На других участках базовой части хребтовых балок разрешается [ЦВ-201-98, п.2.7.4]: - Технологический процесс ремонта грузовых вагонов в Барановичском вагонном депо Белорусской железной дороги
Заварка не более двух трещин В (рисунок 1) длиной менее 2/3 периметра сечения основных горячекатаных элементов хребтовых балок (двутавр в полувагонах и накладные листы в хребтовых балках цистерн из швеллеров в расчетный периметр не включаются) с усилением накладками. Для пропуска горизонтальной накладки в двутавре должен быть сделан вырез с последующей обваркой;
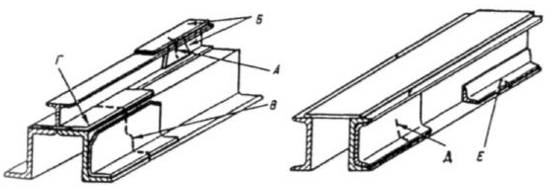
Рисунок 1 - Хребтовые балки с трещинами и изломами, отремонтированные постановкой накладок
Заварка не более двух трещин Д, переходящих на вертикальную стенку менее чем на 10 % высоты хребтовой балки, с постановкой уголковой накладки;
Заварка не более двух трещин Е на одной горизонтальной полке не переходящих на вертикальную стенку, с постановкой уголковой накладки;
Наплавка пораженных коррозией мест длиной до 500 мм и глубиной до 4 мм при капитальном ремонте и до 6 мм при деповском и текущем ремонтах или усиление их накладками толщиной 8--10 мм.
Хребтовые балки рам грузовых вагонов, имеющие не более двух изломов или двух трещин суммарной длиной более 1/3 поперечного сечения в средней части между пятниковыми опорами, при расстоянии между ними не менее 2 м, допускается ремонтировать постановкой вставки на сварке, с последующим усилением мест сварки стыков накладками. При этом расположение трещины или излома допускается не ближе 500 мм от шкворневого узла. [ЦВ-627, п.9.1.7]
В консольной части хребтовой балки разрешается: [-201, п.2.7.5]
Заварка трещин горизонтальной полки и трещин А (рисунок 2), переходящих на вертикальную стенку, но не более чем на 50 % высоты хребтовой балки и на расстоянии не ближе 200 мм от шкворневой балки, с последующим усилением продольными накладками;
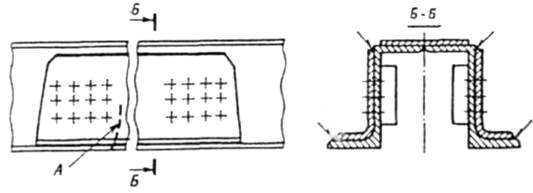
Рисунок 2 - Балка из Z-образного профиля, усиленная накладками в месте расположения упорных угольников
Усиление накладками в местах расположения упорных угольников протертостей глубиной более 4 мм при капитальном ремонте и более 5 мм при деповском и текущем ремонтах.
Накладка устанавливается под заклепки упорных угольников и приваривается по двум сторонам параллельно продольной оси хребтовой балки.
В районе шкворневого узла и на расстоянии до 200 мм от него в сторону концевой балки при всех видах ремонта разрешаются заварка и усиление профильной накладкой трещины А (рисунок 3) горизонтальной полки и трещины, переходящей с горизонтальной полки на вертикальную стенку, но не более чем на 50 % высоты хребтовой балки. [ЦВ-201-98, п.2.7.7]
Накладка на хребтовую балку должна быть длиной не менее 0,5 м, устанавливаться симметрично относительно трещины (при необходимости на заклепки заднего упорного угольника и надпятникового узла) и привариваться. Для установки накладки и заварки трещины должна быть вырезана часть вертикального листа шкворневой балки шириной не более 300 мм. После заварки трещины А и приварки накладки Б вертикальный лист шкворневой балки должен быть восстановлен приваркой накладки или вваркой вставки.
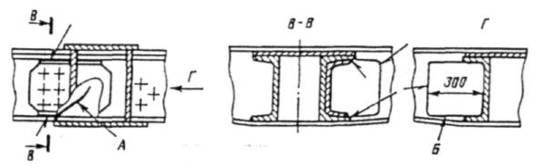
Рисунок 3 - Отремонтированная хребтовая балка в случае, когда трещина с горизонтальной полки распространилась на вертикальную
Ремонт коррозионных повреждений
Хребтовые балки рам полувагонов, Z-образных прокатных профилей при повреждении коррозией не более 15 % площади поперечного сечения а именно: при толщине нижней полки не менее 13,5 мм, вертикальной стенки - не менее 6 мм, верхней полки - не менее 9 мм; в двутавровой балке - нижние и верхние полки не менее 7,5 мм, а вертикальная стенка 5,5 мм на участке не ближе 500 мм от шкворневой балки - допускается оставлять без ремонта.
