Ремонт концевых балок, Ремонт продольных балок - Технологический процесс ремонта грузовых вагонов в Барановичском вагонном депо Белорусской железной дороги
При деповском и текущем ремонте вагонов разрешается заварка на концевой балке не более трех трещин или одного излома в любом месте балки. [ЦВ-201-98, п.2.7.9]
При капитальном ремонте грузовых вагонов разрешается проводить следующие сварочные работы на концевой балке: [ЦВ-201-98, п.2.7.8]
Заварка не более двух трещин и одного излома в любом месте концевой балки с усилением накладками;
Полная или частичная замена верхнего или нижнего листа с последующим усилением накладкой при условии, что стыки верхнего и вертикального листов не должны совпадать;
Частичная замена (не более половины длины) профильной штампованной балки с последующим усилением накладкой;
Полная или частичная замена порога или заварка не более трех трещин с усилением накладками;
На балке полувагона с металлической обшивкой заварка трех трещин при условии, что две из них распространяются с горизонтальной полки на вертикальную стенку не более чем на 100 мм, с последующим усилением накладками;
Замена у цистерн поврежденной части балки за пределами розетки с последующей приваркой встык новой отштампованной части и усилением профильной накладкой с внутренней стороны. Постановка новой части допускается при условии выполнения не более одного стыка при расстоянии между стыком и наружным контуром розетки не менее 200 мм;
Ремонт сваркой с постановкой усиливающих планок толщиной 8 мм штампованных балок, имеющих повреждения в местах постановки кронштейна расцепного рычага.
При всех видах ремонта вагонов разрешается выполнение следующих сварочных работ на концевой балке: [ЦВ-201-98, п.2.7.10]
- 1) наплавка пораженных коррозией мест при условии, что толщина стенки в месте наплавки не менее половины чертежного размера. Допускается вместо наплавки приварка накладок толщиной не менее 4 мм и площадью не более 0,4 м2; 2) частичная замена (не более половины длины) вертикального листа балки сварной конструкции с усилением накладками при условии, что верхний и нижние листы не имеют повреждении (рисунок 8);
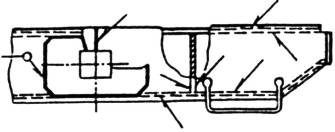
Рисунок 8 - Вертикальный лист балки сварной конструкции, отремонтированный путем замены половины листа с усилением накладкой
- 3) заварка трещины длиной не свыше 50 мм на внутренних диафрагмах балки полувагона с постановкой накладок. Косынки и ребра жесткости ремонту не подлежат; 4) постановка на полувагоны усиливающей накладки над ударной розеткой. Накладка должна располагаться симметрично относительно оси вагона и привариваться по периметру (рисунок 9).
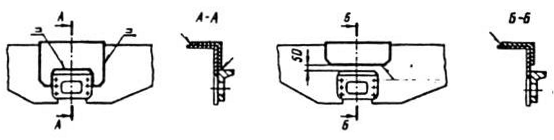
Рисунок 9 - Концевая балка с розеткой, отремонтированная путем постановки усиливающей накладки
Концевые балки рам грузовых вагонов, имеющие повреждения в местах постановки кронштейна и державки расцепного рычага ремонтируют сваркой с постановкой усиливающих планок толщиной от 6 до 8 мм. [627, п.9.1.8]
В концевой штампованной балке, имеющей коррозионное повреждение по толщине более 1/3 поперечного сечения, поврежденную часть заменяют вставкой с усилением места стыка накладками, перекрывающими сварной шов не менее чем на 50 мм на сторону, с последующей обваркой их сплошным швом по периметру. [ЦВ-627, п.9.1.9]
Нижний лист концевой балки при наличии в нем трещин независимо от длины ремонтируют сваркой с последующей постановкой накладок.
При полной или частичной замене концевой балки на полувагоне постройки УВЗ мод. 12-532, 12-119, 12-1000 угловую стойку частично срезают на высоту 450 мм с последующей постановкой и приваркой новой части стойки и усилением стыка профильной накладкой с обваркой по периметру.
