Ремонт кузовов грузовых вагонов, Общие требования при ремонте кузовов грузовых вагонов - Технологический процесс ремонта грузовых вагонов в Барановичском вагонном депо Белорусской железной дороги
Общие требования при ремонте кузовов грузовых вагонов
При всех видах ремонта вагонов на кузовах грузовых вагонов разрешается: [ЦВ-201, п.2.8.1]
1) заварка трещин, изломов верхней и нижней обвязок с последующим усилением односторонними накладками (рисунок 11) при условии, что на боковой стороне кузова будет не более трех поперечных изломов (трещин) или двух продольных трещин длиной не более 200 мм каждая. Расстояние между стыками должно быть не менее 1 м;
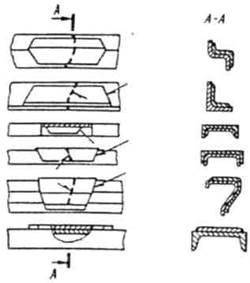
Рисунок 11 - Верхняя и нижняя обвязки, усиленные односторонними профильными накладками в местах изломов
- 2) заварка трещин и изломов раскосов, шкворневых и промежуточных стоек в любом месте, но не более одного излома или трещины на стойке, раскосе, с обязательным усилением накладками (рисунок 12); 3) заварка трещин нижней и верхней обвязок у полувагонов с металлической обшивкой с каждой продольной стороны, но не более трех поперечных изломов (трещин) или двух продольных трещин, с усилением накладками;
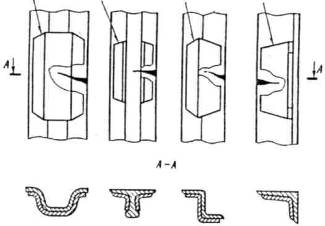
Рисунок 12 - Стойки кузова вагона, усиленные профильными накладками
Вырезка части верхней обвязки с трещиной длиной более 200 мм или с изломом для вварки новой части. Расстояние между стыками должно быть не менее 1 м;
Вырезка части нижней обвязки с трещиной длиной более 130 мм для вварки новой части. Расстояние между стыками должно быть не менее 1 м;
Восстановление сварного шва с предварительным удалением ранее наплавленного металла при отрыве стойки от нижней обвязки. Узел заделки необходимо усилить дуговыми точечными соединения ми - электрозаклепками;
Замена накладок и удаление сварных швов, соединяющих нижний обвязочный угольник с вертикальным листом промежуточной балки, у которых повреждено коррозией свыше 15 % толщины при капитальном ремонте и 20 %. при деповском и текущем ремонтах или толщина в отдельных местах менее половины чертежного размера, с последующим восстановлением сварочных швов;
Частичная (не более половины длины) или полная замена стоек, раскосов, нижней и верхней обвязок при условии применения аналогичного профиля. При замене частей верхней или нижней обвязок стык располагается в межстоечных пространствах на расстоянии не менее 300 мм от близстоящей стойки.
При обнаружении трещин по металлу накладок старые накладки должны быть срезаны и приварены новые.
Дефектные сварные швы заделок шкворневых и промежуточных стоек в раму вагона восстанавливают заваркой с последующей постановкой накладок (при необходимости) соответствующего профиля. Нахлесточные соединения должны быть усилены дуговыми точечными соединениями - электрозаклепками.
При всех видах ремонта вагонов на кузовах грузовых вагонов разрешается заварка поперечных трещин угловых стоек длиной до 1/2 периметра поперечного сечения с усилением накладками. На одной стойке допускается не более одной трещины. [ЦВ-201, п.2.8.2]
Угловые стойки кузовов грузовых вагонов, имеющие изломы, ремонту на вагоне не подлежат. [ЦВ-201, п.2.8.3]
При всех видах ремонта вагонов на каркасе кузова цельнометаллического вагона разрешается: [ЦВ-201, п.2.8.4]
1) заварка трещин А (рисунок 13), изломов Б и коррозионных мест В, а также приварка вставок в соединении с нижней обвязкой стоек рефрижераторных вагонов с усилением накладками;
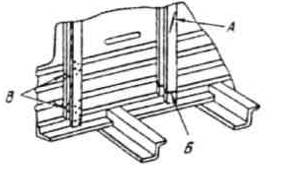
Рисунок 13 - Боковые стойки кузова цельнометаллического вагона
2) заварка изломов или трещин, коррозионных мест нижней и верхней обвязок с усилением накладками.
