Ремонт кузовов вагонов-хопперов других моделей, Ремонт кузова полувагонов - Технологический процесс ремонта грузовых вагонов в Барановичском вагонном депо Белорусской железной дороги
Ремонт кузовов вагонов-хопперов моделей 19-7017, 19-7017-01, 19-3116 и других не указанных выше производится в соответствии с требованиями пункта 7.1 настоящего технологического процесса.
Ремонт кузова полувагонов
Ремонт каркаса и металлической обшивки кузова полувагона производится в соответствии с требованиями пункта 7.1 настоящего технологического процесса
Вертикальный прогиб верхней обвязки кузова по всей длине более 50 мм устраняется правкой или заменой части верхней обвязки в месте дефекта. При деповском ремонте на верхней обвязке допускается не более 3 стыков, расположенных между стойками, при капитальном ремонте не более одного стыка между смежными стойками.
Сварщик и слесарь по ремонту подвижного состава ремонтируют неисправные торцевые двери, их запоры и детали крепления дверей к угловой стойке. Трещины или изломы длиной до 150 мм каждая в деталях порога торцевых дверей завариваются с постановкой накладок. При капитальном ремонте двери полувагона снимают. Поврежденные запоры дверей заменяют новыми.
Торцевые двери после ремонта должны удовлетворять следующим требованиям:
- А) сплошной или клиновидный зазор в местах прилегания боковых обвязок к угловым стойкам в закрытом положении двери должен быть не более 5мм; Б) разность диагоналей сварки допускается не более 7 мм; В) местные зазоры между нижней обвязкой и порогом допускаются не более 6 мм.
В случаях, когда крышки люков полувагонов ремонтируются без снятия с вагона, разрешается (рисунок 29):
- А) приварка усиливающей планки А переднего угольника обвязки крышки люка; Б) приварка планок Б под угольники крышки люка; В) Заварка дефектов В в сварных швах; Г) заварка не более двух трещин Г в листе крышки длиной не более 100мм; Д) приварка скоб запорных угольников И.
В случаях когда крышки люков полувагонов ремонтируются со снятием с вагона, разрешается (рисунок 29):
Рисунок 29 ? Дефектация крышек разгрузочных люков полувагона
- А) производство всех работ, перечисленных в п. п. 16.4; Б) заварка трещин Е в листе крышки люка в углах или местах расположения петель при условии, что толщина полотна в местах наложения сварных швов не менее 4 мм. Количество завариваемых трещин не более четырех, длина каждой трещины не более 100 мм. При этом обязательно усиление накладками, которые должны перекрывать трещину на 50 мм в каждую сторону; В) заварка трещин в ребрах и угольниках при условии, что толщина металла в местах наложения сварных швов не менее 4 мм, с усилением угловыми и плоскими накладками Д толщиной 6 мм и длиной 100 мм; Г) приварка накладок З при условии, что толщина листа в местах наложения сварных швов не менее 4 мм. размеры накладки не превышают 200х400 м. Допускается не более трех накладок, расстояние между которыми не менее 150 мм; Д) заварка трещин К длиной до 100 мм в передней отбуртовке, не выходящих на лист крышки, с последующим усилением накладкой; Е) заварка лучевых трещин Ж у отверстия для заклепок.
Снятие крышек люков с вагона производит слесарь по ремонту подвижного состава. Далее крышки люка на электрокаре направляются в отделение по ремонту крышек люков для ремонта.
Петли крышек люков должны быть типовыми (штампованными). Крышки люков с трещинами или с местными выработками ремонтируют в соответствии с действующей ремонтно-технической документацией на производство сварочных работ. Крышки люков должны закрываться плотно. Допускаются местные зазоры при деповском ремонте не более 6 мм, при капитальном - не более 4 мм. Для устранения зазоров производится правка соответствующего места крышки. Для этой цели разрешается также приварка не более двух планок суммарной толщиной не более 12 мм на горизонтальную полку запорного угольника. При этом ширина планок должна быть 50 мм, а длина от 60 до 100 мм, а у литых угльников - 60 мм.
Петли и кронштейны крышек люков, имеющие изломы, заменяют. При капитальном ремонте крышки люка, имеющие приклепанные кронштейны, заменяются на новые с косорасположенными кронштейнами.
