Технология изготовления стойки гидромотора, Заготовка - Конструктивная проработка козлового контейнерного перегружателя грузоподъемностью 40т
Заготовка
Для изготовления заготовок листов под стойку гидромотора применим гидроабразивную резку металла. Этот метод позволяет качественно резать не только любые металлы и сплавы, включая труднообрабатываемые (нержавеющие и жаропрочные стали, твердые и титановые сплавы), но и гранит, керамику, стекло, в т. ч. огнеупорное и пуленепробиваемое, резину, бумагу, войлок, композитные и другие материалы.
Деталь №1.
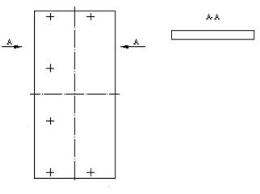
Рис. 9.1.
1. Последовательность действий при построении технологического процесса.
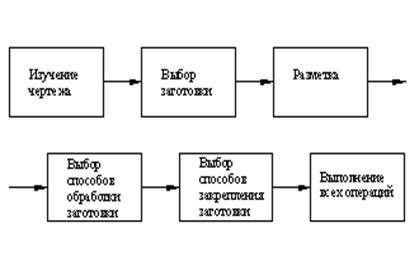
Рис. 9.2.
Процесс вырезания заготовок
При гидроабразивной обработке резка металла производится струей воды, смешанной с абразивом. Насос высокого давления подает воду под давлением 4150 атмосфер в режущую головку, управляемую от системы ЧПУ. Вода перемешивается с абразивом и выбрасывается через фокусирующую трубку со скоростью 1200 м/сек тонкой струей диаметром 1 мм, способной разрезать металл толщиной до 300 мм.
Большая мощность струи обеспечивает резание, а точнее, разрушение твердой структуры, на молекулярном уровне.
Резание металла можно производить почти во всех направлениях: оборудование позволяет получать любые контуры внутри и снаружи изделий, а также острые углы, отверстия и косые разрезы.
Вырезаем листы со следующими размерами:
- - 820х390х57мм, - 690x390x68мм -2 уголка 340х200х32 мм
При изучении чертежа детали нам необходимо учесть, что все размеры выполняются свободно, за исключением диаметров под отверстия, которые выполняются с допуском 0,2 мм. А также необходимо, чтобы все поверхности имели шероховатость 6,3 мкм по параметру RA.
Выбираем заготовку с учетом размеров готовой детали. Выбираем толстолистовой прокат стали Ст5 ГОСТ 19903-74 длиной 1000мм, шириной 500мм, толщиной 60мм.
Далее осуществляем разметку заготовки для обработки торцевых поверхностей с использованием дисковой фрезы, а также разметку отверстий.
Обработка торцевых поверхностей осуществляется дисковой фрезой диаметром и шириной при глубине.
Перед обработкой детали необходимо установить ее на рабочем столе на прокладки толщиной не менее и закрепить универсальными прижимами с трех сторон, исключая обрабатываемую сторону.
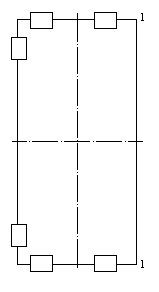
Рис. 9.3.
После выполнения всех подготовительных операций приступаем к выполнению обработки заготовки.
Похожие статьи
-
Общий припуск z0 равен сумме всех промежуточных припусков zI. Поэтому для каждой обрабатываемой детали можно записать: , Где - число технологических...
-
Прежде всего, необходимо проверить соответствие предельных размеров, отклонений формы деталей и зазоров чертежам с требованиями ГОСТ 5264-80. Свариваемые...
-
Возможные способы получения заготовки Виды обработка металлов давлением Процессы обработки металлов давлением по назначению подразделяют на два вида: 1)...
-
Контроль качества сварных соединений производят любым из следующих методов: - внешним осмотром и замером шва, ГОСТ 3242-79; - за сверловкой или вскрытием...
-
Как видно, существует огромное количество методов ультразвуковой дефектоскопии, но один из наиболее распространенных методов является эхо-импульстный...
-
Материалы, применяемые при ремонте козлового крана Все материалы, применяемые для ремонта металлоконструкций, по своим механическим и качественным...
-
Спредеры фиксированной длины поворотные Размеры контейнера 40-ft контейнер Грузоподъемность (т) 30,5 Краткое описание Автоматический электрический...
-
В качестве электрической схемы рассмотрим пускатель бесконтактный нереверсивного типа ПБН-160 предназначен для обеспечения плавного нарастания напряжения...
-
Исходные данные: Грузоподъемность () = 40 тонн. Скорость передвижения тележки м/c Сопротивление трения скольжения в цапфах колес и трения качения колес о...
-
Ребра жесткости (поперечные основные, поперечные дополнительные и продольные) должны обеспечивать геометрическую неизменяемость поперечного сечения...