При всех видах ремонта вагонов в обшивке стен цельнометаллических вагонов разрешается:
1) заварка дефектов сварных швов листов обшивки;
Заварка пробоин и прорезов длиной менее 100 мм и шириной до 3 мм;
Замена отдельной части панели Л (рисунок 14) приваркой ее к стойкам, раскосам, верхней и нижней обвязкам. Допускается замена поврежденных гофрированных листов плоскими;
Рисунок 14 - Обшивка металлического полувагона
Заделка пробоин А (рисунок 15) и прорезов Б длиной более 100 мм и шириной более 3 мм только постановкой вставок В с приваркой их по периметру при условии, что в проеме между стойками должно быть не более одной вставки;
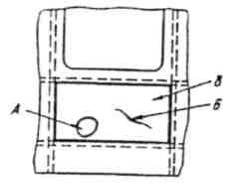
Рисунок 15 - Металлическая обшивка стен
Замена ранее поставленных с наружной стороны кузова заплат постановкой вставок или накладок по профилю изнутри кузова;
Вырезка части обшивки, имеющей вмятины, площадью не более 1 м2 с последующей вваркой вставки.
При капитальном ремонте вагонов в обшивке стен цельнометаллических вагонов разрешается:
Заварка пробоин, поврежденных коррозией участков обшивки с постановкой вставок при условии, что на одном пролете их будет не более трех;
Полная замена пораженной коррозией металлической обшивки.
При всех видах ремонта вагонов разрешается постановка накладок с внутренней стороны площадью не более 0,3 м2 на трещины, пробоины, вырывы, пораженные коррозией участки обшивки.
Все сварные швы при вварке вставок должны быть зачищены заподлицо с основным металлом.
При деповском и текущем ремонтах грузовых вагонов разрешается:
Приварка накладок (рисунок 16) к листам цельносварной крыши при условии, что площадь каждой накладки не более 0,3 м2 и расстояние между ними не менее 1 м;
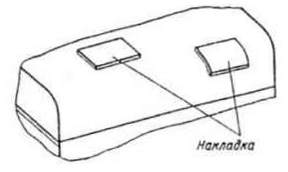
Рисунок 16 - Крыша вагона
Замена отдельных полос, карт между дугами цельносварной крыши при условии, что таких полос на одной крыше будет не более двух.
При деповском и текущем ремонтах вагонов разрешается замена отдельных полос, карт между дугами при условии, что количество замененных или отремонтированных полос не более четырех на крыше.
При текущем, деповском и первом капитальном ремонтах вагонов на крыше разрешается заваривать не более двух трещин на 1 м2 длиной до 150 мм. Трещины длиной более 150 мм при первом капитальном ремонте и любые трещины при втором капитальном ремонте следует устранять вваркой вставки.
При всех видах ремонта вагонов на кузове крытого цельнометаллического грузового вагона разрешается:
Заварка на стойках боковой стены поперечных трещин, распространяющихся не более чем на 50 % их сечения, без усиления накладками, за исключением дверных и торцовых стоек, на которых постановка накладок обязательна;
Заварка на стойках изломов и трещин, распространяющихся более чем на 50 % их сечения, с усилением накладками при условии, что вдоль боковой стены такие стойки чередуются со стойками, не имеющими повреждений;
Замена торцовых стоек, имеющих изломы, новыми;
Заварка трещин и разрывов обшивки шириной менее 2 мм и длиной до 100 мм без постановки накладок;
Устранение пробоин и разрывов шириной более 2 мм, длиной более 100 мм постановкой накладок или вставок (рисунок 17). Количество накладок или вставок в одном межстоечном проеме не должно превышать двух;
- 6)вырезка части обшивки, имеющей вмятины площадью не более 1 м2, с последующей вваркой вставки; 7)замена в межстоечном проеме части или всей поврежденной обшивки; 8) замена поврежденных участков стойки вставками соответствующего профиля с усилением сварных швов накладками.