При деповском ремонте выпуклость и прогиб крышек люков допускается не более 25 мм. При прогибе размером менее 25 мм, допускается правку крышек люков производить на вагоне.
При необходимости ремонта детали запорного механизма разгрузочных люков слесарь по ремонту подвижного состава передает в ремонтно-механический участок.
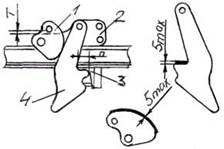
Рисунок 30 ? Наплавка запорного устройства люков полувагона
При закрытой крышке люка сектор 1 (рисунок 30) должен плотно запирать закидку 4, при этом зазор Т между пальцем сектора и скобой 2, должен быть от 5 до 14 мм при деповском ремонте и от 0 до 14 мм при капитальном. Расстояние захода закидки за поле кронштейна 3 должно быть не менее 44 мм (размер П). Допуски на наплавку деталей запорного механизма показаны на рисунке 30.
Упоры крышек люков с трещинами ремонтируются сваркой. Упоры с изломами заменяются новыми. Отгиб опорной площадки упоров более 4 мм выправляется. В открытом состоянии крышки люков должны опираться на оба упора, для чего разрешается производить наращивание одного из упоров приваркой прокладки. Допускается неприлегание крышки люка к одному из упоров не более 10 мм. При капитальном ремонте зазор не допускается. Разрешается наращивать один из упоров приваркой прокладки или наплавлять поверхность упоров с последующей механической обработкой.
Похожие статьи
-
Ремонт бортов и закидок платформ производится в соответствии с требованиями пункта 7.1 настоящего технологического процесса При необходимости...
-
Ремонт кузова и крыши производят слесари, электросварщики и газорезчики ВСУ, руководствуясь меловыми пометками мастера. Ремонт механизма разгрузки...
-
Общие требования при ремонте кузовов грузовых вагонов При всех видах ремонта вагонов на кузовах грузовых вагонов разрешается: [ЦВ-201, п.2.8.1] 1)...
-
Порядок работ После очистки пятника от грязи, наплывов и коррозионных повреждений производится осмотр на наличие трещин, проверяются размеры и крепление...
-
При ремонте шкворневых и промежуточных балок грузового вагона разрешается: [ЦВ-201-98, п.2.7.11] Заварка трещин или изломов верхнего листа шкворневой...
-
На участках средней (базовой) части хребтовых балок, непосредственно примыкающих к нижним листам шкворневых балок, на расстоянии менее 500 мм, а так же...
-
При деповском и текущем ремонте вагонов разрешается заварка на концевой балке не более трех трещин или одного излома в любом месте балки. [ЦВ-201-98,...
-
Заварка не более двух трещин В (рисунок 1) длиной менее 2/3 периметра сечения основных горячекатаных элементов хребтовых балок (двутавр в полувагонах и...
-
Крышу очищают от разрушившегося лакокрасочного покрытия, отслоившейся ржавчины и других загрязнений, осматривают. [ЦВ-587, п. 7.2.3.1] Сварные швы должны...
-
Деповской ремонт механизма разгрузки При деповском ремонте разгрузочный механизм осматривают. Неисправные детали ремонтируют. Винтовые приводы...
-
На ремонтных позициях ВСУ бригадир колесно-роликового участка производит входной контроль колесных пар до установки кузова вагона на ставлюги. Ремонт...
-
При деповском и капитальном ремонте вагонов производится полный осмотр автосцепного устройства. При этом все его съемные узлы и детали независимо от...
-
Основными параметрами производственного процесса являются: - производственная мощность участка; - продолжительность технологического цикла; - режим...
-
Организация работ Дефектация и ремонт рам вагонов и их элементов производится в соответствии с требованиями пунктов 6.2-6.3 настоящей технологической...
-
Деповской ремонт грузовых вагонов должен выполняться в соответствии с требованиями нормативной документации по охране труда, а именно: "Правил по охране...
-
Ремонт кузова и крыши Кузов и крышу вагонов-хопперов для перевозки минеральных удобрений ремонтируют в соответствии с требованиями пунктов 7.1, 7.1.1,...
-
Ремонт кузова и крыши Кузов и крышу вагонов-хопперов для зерна ремонтируют в соответствии с требованиями пунктов 7.1, 7.1.1, 7.1.2 настоящей...
