Ремонт шкворневых и промежуточных балок - Технологический процесс ремонта грузовых вагонов в Барановичском вагонном депо Белорусской железной дороги
При ремонте шкворневых и промежуточных балок грузового вагона разрешается: [ЦВ-201-98, п.2.7.11]
Заварка трещин или изломов верхнего листа шкворневой балки с усилением накладками при условии, что на листе при капитальном ремонте допускается постановка не более двух усиливающих накладок, а при деповском и текущем ремонтах - не более трех (рисунок 4);
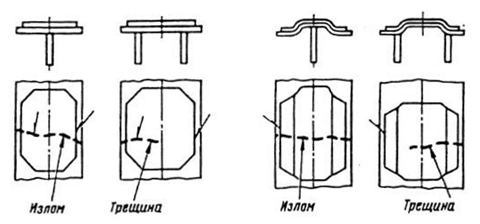
Рисунок 4 - Верхние листы промежуточной и шкворневой балок, отремонтированные сваркой
Заварка трещины длиной до 30 мм без постановки усиливающих накладок;
Заварка трещин А (рисунок 5), изломов и коррозионных повреждений вертикальных листов шкворневой и промежуточной балок с постановкой усиливающих накладок Б;
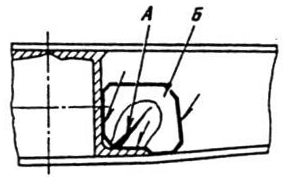
Рисунок 5 - Отремонтированный вертикальный лист шкворневой балки в месте соединения с хребтовой балкой
Заварка трещины или излома нижнего листа шкворневой балки с постановкой усиливающей накладки (рисунок 6). Допускаемое расстояние от начала трещины или излома до границы крайнего элемента хребтовой балки не менее 100 мм;
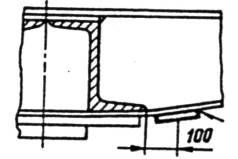
Рисунок 6 - Нижний лист шкворневой балки, отремонтированный сваркой
Усиление накладкой 1 (рисунок 7) нижнего листа шкворневой балки в месте постановки пятника при наличии трещины, расположенной на расстоянии менее 100 мм от хребтовой балки, с постановкой уравнительных накладок 2 на скользуны рамы с целью компенсации изменения зазора между скользунами рамы и тележки. Толщина уравнительных накладок должна соответствовать толщине усиливающей накладки;
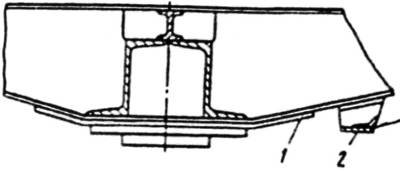
Рисунок 7 - Усиление накладкой нижнего листа шкворневой балки полувагона: 1 - усиливающая накладка, 2 - накладка на скользун
Частичная (не более половины длины) или полная замена нижнего листа шкворневой балки. При частичной замене стык усиливают накладкой.
При капитальном ремонте допускается не более трех, а при деповском и текущем ремонтах - не более четырех усилений;
Заварка трещины вертикального листа у упора крышки люка полувагона с усилением ее штампованной накладкой. Накладка к упору крышки люка не приваривается.
Косынки, ребра жесткости, упоры крышки люка и другие детали шкворневой и промежуточной балок грузового вагона ремонту сваркой не подлежат. [ЦВ-201-98, п.2.7.12]
Вертикальные листы промежуточных и шкворневых балок рам грузовых вагонов, имеющие трещины, ремонтируют сваркой и постановкой на сварочный шов усиливающих накладок, перекрывающих сварной шов не менее 50 мм на сторону с последующей обваркой по всему периметру сплошным швом.
Трещины в местах стыковки хребтовой балки со шкворневой балкой заваривают, зачищают до основного металла. Допускается производить усиление узла с помощью приварки накладки с обваркой сплошным швом по периметру и постановкой электрозаклепок. [ЦВ-627, п.9.1.10]
Скользуны шкворневой балки необходимо очистить от грязи и осмотреть. Изломанные скользуны заменить. Скользуны, имеющие трещины, ремонтировать сваркой.