Ремонт продольных балок
Продольные балки рамы с трещинами ремонтируют сваркой с последующим усилением поврежденных мест односторонними накладками. [ЦВ-627, п.9.1.14]
Продольные усиливающие подпольные балки крытых вагонов осматривают, при этом прогибы, трещины и изгибы устраняют. Вертикальный прогиб балок при капитальном ремонте более 5 мм устраняют правкой.
Трещины и изломы усиливающих продольных подпольных балок устраняют сваркой с последующей постановкой усиливающих накладок, перекрывающих сварочные швы на 50 мм в обе стороны.
Трещины в местах соединения этих балок с промежуточными и шкворневыми балками устраняют электросваркой после соответствующей разделки дефектного сварного шва.
После окончания правки и выполнения электросварочных работ вертикальный прогиб верхних горизонтальных полок усиливающих продольных подпольных балок допускается не более 3 мм по отношению к верхним горизонтальным полкам шкворневых, промежуточных и концевых балок. Прогиб контролируют по зазору между обшивкой пола и верхней горизонтальной полкой усиливающей продольной балки. [ЦВ-627, п.9.1.15]
Похожие статьи
-
При ремонте шкворневых и промежуточных балок грузового вагона разрешается: [ЦВ-201-98, п.2.7.11] Заварка трещин или изломов верхнего листа шкворневой...
-
Ремонт кузова и крыши производят слесари, электросварщики и газорезчики ВСУ, руководствуясь меловыми пометками мастера. Ремонт механизма разгрузки...
-
Ремонт бортов и закидок платформ производится в соответствии с требованиями пункта 7.1 настоящего технологического процесса При необходимости...
-
Общие требования при ремонте кузовов грузовых вагонов При всех видах ремонта вагонов на кузовах грузовых вагонов разрешается: [ЦВ-201, п.2.8.1] 1)...
-
Заварка не более двух трещин В (рисунок 1) длиной менее 2/3 периметра сечения основных горячекатаных элементов хребтовых балок (двутавр в полувагонах и...
-
Крышу очищают от разрушившегося лакокрасочного покрытия, отслоившейся ржавчины и других загрязнений, осматривают. [ЦВ-587, п. 7.2.3.1] Сварные швы должны...
-
Организация работ Дефектация и ремонт рам вагонов и их элементов производится в соответствии с требованиями пунктов 6.2-6.3 настоящей технологической...
-
Ремонт кузовов вагонов-хопперов моделей 19-7017, 19-7017-01, 19-3116 и других не указанных выше производится в соответствии с требованиями пункта 7.1...
-
На участках средней (базовой) части хребтовых балок, непосредственно примыкающих к нижним листам шкворневых балок, на расстоянии менее 500 мм, а так же...
-
На ремонтных позициях ВСУ бригадир колесно-роликового участка производит входной контроль колесных пар до установки кузова вагона на ставлюги. Ремонт...
-
При деповском и капитальном ремонте вагонов производится полный осмотр автосцепного устройства. При этом все его съемные узлы и детали независимо от...
-
Основными параметрами производственного процесса являются: - производственная мощность участка; - продолжительность технологического цикла; - режим...
-
Порядок работ После очистки пятника от грязи, наплывов и коррозионных повреждений производится осмотр на наличие трещин, проверяются размеры и крепление...
-
Ремонт кузова и крыши Кузов и крышу вагонов-хопперов для перевозки минеральных удобрений ремонтируют в соответствии с требованиями пунктов 7.1, 7.1.1,...
-
Деповской ремонт грузовых вагонов должен выполняться в соответствии с требованиями нормативной документации по охране труда, а именно: "Правил по охране...
-
Деповской и капитальный ремонт грузовых вагонов производится по истечении межремонтных нормативов, установленных согласно указанию от 11.12.2007 г. №...
-
Ремонт кузова и крыши Кузов и крышу вагонов-хопперов для зерна ремонтируют в соответствии с требованиями пунктов 7.1, 7.1.1, 7.1.2 настоящей...