-
Деповской и капитальный ремонт грузовых вагонов производится по истечении межремонтных нормативов, установленных согласно указанию от 11.12.2007 г. №...
-
Настоящий технологический процесс устанавливает: - порядок выполнения работ по разборке, ремонту, сборке и контролю составных частей и деталей грузовых...
-
Настоящий технологический процесс описывает процесс ремонта грузовых вагонов в Барановичском вагонном депо Белорусской железной дороги. Настоящий...
-
Все ответственные узлы и детали (тележки, автосцепное и автотормозное оборудование и др.), поступившие для установки на вагон в сборочный цех, должны...
-
После установки вагонов на ставлюги на ремонтных позициях тележки подаются на позиции мойки и ремонта в соответствии с разделом 5 настоящего...
-
При деповском ремонте производится частичная окраска вагонов в местах, поврежденных коррозией и с отслоившейся краской. Вновь поставленные детали...
-
Очередность подъемки вагонов определяет старший мастер или мастер ВСУ. Присутствие одного из них обязательно при подъемке и опускании вагонов. Перед...
-
Кузов и рама вагона, внутреннее оборудование - Подвижной состав железных дорог
Четырехосный полувагон модели 12-4034 имеет кузов с глухими торцевыми стенами, обладает большой прочностью, так как в нем прочно связаны между собой...
-
Для бесперебойной эксплуатации вагонного парка и содержания его в исправном состоянии на железных дорогах России установлена четкая система технического...
-
Для выполнения качественного текущего ремонта вагонов пункта имеет следующее техническое оснащение: 1-ый путь, длиной 140 м, специализированный на...
-
В этом подразделе пояснительной записки необходимо выполнить планировку участка (отделения), имеющуюся на предприятии по месту практики. Планировка...
-
Технологический процесс ремонта кузовов и кабин в сборе включает разборку, полное или частичное снятие старой краски, дефектовку, ремонт составных частей...
-
Анализ неисправностей, устраняемых на участке текущего отцепочного ремонта Текущий ремонт вагонов играет важную роль в обеспечении исправного...
-
Подготовка вагонов к погрузке - Размещение и крепление грузов в крытых вагонах
Погрузка груза должна производиться в вагоны, очищенные от остатков ранее перевозимого груза, средств крепления, мусора, грязи. Боковые и верхние...
-
Ремонт упряжных устройств - Ударно-сцепные устройства электровоза
Тяговые хомуты не допускаются к ремонту, если на тяговых полосах имеются трещины независимо от их размера и расположения, с толщиной перемычки со стороны...
-
Ремонт поглощающих аппаратов - Ударно-сцепные устройства электровоза
Снятые детали осматривают и обмеряют шаблонами. Исправными являются детали без трещин, изломов и с износами не более нормы. Разрешается заваривать...
-
Устройство СИТОВ-1 предназначено для проверки технических характеристик тормоза грузовых вагонов после постройки или ремонта и используется в...
-
А) ЧР = ?Т/РК Б) ЧР = РК/?Т В) ЧР = РК* Т/tМ Г) ЧР = ТК* tМ/РК Где ЧР - численность рабочих ?Т - общая трудоемкость ремонта вагонов РК -...
-
Технологический процесс - это изменение качественного состояния объекта производства, которое проявляется в изменении формы предметов труда, свойств,...
-
Производственная мощность депо рассчитывается по формуле: , (2.1) Где N - производственная мощность ТОР, ваг/год; F - годовой фонд рабочего времени...
-
Размещение и крепление отдельных мест груза - Размещение и крепление грузов в крытых вагонах
Отдельное место груза - груз (упакованный или неупакованный), имеющий плоскую опорную поверхность, опорную раму, салазки, отдельные опоры, и который не...
-
А) осмотр и текущий ремонт вагонов Б) подготовка вагонов к перевозке В) погрузка и выгрузка вагонов Г) коммерческий осмотр вагонов Применяемые нормативы...
-
Годовой объем работ по каждой операции в отдельности рассчитывают по формуле TГ =tnNКМр(чел/ч) ТГ=5,286*16,82*7000*0,5=311186,82 чел/ч Где t -...
Ремонт кузовов вагонов-хопперов других моделей, Ремонт кузова полувагонов - Технологический процесс ремонта грузовых вагонов в Барановичском вагонном депо Белорусской железной дороги