-
Вычисление геометрических характеристик поперечного сечения балки Все геометрические характеристики поперечного сечения балки будем считать в...
-
Ультразвуковой эхо-дефектоскоп - это прибор, предназначенный для обнаружения несплошностей и неоднородностей в изделии, определения их координат,...
-
Целью НК является не только обнаружение дефектов, но и распознавание их образа для оценки потенциальной опасности дефекта. Методы визуального...
-
Как уже говорилось ранее разрешающая способность эхо-метода - минимальное расстояние между двумя одинаковыми дефектами, при котором эти дефекты...
-
Исходные данные Грузоподъемность крана__________________________________т Масса тележки________________________________________ т Пролет...
-
Смазка должна производится в соответствии со схемой смазки и таблицей смазки. При отсутствии масел и смазок, указанных в таблице смазки допускается...
-
Устройство защиты электродвигателей УЗ-ЭД-26ИВ предназначено для эффективной защиты трехфазных асинхронных электродвигателей (ЭД) мощностью от 10 до 320...
-
Рассмотрим расчет на местную устойчивость панели, выделенной из среднего отсека балки. Рисунок 8.4. - Эпюра на местную устойчивость панели по нормальным...
-
Для отсеков, примыкающих к опорам, шаг основных диафрагм В последующих отсеках их шаг можно увеличить до При высоте балки более 700мм устанавливают...
-
1. ТО-1, которое включает в себя все виды обслуживания с периодичностью менее месяца, а именно: сменное, ежесуточное, еженедельное. Эти виды обслуживания...
-
Процент техногенных катастроф в мире неуклонно растет, несмотря на ужесточающиеся экологические ограничения и технологические нормативы пополняющиеся все...
-
Изобретение относится к области машиностроительного гидропривода и может быть использовано в различных гидропневмосистемах грузоподъемных машин,...
-
Диаметры блоков и барабана определяются в зависимости от диаметра каната, типа грузоподъемной машины и режима ее работы. Диаметр барабана () в мм по дну...
-
В данном дипломном проекте рассматривается козловой контейнерный перегружатель грузоподъемностью 40 тонн, который предназначен для вертикального...
-
Изобретение относится к машиностроительной гидравлике и может найти применение в закрытых гидросистемах мобильных и строительно-дорожных машин. Известна...
-
При ультразвуковой дефектоскопии материалов и изделий, как и при других видов дефектоскопии наблюдается помехи. Их делят на несколько видов: - Помехи...
-
Для обеспечения надежного выявления дефектов необходимо выполнение двух условий: 1. Сигнал от дефекта должен превосходить минимальный сигнал,...
-
К основным характеристикам метода относятся: чувствительность, максимальная глубина прозвучивания, минимальная глубина ("мертвая" зона), разрешающая...
-
После команды "Пуск" реле КV1 или КV2 замыкает свои контакты и подает 27 В на клемму 2 "зап" (ХТ4:2) платы управления. Начинается процесс пуска....
-
Согласно ГОСТ 23829-79 акустические метода делят на две большие группы: использующие излучение и прием акустических волн (активные методы) и основанные...
-
В качестве объекта разработки методики проведения неразрушающего контроля задается деталь -- стойка гидромотора. При разработке методике неразрушающего...
-
Выбор электродвигателя Построив циклограмму работы перегружателя определили ПВРасч механизма подъема: ПВРасч=83%. Необходимая мощность электродвигателя...
-
Построение характеристики насоса , где Номинальное давление, развиваемое насосом, МПа. КПД насоса. МПа (1) Откуда Номинальный расход насоса, Принимаем и...
-
Для гидроприводов подъемно-транспотных машин выбирают номинальное давление в диапазоне МПа. В нашей гидросистеме выберем МПа. Перепад давления на...
-
Сварка металлоконструкций проводится в соответствии с требованиями технологического процесса, утвержденного специализированной организацией. К сварке...
-
Гидравлическая схема крана состоит из: 1 - основной регулируемый насос; 15 - подпиточный насос; 2, 16 - напорные фильтры; 3, 17, 20, 27 - обратные...
-
Энергосбережение сегодня является одним из важнейших аспектов для большинства потребителей тепловой энергии. Постоянный рост цен на энергоносители делает...
-
Исходные данные: Грузоподъемность () = 40 тонн Скорость передвижения перегружателя м/c Сопротивление трения скольжения в цапфах колес и трения качения...
-
Техническое обслуживание -- комплекс операций по поддержанию работоспособности или исправности крана при использовании по назначению, хранении и...
-
Оценка капиталовложений Приведем цены на гидрооборудование козлового контейнерного перегружателя грузоподъемностью 40 тонн: [http://www. pulscen....
Технология изготовления стойки гидромотора, Заготовка - Конструктивная проработка козлового контейнерного перегружателя грузоподъемностью 40т