Стоек, у которых проведена заварка трещин без постановки усиливающих накладок, должно быть не более четырех на каждой стороне.
Допускается в отдельных случаях замена поврежденных гофрированных листов плоскими частично в нижней части кузова или по всей высоте межстоечного проема.
Замену части обшивки вдоль всей боковой стены вагона производить только на одинаковой от нижней обвязки высоте во всех межстоечных проемах.
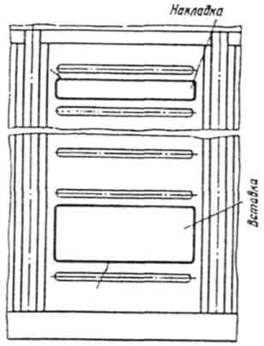
Рисунок 17 - Приварка накладки и вставки в межстоечном проеме
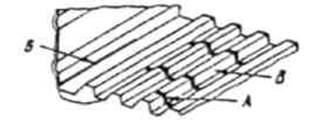
Рисунок 18 - Цельнометаллический пол
При всех видах ремонта вагонов в металлическом полу разрешается:
Заварка трещин в основном металле А (рисунок 18) длиной не более 500 мм или дефектов сварных швов Б;
Приварка накладок В на полах при условии, что площадь каждой накладки не более 0,3 м2, а расстояние между ними не менее 1 м;
Вварка листов пола цельнометаллических вагонов всех типов при их полной или частичной замене;
Замена гофрированных листов консольных секций пола на гладкие толщиной 3 мм;
Вварка вставок площадью не более 1 м2 или замена всей секции пола при коррозии.
При деповском и текущем ремонтах вагонов для дверей всех типов вагонов разрешается:
1) заварка не более двух трещин А (рисунок 19) в угольниках обвязки двери с усилением мест сварки угловыми накладками;
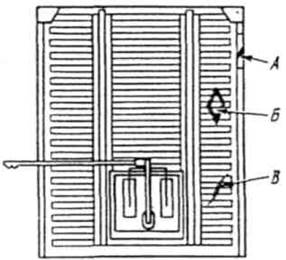
Рисунок 19 - Двери вагона
2)заварка пробоин Б и прорезов с наложением накладок, вставок, но не более четырех на листе обшивки двери;
Приварка водоотливов взамен пораженных коррозией;
Заварка прорезов В на листе обшивки двери, если ширина его не более 3 мм;
Заварка трещины в листе обшивки двери длиной до 100 мм без постановки усиливающей накладки, а при длине более 100 мм с наложением накладки. Общее количество накладок на двери вагона не должно превышать четырех;
При капитальном ремонте для дверей всех типов вагонов разрешается:
Заменять полностью любую из обвязок двери с частичной заме ной или ремонтом прилегающей обшивки как гофрированным, так и плоским листом по всей высоте двери (рисунок 20);
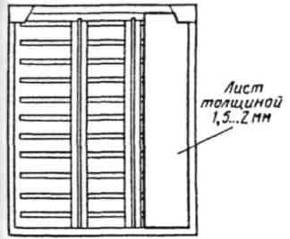
Рисунок 20 - Замена задней обвязки двери
Устранять на всех стойках двери не более двух трещин или изломов. Устраняют их сваркой с постановкой усиливающих накладок соответствующего профиля (рисунок 21). На одной стойке разрешается исправлять не более одного повреждения;
Заваривать поврежденные сварные швы с предварительной их разделкой и зачисткой прилегающих участков;
Устранять не более четырех трещин или пробоин на металлической обшивке двери. Трещины и пробоины устраняют постановкой заплат или накладок из плоского листа, опирающихся на элементы каркаса двери, с последующей приваркой встык сплошным швом к нижней, передней и задней обвязкам, внахлест к полкам стоек (рисунок 22).