Скользуны с износом контактной поверхности от 3 до 6 мм ремонтировать наплавкой или приваркой пластины. При износе более 6 мм скользун необходимо заменить. [ЦВ-587, п.6.6]
Износ скользунов менее 3 мм оставлять без ремонта. Номинальная толщина скользуна 14 мм.
Прогибы промежуточных балок рамы грузовых вагонов устраняют правкой. Оставляют без правки балки, имеющие прогиб в горизонтатьном и вертикальном направлениях не более 25 мм (на всю длину балки) для хребтовых, боковых и продольных балок в середине между шкворневыми балками и с прогибами не более 10 мм концевые балки вагонов всех типов. [ЦВ-627, п.9.1.11]
Промежуточные и средние балки рамы полувагонов, поврежденные коррозией не более 15 % поперечного сечения а именно, верхние и нижние листы не менее 8,5 мм, вертикальный лист не менее 6 мм на площади не более 30% от длины балки допускается не ремонтировать.
Балки поврежденные коррозией от 15 до 30% поперечного сечения и не менее 0,5 толщины отдельных элементов от чертежных размеров на длине не более 500 мм (верхние и нижние листы не менее 7мм, а вертикальный лист не менее 5 мм) ремонтируют постановкой накладки с обваркой сплошным швом по периметру или вваривают вставку каждого элемента.
Балки рамы, имеющие коррозионные повреждения более 30 % поперечного сечения или менее 0,5 с толщиной отдельных элементов от чертежных размеров на участке более 500 мм балки заменяют новыми. [ЦВ-627, п.9.1.3]
Похожие статьи
-
При деповском и текущем ремонте вагонов разрешается заварка на концевой балке не более трех трещин или одного излома в любом месте балки. [ЦВ-201-98,...
-
Заварка не более двух трещин В (рисунок 1) длиной менее 2/3 периметра сечения основных горячекатаных элементов хребтовых балок (двутавр в полувагонах и...
-
Общие требования при ремонте кузовов грузовых вагонов При всех видах ремонта вагонов на кузовах грузовых вагонов разрешается: [ЦВ-201, п.2.8.1] 1)...
-
Организация работ Дефектация и ремонт рам вагонов и их элементов производится в соответствии с требованиями пунктов 6.2-6.3 настоящей технологической...
-
Ремонт бортов и закидок платформ производится в соответствии с требованиями пункта 7.1 настоящего технологического процесса При необходимости...
-
Ремонт кузовов вагонов-хопперов моделей 19-7017, 19-7017-01, 19-3116 и других не указанных выше производится в соответствии с требованиями пункта 7.1...
-
Ремонт кузова и крыши производят слесари, электросварщики и газорезчики ВСУ, руководствуясь меловыми пометками мастера. Ремонт механизма разгрузки...
-
На участках средней (базовой) части хребтовых балок, непосредственно примыкающих к нижним листам шкворневых балок, на расстоянии менее 500 мм, а так же...
-
Крышу очищают от разрушившегося лакокрасочного покрытия, отслоившейся ржавчины и других загрязнений, осматривают. [ЦВ-587, п. 7.2.3.1] Сварные швы должны...
-
При деповском и капитальном ремонте вагонов производится полный осмотр автосцепного устройства. При этом все его съемные узлы и детали независимо от...
-
Порядок работ После очистки пятника от грязи, наплывов и коррозионных повреждений производится осмотр на наличие трещин, проверяются размеры и крепление...
-
На ремонтных позициях ВСУ бригадир колесно-роликового участка производит входной контроль колесных пар до установки кузова вагона на ставлюги. Ремонт...
-
Основными параметрами производственного процесса являются: - производственная мощность участка; - продолжительность технологического цикла; - режим...
-
Ремонт кузова и крыши Кузов и крышу вагонов-хопперов для перевозки минеральных удобрений ремонтируют в соответствии с требованиями пунктов 7.1, 7.1.1,...
-
Деповской ремонт механизма разгрузки При деповском ремонте разгрузочный механизм осматривают. Неисправные детали ремонтируют. Винтовые приводы...
-
При деповском ремонте производится частичная окраска вагонов в местах, поврежденных коррозией и с отслоившейся краской. Вновь поставленные детали...