Хребтовые балки полувагонов, имеющие коррозионные повреждения не более 30 % площади поперечного сечения на длине не более 500 мм ремонтируют сваркой (постановка накладки, вварка вставок элементов хребтовой балки или наплавка).
Хребтовые балки полувагонов, имеющие повреждения более 30 % площади поперечного сечения на длине более 500 мм ремонтируют постановкой вставки длиной не менее 1 м. [ЦВ-627, п.9.1.3]
Хребтовые балки цистерн, изготовленные из двух швеллеров с накладками при повреждении коррозией не более 15 % от площади поперечного сечения, а именно полок - не менее 10 мм, вертикальных стенок - не менее 8 мм, на участке не ближе 500 мм от шкворневой балки, допускается оставлять без ремонта [ЦВ-627, п.9.1.3]
Хребтовые балки цистерн изготовленные из двух швеллеров с накладками при повреждении коррозией не более 30 % от площади поперечного сечения на длине не более 500 мм, допускается ремонтировать сваркой (постановка накладки, вварка вставок элементов хребтовой балки или наплавка).
Хребтовые балки цистерн, изготовленные из двух швеллеров с накладками при повреждении коррозией более 30 % от площади поперечного сечения на длине более 500 мм, ремонтировать постановкой вставки. Длина вставки должна быть не менее 1000 мм. [ЦВ-627, п.9.1.4]
Хребтовые балки цистерн, изготовленные из усиленного Z - профиля при повреждении коррозией не более 15 % поперечного сечения: толщина нижней полки не менее 16 мм, вертикальной стенки - не менее 9 мм, верхней полки - не менее 10 мм на участке не ближе 500 мм от шкворневой балки - оставляют без ремонта. Накладки ставят на заклепках, закрепляющих передний и задний упоры автосцепного устройства.
Хребтовые балки цистерн, изготовленные из усиленного Z - профиля при повреждении коррозией не более 30 % поперечного сечения на участке не ближе 500 мм от шкворневой балки на длине не более 500 мм ремонтируют сваркой (постановка накладки, вварка вставки или наплавка). [ЦВ-627, п.9.1.4]
В средней части между упорами накладки крепят пятью располагаемыми в шахматном порядке заклепками с потайными головками с внутренней стороны хребтовой балки. [ЦВ-627, п.9.1.4]
Если по конструктивным особенностям один конец накладки не может быть укреплен всеми заклепками заднего или переднего упора, разрешается его крепить двумя рядами заклепочных соединений упоров. [ЦВ-627, п.9.1.5]
Износ или перекос опорных поверхностей упоров хребтовой балки не более 3 мм допускается оставлять без исправления. Поверхности с большим износом восстанавливают наплавкой с последующей обработкой. При глубине износа более 5 мм разрешается приваривать планки соответствующих размеров. [ЦВ-627, п.9.1.6]
Похожие статьи
-
При ремонте шкворневых и промежуточных балок грузового вагона разрешается: [ЦВ-201-98, п.2.7.11] Заварка трещин или изломов верхнего листа шкворневой...
-
На участках средней (базовой) части хребтовых балок, непосредственно примыкающих к нижним листам шкворневых балок, на расстоянии менее 500 мм, а так же...
-
Ремонт кузова и крыши производят слесари, электросварщики и газорезчики ВСУ, руководствуясь меловыми пометками мастера. Ремонт механизма разгрузки...
-
Общие требования при ремонте кузовов грузовых вагонов При всех видах ремонта вагонов на кузовах грузовых вагонов разрешается: [ЦВ-201, п.2.8.1] 1)...
-
При деповском и текущем ремонте вагонов разрешается заварка на концевой балке не более трех трещин или одного излома в любом месте балки. [ЦВ-201-98,...
-
Крышу очищают от разрушившегося лакокрасочного покрытия, отслоившейся ржавчины и других загрязнений, осматривают. [ЦВ-587, п. 7.2.3.1] Сварные швы должны...
-
Ремонт кузовов вагонов-хопперов моделей 19-7017, 19-7017-01, 19-3116 и других не указанных выше производится в соответствии с требованиями пункта 7.1...
-
Организация работ Дефектация и ремонт рам вагонов и их элементов производится в соответствии с требованиями пунктов 6.2-6.3 настоящей технологической...
-
Ремонт бортов и закидок платформ производится в соответствии с требованиями пункта 7.1 настоящего технологического процесса При необходимости...
-
Порядок работ После очистки пятника от грязи, наплывов и коррозионных повреждений производится осмотр на наличие трещин, проверяются размеры и крепление...
-
На ремонтных позициях ВСУ бригадир колесно-роликового участка производит входной контроль колесных пар до установки кузова вагона на ставлюги. Ремонт...
-
Ремонт кузова и крыши Кузов и крышу вагонов-хопперов для перевозки минеральных удобрений ремонтируют в соответствии с требованиями пунктов 7.1, 7.1.1,...