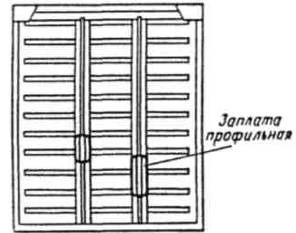
Рисунок 21 - Устранение излома или трещин стоек
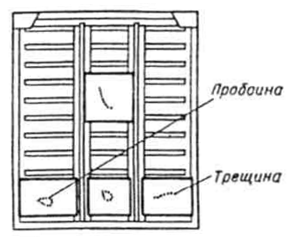
Рисунок 22 - Устранение трещин и пробоин
При деповском и текущем ремонтах вагонов в крышках люков полувагонов (рисунок 23), ремонтируемых без снятия их с вагона, разрешается:
Приварка усиливающей планки А переднего угольника обвязки крышки люка;
Приварка планок Б под угольники крышки;
Заварка дефектов В в сварных швах;
Заварка не более двух трещин Г в листе крышки длиной не более 100 мм;
Приварка скоб запорных угольников Я.
При всех видах ремонта вагонов в крышках люков полувагонов, ремонтируемых со снятием их с вагона, разрешается (рисунок 23):
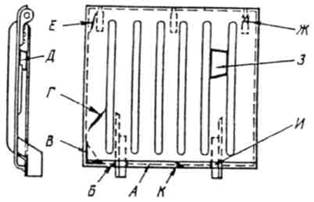
Рисунок 23 - Крышка люка полувагона
Производство всех работ, перечисленных в п. 7.1.15;
Заварка трещин Е в листе крышки люка в углах или местах расположения петель при условии, что толщина полотна в местах наложения сварных швов не менее 4 мм, количество трещин не более четырех и длина каждой трещины не более 100 мм. При этом обязательно усиление накладками, которые должны перекрывать трещины не менее чем на 50 мм в каждую сторону;
Заварка трещин в ребрах и угольниках при условии, что толщи на металла в местах наложения сварных швов не менее 4 мм, с усилением угловыми и плоскими накладками Д толщиной 6 мм и длиной 100 мм;
Приварка накладок 3 при условии, что толщина листа в местах наложения швов не менее 4 мм, размеры накладки не превышают 200x400 мм, количество накладок не более трех, а расстояние между ними не менее 150 мм;
Заварка трещин К в передней отбуртовке, не выходящих на лист крышки, с последующим усилением накладкой длиной до 100 мм;
Заварка лучевых трещин Ж у отверстия для заклепок.
При всех видах ремонта вагонов в деталях запорного механизма разгрузочных люков полувагонов (рисунок 24) разрешаются на плавка изношенных поверхностей А и заварка отверстий Б, приварка опоры или заварка трещины крепления ее В, заварка трещины Г. Заваренные отверстия подлежат последующей рассверловке.
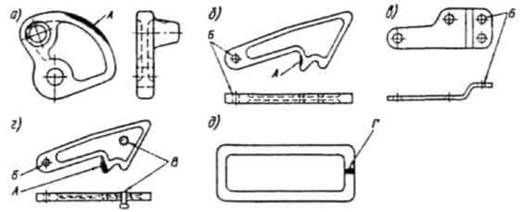
Рисунок 24 - Детали запорного механизма крышек люков полувагонов: а) сектор запорного механизма; б) закидка люка; в) скоба закидки; г) закидка люка с опорой; д) кольцо
При всех видах ремонта нижнего запорного механизма торцевой двери полувагона (рисунок 25) разрешается:
Заварка дефектных сварных швов А крепления механизма к торцевой двери;
Заварка дефектных сварных швов Б крепления стенок коробки механизма;
Приварка валика механизма В при дефектном сварочном шве или при его отсутствии;
Заварка трещин Г на стенках коробки;
Заварка трещин Д на скобе механизма.
