Формообразующие операции листовой штамповки - Способы формообразования конструкционных материалов
При формообразующих операциях стремятся получить заданную величину деформации, чтобы заготовка приобрела требуемую форму.
Основные формообразующие операции: гибка, вытяжка, отбортовка, обжим, раздача, рельефная формовка. Схемы формообразующих операций представлены на рис. 1.
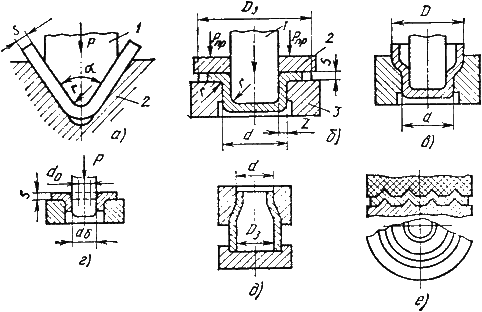
Рис. 1. Формообразующие операции листовой штамповки
Гибка - образование угла между частями заготовки или придание заготовке криволинейной формы.
При гибке пластически деформируется только участок заготовки в зоне контакта с пуансоном 1 (рис. 1.а): наружные слои заготовки растягиваются, а внутренние - сжимаются. Деформация растяжения наружных слоев и сжатия внутренних увеличивается с уменьшением радиуса скругления рабочего торца пуансона, при этом возрастает вероятность образования трещин. Поэтому минимальный радиус пуансона ограничивается величиной в пределах 0.1...2,0 от толщины заготовки, в зависимости от механических свойств материала.
При снятии нагрузки растянутые слои заготовки упруго сжимаются, а сжатые - растягиваются, что приводит к изменению угла гибки, т. е. к пружинению детали. Это следует учитывать или уменьшением угла инструмента на величину пружинения, или применением в конце рабочего хода дополнительного усилия.
Гибку производят в штампах, а также вращающимися фигурными роликами, играющими роль матрицы, на профилегибочных станах.
Вытяжка - образование полого изделия из плоской или полой заготовки (рис.1.б).
Вырубленную заготовку диаметром и толщиной укладывают на плоскость матрицы 3. Пуансон 1 надавливает на заготовку и она, смещаясь в отверстие матрицы, образует стенки вытянутой детали диаметром.
Формоизменение при вытяжке оценивают коэффициентом вытяжки
,

Который в зависимости от механических характеристик металла и условий вытяжки не должен превышать 2,1.
При, возможны потеря устойчивости фланца и образование складок при вытяжке. Их предотвращают прижимом 2 фланца заготовки к матрице с определенным усилием.
Высокие детали малого диаметра получают за несколько операций вытяжки с постепенным уменьшением диаметра D полуфабриката и увеличением его высоты (рис. 1.в). При последующих переходах для предотвращения разрушения металла принимают
Промежуточный отжиг для устранения наклепа позволяет увеличить до 1,4...1,6.
Опасность разрушения заготовок устраняют применением смазочных материалов для уменьшения сил трения между поверхностями заготовок и инструмента.
При вытяжке зазор между матрицей и пуансоном составляет.
Отбортовка - получение борта диаметром путем вдавливания центральной части заготовки с предварительно пробитым отверстием в матрицу (рис.1.г).
Формоизменение оценивают коэффициентом отбортовки
,
Который зависит от механических характеристик металла заготовки и ее относительной толщины. Большее увеличение диаметра можно получить, если заготовку отжечь перед отбортовкой или изготовить отверстие резанием, создающим меньшее упрочнение у края отверстия.
Отбортовку применяют для изготовления кольцевых деталей с фланцами и для образования уступов в деталях для нарезания резьбы, сварки, а также для увеличения жесткости конструкции при малой массе.
Выделяется отбортовка наружного контура - образование невысоких бортов по наружному криволинейному краю заготовки.
Обжим - уменьшение периметра поперечного сечения концевой части полой заготовки.
Производится заталкиванием заготовки в сужающуюся полость матрицы (рис. 1.д). За один переход можно получить. Для большего формоизменения выполняют несколько последовательных операций обжима.
Раздача - увеличение периметра поперечного сечения концевой части полой заготовки коническим пуансоном; это операция противоположная обжиму.
Рельефная формовка - местное деформирование заготовки с целью образования рельефа в результате уменьшения толщины заготовки (рис. 1.е).
Формовкой получают конструкционные выступы и впадины, ребра жесткости, лабиринтные уплотнения.
Штампы для листовой штамповки делятся по технологическому признаку в зависимости от выполняемой операции: вырубные, гибочные, вытяжные и т. д. В зависимости от числа выполняемых операций различают одно - и многооперационные штампы.