-
Деповской ремонт механизма разгрузки При деповском ремонте разгрузочный механизм осматривают. Неисправные детали ремонтируют. Винтовые приводы...
-
При деповском и капитальном ремонте вагонов производится полный осмотр автосцепного устройства. При этом все его съемные узлы и детали независимо от...
-
Основными параметрами производственного процесса являются: - производственная мощность участка; - продолжительность технологического цикла; - режим...
-
Деповской и капитальный ремонт грузовых вагонов производится по истечении межремонтных нормативов, установленных согласно указанию от 11.12.2007 г. №...
-
Ремонт кузова и крыши Кузов и крышу вагонов-хопперов для зерна ремонтируют в соответствии с требованиями пунктов 7.1, 7.1.1, 7.1.2 настоящей...
-
Деповской ремонт грузовых вагонов должен выполняться в соответствии с требованиями нормативной документации по охране труда, а именно: "Правил по охране...
-
Настоящий технологический процесс устанавливает: - порядок выполнения работ по разборке, ремонту, сборке и контролю составных частей и деталей грузовых...
-
При деповском ремонте производится частичная окраска вагонов в местах, поврежденных коррозией и с отслоившейся краской. Вновь поставленные детали...
-
Все ответственные узлы и детали (тележки, автосцепное и автотормозное оборудование и др.), поступившие для установки на вагон в сборочный цех, должны...
-
После установки вагонов на ставлюги на ремонтных позициях тележки подаются на позиции мойки и ремонта в соответствии с разделом 5 настоящего...
-
Очередность подъемки вагонов определяет старший мастер или мастер ВСУ. Присутствие одного из них обязательно при подъемке и опускании вагонов. Перед...
-
Настоящий технологический процесс описывает процесс ремонта грузовых вагонов в Барановичском вагонном депо Белорусской железной дороги. Настоящий...
-
Анализ неисправностей, устраняемых на участке текущего отцепочного ремонта Текущий ремонт вагонов играет важную роль в обеспечении исправного...
-
Для выполнения качественного текущего ремонта вагонов пункта имеет следующее техническое оснащение: 1-ый путь, длиной 140 м, специализированный на...
-
Устройство СИТОВ-1 предназначено для проверки технических характеристик тормоза грузовых вагонов после постройки или ремонта и используется в...
-
Для бесперебойной эксплуатации вагонного парка и содержания его в исправном состоянии на железных дорогах России установлена четкая система технического...
-
Производственная мощность депо рассчитывается по формуле: , (2.1) Где N - производственная мощность ТОР, ваг/год; F - годовой фонд рабочего времени...
-
В этом подразделе пояснительной записки необходимо выполнить планировку участка (отделения), имеющуюся на предприятии по месту практики. Планировка...
-
Технологический процесс ремонта кузовов и кабин в сборе включает разборку, полное или частичное снятие старой краски, дефектовку, ремонт составных частей...
-
Проектирование основных участков и отделений - Депо для ремонта пассажирских вагонов
Проектирование вагоноремонтного участка. Вагоноремонтный участок предназначен: - для подготовки вагонов к ремонту, т. е. для их обогрева в зимнее время,...
-
Результаты обследования ПТО Вагонное депо Лиски (грузовое) Юго-Восточной железной дороги основано в соответствии с приказом от 11.08.1967г. № 67. На...
-
Общее число рабочих, необходимых для производства текущего отцепочного ремонта вагонов, определим по формуле: , Где КЯв - явочное количество рабочих,...
-
Деятельность компании ОАО "РЖД" по обеспечению качества потребляемой продукции направлена на повышение уровня эксплуатационной безопасности на основе...
-
А) ЧР = ?Т/РК Б) ЧР = РК/?Т В) ЧР = РК* Т/tМ Г) ЧР = ТК* tМ/РК Где ЧР - численность рабочих ?Т - общая трудоемкость ремонта вагонов РК -...
-
А) осмотр и текущий ремонт вагонов Б) подготовка вагонов к перевозке В) погрузка и выгрузка вагонов Г) коммерческий осмотр вагонов Применяемые нормативы...
-
Деталь характеризуется по следующим параметрам: - класс детали: полые стержни - материал, из которого изготовлена деталь. Чугун КЧ 35-10-ковкий чугун -...
-
Кузов и рама вагона, внутреннее оборудование - Подвижной состав железных дорог
Четырехосный полувагон модели 12-4034 имеет кузов с глухими торцевыми стенами, обладает большой прочностью, так как в нем прочно связаны между собой...
-
Все силы от кузова вагона воспринимаются надрессорной, шкворневой или соединительными балками тележек. При расчете в случае передачи нагрузки от кузова...
На других участках базовой части хребтовых балок разрешается [ЦВ-201-98, п.2.7.4]: - Технологический процесс ремонта грузовых вагонов в Барановичском вагонном депо Белорусской железной дороги