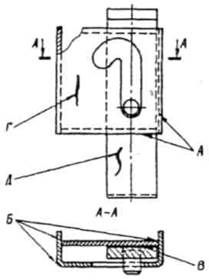
Рисунок 25 - Нижний запорный механизм торцевой двери полувагона
При всех видах ремонта вагонов в деталях бортов платформ разрешается:
Восстановление дефектных поверхностей А (рисунок 26) деталей крепления металлического борта при износе не более 5 мм;
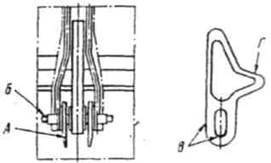
Рисунок 26 - Детали запоров бортов платформы
Наплавка изношенных поверхностей валиков Б клиньев запоров до чертежных размеров;
Наплавка изношенных мест В и Г клина металлического борта до чертежных размеров;
Заварка продольных трещин длиной не более 100 мм на листе борта без перекрытия накладками;
Заварка на листе борта не более шести поперечных трещин при условии, что они не уменьшают сечение борта более чем на 30 %, а толщина листа в месте наложения сварных швов не менее 3 мм. Заварка должна выполняться с перекрытием профильными накладками толщиной 3-4 мм.
Похожие статьи
-
Ремонт кузовов вагонов-хопперов моделей 19-7017, 19-7017-01, 19-3116 и других не указанных выше производится в соответствии с требованиями пункта 7.1...
-
Ремонт кузова и крыши производят слесари, электросварщики и газорезчики ВСУ, руководствуясь меловыми пометками мастера. Ремонт механизма разгрузки...
-
При ремонте шкворневых и промежуточных балок грузового вагона разрешается: [ЦВ-201-98, п.2.7.11] Заварка трещин или изломов верхнего листа шкворневой...
-
При деповском и текущем ремонте вагонов разрешается заварка на концевой балке не более трех трещин или одного излома в любом месте балки. [ЦВ-201-98,...
-
Заварка не более двух трещин В (рисунок 1) длиной менее 2/3 периметра сечения основных горячекатаных элементов хребтовых балок (двутавр в полувагонах и...
-
Крышу очищают от разрушившегося лакокрасочного покрытия, отслоившейся ржавчины и других загрязнений, осматривают. [ЦВ-587, п. 7.2.3.1] Сварные швы должны...
-
Ремонт бортов и закидок платформ производится в соответствии с требованиями пункта 7.1 настоящего технологического процесса При необходимости...
-
Организация работ Дефектация и ремонт рам вагонов и их элементов производится в соответствии с требованиями пунктов 6.2-6.3 настоящей технологической...
-
При деповском и капитальном ремонте вагонов производится полный осмотр автосцепного устройства. При этом все его съемные узлы и детали независимо от...
-
На участках средней (базовой) части хребтовых балок, непосредственно примыкающих к нижним листам шкворневых балок, на расстоянии менее 500 мм, а так же...
-
Порядок работ После очистки пятника от грязи, наплывов и коррозионных повреждений производится осмотр на наличие трещин, проверяются размеры и крепление...
-
На ремонтных позициях ВСУ бригадир колесно-роликового участка производит входной контроль колесных пар до установки кузова вагона на ставлюги. Ремонт...
-
Основными параметрами производственного процесса являются: - производственная мощность участка; - продолжительность технологического цикла; - режим...
-
Ремонт кузова и крыши Кузов и крышу вагонов-хопперов для перевозки минеральных удобрений ремонтируют в соответствии с требованиями пунктов 7.1, 7.1.1,...
-
Деповской и капитальный ремонт грузовых вагонов производится по истечении межремонтных нормативов, установленных согласно указанию от 11.12.2007 г. №...
-
Деповской ремонт грузовых вагонов должен выполняться в соответствии с требованиями нормативной документации по охране труда, а именно: "Правил по охране...
-
Ремонт кузова и крыши Кузов и крышу вагонов-хопперов для зерна ремонтируют в соответствии с требованиями пунктов 7.1, 7.1.1, 7.1.2 настоящей...
-
Деповской ремонт механизма разгрузки При деповском ремонте разгрузочный механизм осматривают. Неисправные детали ремонтируют. Винтовые приводы...