-
Деповской ремонт механизма разгрузки При деповском ремонте разгрузочный механизм осматривают. Неисправные детали ремонтируют. Винтовые приводы...
-
Настоящий технологический процесс устанавливает: - порядок выполнения работ по разборке, ремонту, сборке и контролю составных частей и деталей грузовых...
-
При деповском ремонте производится частичная окраска вагонов в местах, поврежденных коррозией и с отслоившейся краской. Вновь поставленные детали...
-
Все ответственные узлы и детали (тележки, автосцепное и автотормозное оборудование и др.), поступившие для установки на вагон в сборочный цех, должны...
-
После установки вагонов на ставлюги на ремонтных позициях тележки подаются на позиции мойки и ремонта в соответствии с разделом 5 настоящего...
-
Очередность подъемки вагонов определяет старший мастер или мастер ВСУ. Присутствие одного из них обязательно при подъемке и опускании вагонов. Перед...
-
Настоящий технологический процесс описывает процесс ремонта грузовых вагонов в Барановичском вагонном депо Белорусской железной дороги. Настоящий...
-
Анализ неисправностей, устраняемых на участке текущего отцепочного ремонта Текущий ремонт вагонов играет важную роль в обеспечении исправного...
-
Для бесперебойной эксплуатации вагонного парка и содержания его в исправном состоянии на железных дорогах России установлена четкая система технического...
-
В этом подразделе пояснительной записки необходимо выполнить планировку участка (отделения), имеющуюся на предприятии по месту практики. Планировка...
-
Технологический процесс ремонта кузовов и кабин в сборе включает разборку, полное или частичное снятие старой краски, дефектовку, ремонт составных частей...
-
Для выполнения качественного текущего ремонта вагонов пункта имеет следующее техническое оснащение: 1-ый путь, длиной 140 м, специализированный на...
-
Устройство СИТОВ-1 предназначено для проверки технических характеристик тормоза грузовых вагонов после постройки или ремонта и используется в...
-
А) ЧР = ?Т/РК Б) ЧР = РК/?Т В) ЧР = РК* Т/tМ Г) ЧР = ТК* tМ/РК Где ЧР - численность рабочих ?Т - общая трудоемкость ремонта вагонов РК -...
-
Производственная мощность депо рассчитывается по формуле: , (2.1) Где N - производственная мощность ТОР, ваг/год; F - годовой фонд рабочего времени...
-
Технологический процесс - это изменение качественного состояния объекта производства, которое проявляется в изменении формы предметов труда, свойств,...
-
Общее число рабочих, необходимых для производства текущего отцепочного ремонта вагонов, определим по формуле: , Где КЯв - явочное количество рабочих,...
-
А) вагонные колесные материалы Б) участок деповского ремонта В) участок текущего безотцепочного ремонта вагонов Г) пункты технического обслуживания...
-
А) первому уровню оплаты труда по ТСР Б) по второму уровню В) по третьему уровню Г) по четвертому уровню При применении сдельно-премиальной системы...
-
Результаты обследования ПТО Вагонное депо Лиски (грузовое) Юго-Восточной железной дороги основано в соответствии с приказом от 11.08.1967г. № 67. На...
-
Деятельность компании ОАО "РЖД" по обеспечению качества потребляемой продукции направлена на повышение уровня эксплуатационной безопасности на основе...
-
А) осмотр и текущий ремонт вагонов Б) подготовка вагонов к перевозке В) погрузка и выгрузка вагонов Г) коммерческий осмотр вагонов Применяемые нормативы...
-
Проектирование основных участков и отделений - Депо для ремонта пассажирских вагонов
Проектирование вагоноремонтного участка. Вагоноремонтный участок предназначен: - для подготовки вагонов к ремонту, т. е. для их обогрева в зимнее время,...
Ремонт концевых балок, Ремонт продольных балок - Технологический процесс ремонта грузовых вагонов в Барановичском вагонном депо Белорусской железной дороги