Многооперационные штампы бывают последовательного действия, в которых операции выполняются последовательно при перемещении заготовки по нескольким рабочим позициям штампа, и совмещенного действия, в которых операции выполняются на одной позиции, например, одновременно вырубка и пробивка, вырубка и вытяжка и т. д.
В настоящее время применяют специальные конструкции штампов, в которых металлические пуансоны или матрицы отсутствуют, и давление на материал осуществляется при помощи резины, жидкости или сжатого воздуха (рис.2).
При этом резина или жидкость легко удаляются из штампованной детали, а матрица должна быть разъемной.
При изготовлении небольших по глубине изделий пуансон заменяет резиновая подушка (рис.2.а). С помощью резины можно осуществлять все операции: вырубку, гибку, вытяжку, формовку. Матрица 3 крепится к столу, а резиновая подушка, помещенная в стальную обойму 1, крепится к ходовой части пресса (толщина заготовки 2 - до 1,5 мм).
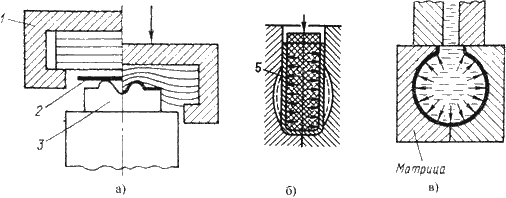
Рис. 2. Схемы листовой штамповки при помощи эластичной среды и жидкости
Резиновые пуансоны цилиндрической формы применяются при вытяжке изделий сложной формы, при необходимости увеличения диаметральных размеров средней части цилиндрических полуфабрикатов (рис.2.б).
При гидравлической вытяжке (рис.2.в) полые детали цилиндрической, конической, сферической или другой формы получают надавливанием на заготовку жидкостью или жидкостью, заключенной в эластичную оболочку.
Похожие статьи
-
Высокоскоростные методы штамповки - Способы формообразования конструкционных материалов
Особенностью таких методов является высокая скорость деформирования в соответствии с высокими скоростями преобразования энергии. Кратковременное...
-
Заготовки из порошковых материалов получают прессованием (холодным, горячим), изостатическим формованием, прокаткой и другими способами. При Холодном...
-
Операции листовой штамповки - Технологии штамповки
Разделительные операции предназначены или для получения заготовки из листа или ленты, или для отделения одной части заготовки от другой. Операции могут...
-
Листовая штамповка - Технологии штамповки
Листовая штамповка - один из видов холодной обработки давлением, при котором листовой материал деформируется в холодном или подогретом состоянии....
-
Основные положения к выбору способа литья - Технология конструкционных материалов
При выборе способа литья для получения заготовки в первую очередь должен быть рассмотрен вопрос экономии металла. Металлоемкость можно снизить...
-
Т. к. партия изготовляемых деталей составляет 400шт. Производство не крупносерийное; материал детали не литейная сталь, в исключительных случаях...
-
Обработка резанием является одним из самых универсальных видов обработки. Этим методом можно получать детали любой формы при любых требованиях к чистоте...
-
Технологичность конструкций литых деталей - Технология конструкционных материалов
Конструкция литой детали должна обеспечивать высокий уровень механических и эксплуатационных характеристик при заданной массе, конфигурации, точности...
-
Припуск - слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали. Припуск на обработку...
-
ПОНЯТИЕ СВОБОДНОЙ КОВКИ - Основные технологические процессы механообрабатывающих производств
Свободную ковку заготовок разделяют на ручную и машинную. Ручную ковку производят на наковальне, при этом по поковке удары наносят кувалдой. Машинную...
-
Определение припусков на механическую обработку Припуски назначают по ГОСТ Р 53464-2009 Основные припуски на мех. Обработку назначают для каждого допуска...
-
В зависимости от типа производства (массовое, серийное, единичное) и требований к качеству изделия выбирают способ изготовления изделия - горячее...
-
Горячая объемная штамповка - Технологии машиностроения
Объемная штамповка -- придание заготовке заданной формы и размеров путем принудительного заполнения материалом рабочей полости штампа, называемой ручьем....
-
Возможные способы получения заготовки Виды обработка металлов давлением Процессы обработки металлов давлением по назначению подразделяют на два вида: 1)...
-
Холодная штамповка, Объемная холодная штамповка - Технологии штамповки
Холодная штамповка производится в штампах без нагрева заготовок и сопровождается деформационным упрочнением металла. Холодная штамповка является одним из...
-
Конструкционные материалы - Металлические сплавы как основа конструкционных материалов
Конструкционные материалы, материалы, из которых изготовляются детали конструкций (машин и сооружений), воспринимающих силовую нагрузку. Определяющими...
