструментальных приспособлений произведен по методике изложенной в [13]. Исходные данные: конструкция крепежной части; конструкция посадочного...
-
Режущие инструменты выбраны для каждого перехода, предусмотренного в маршруте обработки детали. В соответствии с методикой изложенной в [13]. Результаты...
-
Введение - Технология сборки и сварки передней рамы фронтального погрузчика МоАЗ 40484
Создание сварочной конструкции, полностью отвечающей своему служебному назначению, экономичной при изготовлении и надежной в эксплуатации, представляет...
-
Технология полуавтоматической сварки - Электрическая дуговая сварка на полуавтоматах
При электродуговой полуавтоматической сварке используют защитные газы. В качестве защитных используются активные газы, т. е. такие, которые могут...
-
РАЗМЕТКА И СОЕДИНЕНИЕ ДЕТАЛЕЙ - Технология изготовления шезлонга
На разметку надо обращать самое большое внимание. Большинство ошибок при изготовлении происходит из-за неправильной разметки. Производится разметка на...
-
Волочение металла - Технология обработки металлов давлением
Волочение металла -- это протягивание изделия круглого или фасонного профиля через отверстие волочильного очка (волоку), площадь выходного сечения...
-
Маршрутная технология процесса изготовления деталей - Ремонт токарного станка
Выбор заготовки: при выборе заготовки для механической обработки заменяемой детали нужно учитывать технические требования, предъявляемые к детали....
-
Подготовка моркови к переработке - Технология производства, хранения и переработки моркови
Морковь поступает на завод в ящиках, бункерах, мешках или навалом. Здесь важна тщательная мойка моркови, так как вместе с ней может в большом количестве...
-
Отсутствие высоких давлений и скоростей значительно упрощает все узлы литьевой машины. В 3-4 раза снижается усилие замыкания. Уменьшается толщина и...
-
Последовательность операции макроанализа, Микроскопический анализ - Обработка на сверлильных станках
При необходимости полного макроскопического исследования и определения как нарушений сплошности металла, так и дефектов строения, целесообразно...
-
Выбор материала и технология производства заготовок деталей и инструментов
ВЫБОР МАТЕРИАЛА И ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЗАГОТОВОК ДЕТАЛЕЙ И ИНСТРУМЕНТОВ Цель работы - провести анализ условий работы заданного изделия, выбор...
-
Первые пакеты оптического распознавания символов имели четкое разделение по типу. Пакеты OCR Обучаемые Интеллектуальные В последнее время наблюдается...
-
Требования к подготовке деталей под сварку. - Технология и техника сварки
Заменяемая часть обшивки корабля подготавливается в цеховом помещении из листового металла. На ровную поверхность укладывается лист металла, где...
-
Формовка в опоках - Технология литейного производства
В литейном производстве широко распространена формовка в опоках главным образом по разъемным моделям, причем формовку чаще всего осуществляют в двух и...
-
Инструмент для ручной формовки, Опоки - Технология литейного производства
При изготовлении и отделке литейных форм применяют разнообразный инструмент. В зависимости от назначения его можно разделить на две группы. Первая группа...
-
Высокоскоростные методы штамповки - Способы формообразования конструкционных материалов
Особенностью таких методов является высокая скорость деформирования в соответствии с высокими скоростями преобразования энергии. Кратковременное...
-
Материалы, применяемые при сварке - Технология и техника сварки
Электроды: ввиду большого разнообразия применяемых покрытий делятся на типы не по составу покрытий, а по назначению электродов и механическим свойствам...
-
Выбор сварочного оборудования, приспособления и инструменты - Технология и техника сварки
Чтобы изготовить лист бортовой обшивки применяем следующее оборудование: Тельфер - это небольшой подъемный кран, находящийся внутри цеха, используемый...
Операции листовой штамповки - Технологии штамповки