-
Настоящий технологический процесс устанавливает: - порядок выполнения работ по разборке, ремонту, сборке и контролю составных частей и деталей грузовых...
-
При деповском ремонте производится частичная окраска вагонов в местах, поврежденных коррозией и с отслоившейся краской. Вновь поставленные детали...
-
Все ответственные узлы и детали (тележки, автосцепное и автотормозное оборудование и др.), поступившие для установки на вагон в сборочный цех, должны...
-
После установки вагонов на ставлюги на ремонтных позициях тележки подаются на позиции мойки и ремонта в соответствии с разделом 5 настоящего...
-
Очередность подъемки вагонов определяет старший мастер или мастер ВСУ. Присутствие одного из них обязательно при подъемке и опускании вагонов. Перед...
-
Настоящий технологический процесс описывает процесс ремонта грузовых вагонов в Барановичском вагонном депо Белорусской железной дороги. Настоящий...
-
Анализ неисправностей, устраняемых на участке текущего отцепочного ремонта Текущий ремонт вагонов играет важную роль в обеспечении исправного...
-
Для бесперебойной эксплуатации вагонного парка и содержания его в исправном состоянии на железных дорогах России установлена четкая система технического...
-
Для выполнения качественного текущего ремонта вагонов пункта имеет следующее техническое оснащение: 1-ый путь, длиной 140 м, специализированный на...
-
А) осмотр и текущий ремонт вагонов Б) подготовка вагонов к перевозке В) погрузка и выгрузка вагонов Г) коммерческий осмотр вагонов Применяемые нормативы...
-
Кузов и рама вагона, внутреннее оборудование - Подвижной состав железных дорог
Четырехосный полувагон модели 12-4034 имеет кузов с глухими торцевыми стенами, обладает большой прочностью, так как в нем прочно связаны между собой...
-
А) ЧР = ?Т/РК Б) ЧР = РК/?Т В) ЧР = РК* Т/tМ Г) ЧР = ТК* tМ/РК Где ЧР - численность рабочих ?Т - общая трудоемкость ремонта вагонов РК -...
-
Результаты обследования ПТО Вагонное депо Лиски (грузовое) Юго-Восточной железной дороги основано в соответствии с приказом от 11.08.1967г. № 67. На...
-
А) первому уровню оплаты труда по ТСР Б) по второму уровню В) по третьему уровню Г) по четвертому уровню При применении сдельно-премиальной системы...
-
Устройство СИТОВ-1 предназначено для проверки технических характеристик тормоза грузовых вагонов после постройки или ремонта и используется в...
-
В этом подразделе пояснительной записки необходимо выполнить планировку участка (отделения), имеющуюся на предприятии по месту практики. Планировка...
-
Производственная мощность депо рассчитывается по формуле: , (2.1) Где N - производственная мощность ТОР, ваг/год; F - годовой фонд рабочего времени...
-
Технологический процесс ремонта кузовов и кабин в сборе включает разборку, полное или частичное снятие старой краски, дефектовку, ремонт составных частей...
-
Проектирование основных участков и отделений - Депо для ремонта пассажирских вагонов
Проектирование вагоноремонтного участка. Вагоноремонтный участок предназначен: - для подготовки вагонов к ремонту, т. е. для их обогрева в зимнее время,...
-
Общие положения - Размещение и крепление грузов в крытых вагонах
Настоящая глава устанавливает принципы размещения и крепления грузов в крытых вагонах универсального назначения, в изотермических вагонах, в вагонах,...
-
Назначение работ по видам ремонтов производится по фактическому состоянию пути, определяемому по результатам комплексной оценки состояния пути,...
-
Общие требования охраны труда. - Технологические процессы обслуживания и ремонта автомобилей
1.1 К самостоятельной работе по техническому обслуживанию автомобилей (далее персонал) допускаются лица не моложе 18 лет, прошедшие : - вводный...
Ремонт кузовов грузовых вагонов, Общие требования при ремонте кузовов грузовых вагонов - Технологический процесс ремонта грузовых вагонов в Барановичском вагонном депо Белорусской железной дороги