-
Сталь. Повышение качества стали переплавными методами - Свойства конструкционных материалов
Для значительного улучшения качества стали применяют переплавные процессы, совершаемые по схеме: нагрев торца расходуемого электрода, стекание...
-
Общая характеристика металлов - Металлические сплавы как основа конструкционных материалов
Физические свойства металлов и сплавов 1) Пластичность - способность изменять форму при ударе, вытягиваться в проволоку, прокатываться в тонкие листы. В...
-
Выбор схемы базирования и описание работы приспособления Анализируя техническое задание, эскиз детали под выполняемую операцию из ГОСТ 21495-76 выбираем...
-
ШАБРЕНИЕ - Операции ручного изготовления ювелирных украшений
Отделочная операция снятия с изделия очень тонкого слоя металла при помощи режущего инструмента -- шабера -- называется шабрением. Различают три вида...
-
Основные кузнечные операции - Кузнечные операции
Основные кузнечные операции при ковке заключаются в обработке нагретого металла ударами молота или давлением для получения поковок или изделий...
-
Заготовительное производство в технологической цепочке изготовления продукции занимает важное место, поскольку решает вопросы повышения коэффициента...
-
Для изготовления передней рамы фронтального погрузчика МоАЗ 40484 применяется механизированная сварка, для сварки в защитном газе плавящимся проволочным...
-
Введение, Технология кузнечных работ - Кузнечные операции
Испокон веков кузнечное ремесло ассоциировалось с магией. Да и как могло быть иначе, если в кузнице бесформенные куски железа превращались в вещи...
-
Схема резки металла на ножницах различных типов - Заготовительные операции
Резка и обработка кромок. Резка деталей с прямолинейными кромками из листов толщиной до 40 мм, как правило, производится на гильотинных ножницах...
-
Выбор материала и технология производства заготовок деталей и инструментов
ВЫБОР МАТЕРИАЛА И ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЗАГОТОВОК ДЕТАЛЕЙ И ИНСТРУМЕНТОВ Цель работы - провести анализ условий работы заданного изделия, выбор...
-
Общие сведения о режиме сварки Режимом сварки называют основные показатели, определяющие процесс сварки, которые устанавливаются на основе исходных...
-
МАТЕРИАЛ И КЛАССЫ ПРОЧНОСТИ БОЛТОВ - Виды болтов и типоразмеры
Механические свойства крепежных изделий с диаметром резьбы до 48 мм и материалы для их производства регламентируются ГОСТ 1759--70. Для болтов...
-
Технологические возможности способов резания - Технологические возможности способов резания
Точение. Точение является основным способом обработки поверхностей тел вращения. Процесс резания осуществляется на токарных станках при вращении...
-
Магний - металл серебристо-белого цвета с плотностью 1,74 Мг/м3 и температурой плавления 651 С; имеет гексагональную плотноупакованную кристаллическую...
-
Создание новых методов исследования процессов растворения и пассивации металлов, в том числе с привлечением физических методов (Ожега), растровой...
-
Конструкционные материалы - Электротехника. Электротехническое материаловедение
Задача 1 . Вычертите диаграмму состояния железо-карбид железа, укажите структурные составляющие во всех областях диаграммы, опишите превращения при...
-
005 операция. Штамповка ГКМ. Штамповать заготовку будем согласно эскизу непосредственно от прутка, то есть без предварительной разрезки его на отдельные...
-
Детали, изготовленные из карбонокомпозитов и кевларокомпозитов, полностью заменили традиционные силовые элементы конструкции в высокотехнологичных...
-
Выбор вида заготовки зависит от конструктивных форм деталей, их назначения, условий их работы в собранной машине, испытываемых напряжений. Существует...
-
Деталь типа "Валик шлицевой" имеет довольно простую геометрическую форму. Основные поверхности - тела вращения. Валик шлицевой предназначен для передачи...
-
Стальной аппарат с мешалкой. Он состоит из корпуса и перемешивающего устройства с приводом. Корпус! включает в себя: цилиндрическую обечайку с приварным...
-
Определение формы и габаритных размеров упаковки Для разработки развертки и штанцевальной формы картонной упаковки для пищевой отрасли была выбрана...
-
На входной вал редуктора устанавливаем роликовые радиальные подшипники (рис. 8). На выходной вал редуктора устанавливаем шариковые радиальные подшипники...
-
МЕТОД ОБЪЕМНОЙ ШТАМПОВКИ - Основные технологические процессы механообрабатывающих производств
Основным инструментом при штамповке являются штампы. Штампы представляют собой стальные формы, в которых имеются полости (ручьи), соответствующие форме и...
Формообразующие операции листовой штамповки - Способы формообразования конструкционных материалов