-
Деповской и капитальный ремонт грузовых вагонов производится по истечении межремонтных нормативов, установленных согласно указанию от 11.12.2007 г. №...
-
Ремонт кузова и крыши Кузов и крышу вагонов-хопперов для зерна ремонтируют в соответствии с требованиями пунктов 7.1, 7.1.1, 7.1.2 настоящей...
-
Деповской ремонт грузовых вагонов должен выполняться в соответствии с требованиями нормативной документации по охране труда, а именно: "Правил по охране...
-
Настоящий технологический процесс устанавливает: - порядок выполнения работ по разборке, ремонту, сборке и контролю составных частей и деталей грузовых...
-
Анализ неисправностей, устраняемых на участке текущего отцепочного ремонта Текущий ремонт вагонов играет важную роль в обеспечении исправного...
-
Все ответственные узлы и детали (тележки, автосцепное и автотормозное оборудование и др.), поступившие для установки на вагон в сборочный цех, должны...
-
После установки вагонов на ставлюги на ремонтных позициях тележки подаются на позиции мойки и ремонта в соответствии с разделом 5 настоящего...
-
Очередность подъемки вагонов определяет старший мастер или мастер ВСУ. Присутствие одного из них обязательно при подъемке и опускании вагонов. Перед...
-
Настоящий технологический процесс описывает процесс ремонта грузовых вагонов в Барановичском вагонном депо Белорусской железной дороги. Настоящий...
-
Для бесперебойной эксплуатации вагонного парка и содержания его в исправном состоянии на железных дорогах России установлена четкая система технического...
-
В этом подразделе пояснительной записки необходимо выполнить планировку участка (отделения), имеющуюся на предприятии по месту практики. Планировка...
-
Технологический процесс ремонта кузовов и кабин в сборе включает разборку, полное или частичное снятие старой краски, дефектовку, ремонт составных частей...
-
Кузов и рама вагона, внутреннее оборудование - Подвижной состав железных дорог
Четырехосный полувагон модели 12-4034 имеет кузов с глухими торцевыми стенами, обладает большой прочностью, так как в нем прочно связаны между собой...
-
Устройство СИТОВ-1 предназначено для проверки технических характеристик тормоза грузовых вагонов после постройки или ремонта и используется в...
-
Для выполнения качественного текущего ремонта вагонов пункта имеет следующее техническое оснащение: 1-ый путь, длиной 140 м, специализированный на...
-
А) ЧР = ?Т/РК Б) ЧР = РК/?Т В) ЧР = РК* Т/tМ Г) ЧР = ТК* tМ/РК Где ЧР - численность рабочих ?Т - общая трудоемкость ремонта вагонов РК -...
-
Производственная мощность депо рассчитывается по формуле: , (2.1) Где N - производственная мощность ТОР, ваг/год; F - годовой фонд рабочего времени...
-
Ремонт упряжных устройств - Ударно-сцепные устройства электровоза
Тяговые хомуты не допускаются к ремонту, если на тяговых полосах имеются трещины независимо от их размера и расположения, с толщиной перемычки со стороны...
-
Деталь характеризуется по следующим параметрам: - класс детали: полые стержни - материал, из которого изготовлена деталь. Чугун КЧ 35-10-ковкий чугун -...
-
Технологический процесс - это изменение качественного состояния объекта производства, которое проявляется в изменении формы предметов труда, свойств,...
-
А) вагонные колесные материалы Б) участок деповского ремонта В) участок текущего безотцепочного ремонта вагонов Г) пункты технического обслуживания...
-
А) первому уровню оплаты труда по ТСР Б) по второму уровню В) по третьему уровню Г) по четвертому уровню При применении сдельно-премиальной системы...
-
Результаты обследования ПТО Вагонное депо Лиски (грузовое) Юго-Восточной железной дороги основано в соответствии с приказом от 11.08.1967г. № 67. На...
-
Деятельность компании ОАО "РЖД" по обеспечению качества потребляемой продукции направлена на повышение уровня эксплуатационной безопасности на основе...
Ремонт шкворневых и промежуточных балок - Технологический процесс ремонта грузовых вагонов в Барановичском вагонном депо Белорусской железной дороги