Анализ повреждаемости автосцепного устройства - Технология ремонта автосцепок и ударно-тяговых приборов
Детали автосцепного устройства в процессе работы подвергаются сложному силовому воздействию, в результате чего в элементах возникают всевозможные деформации: растяжения, сжатия, изгиба и кручения.
Габаритные размеры основных деталей автосцепного устройства по условиям размещения их на раме вагона, а также обязательность требования взаимозаменяемости создают существенные ограничения, которые препятствуют усилению сечений напряженных зон.
Анализ технического состояния сборочных единиц автосцепного устройства показывает, что все износы и повреждения можно разделить на две группы: Естественные, постепенные Износы, появляющиеся при нормальном взаимодействии деталей; Внезапные, аварийные Повреждения, возникающие в результате действия дополнительных внешних факторов или наличия скрытых дефектов технологического происхождения.
Все внезапные повреждения можно разделить на две группы: Хрупкий и усталостный Изломы. Явления хрупкого разрушения происходят в результате отрицательного влияния внутренних концентраторов напряжений, воздействия низких температур при недостаточной ударной вязкости стали, а также в результате старения металла.
Внешние концентраторы приводят к развитию усталостных разрушений.
Повреждаемость корпуса автосцепки
Основные износы и повреждения корпуса автосцепки представлены на рис. 1. Трещины 1 в углах зева корпуса, в углах окон для замка и замкодержателя 7 и 8 образуются в результате действия вышеизложенных причин, а также в результате существенного влияния концентрации напряжений в зонах перехода от одной поверхности к другой.
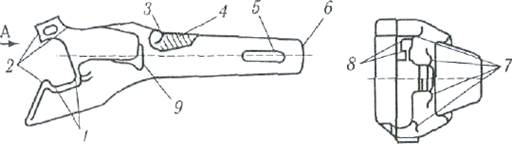
Рис. 1. Износы и повреждения корпуса автосцепки
Разрешается заварка вертикальных трещин 1 в зеве сверху и снизу при условии, что после разделки они не выходят на горизонтальные плоскости наружных ребер большого зуба.
Трещины 7 и 8 в углах окон для замка и замкодержателя, могут устранят при условии что разделка трещин в верхних углах окна для замка не выходит на горизонтальную поверхность головы, в верхнем углу окна для замкодержателя не выходят за положения верхнего ребра со стороны большого зуба, а длина разделанной трещины в нижних углах окон не превышает 20 мм.
В контуре зацепления интенсивно изнашиваются тяговые и ударные поверхности малого и большого зубьев 2 и ударная поверхность зева корпуса. Более интенсивно изнашиваются нижние части тяговых поверхностей.
Основной причиной неравномерности износа контура зацепления является провисание автосцепок. При провисании резко уменьшается площадь поверхности контакта сцепленных автосцепок, что ведет к увеличению интенсивности местного износа. Кроме износа, провисание автосцепок увеличивает эксцентриситет сил, действующих на автосцепку, что вызывает местные перенапряжения и появления трещин на ударной стенке зева корпуса 7 и 8, А также в зоне перехода от головы к хвостовику 3.
Износ поверхности упора 9 возникает от взаимодействия с выступающей частью розетки. В нормальных условиях эксплуатации сжимающие усилия, возникающие в поезде или при сцеплении вагонов, должны восприниматься и гаситься в поглощающем аппарате. Однако в связи с ростом весовых норм поездов и недостаточной энергоемкостью поглощающих аппаратов в определенных ситуациях после полного закрытия поглощающего аппарата часть передаваемой кинетической энергии остается непогашенной аппаратом, и она передается непосредственно от упора головы автосцепки на выступ розетки и на раму вагона. Такая передача сил отрицательно влияет на техническое состояние рам вагонов и приводит к смятию и износу упора головы корпуса автосцепки.
Износы 4 поверхностей корпуса автосцепки в зоне перехода от головы к хвостовику образуются от взаимодействия с поверхностями окон в розетке и вертикальном листе концевой балки рамы. Это взаимодействие происходит в случае отклонения оси корпуса автосцепки в вертикальной или горизонтальной плоскости. При проходе вагонов в кривых малого радиуса и особенно при сцеплении вагонов с разной длиной консольной части рамы оси автосцепок отклоняются и на первом этапе подвергаются износу вертикальной стенки хвостовика корпуса автосцепки.
При достижении определенной величины износа прочность стенок становится недостаточной и возможны появление изгиба хвостовика в горизонтальной плоскости и образование трещин 3 .Аналогично происходит процесс изгиба хвостовика в вертикальной плоскости, когда поезд проходит различные переломы профиля пути. Особенно это относится к проходу вагонами горбов сортировочных горок.
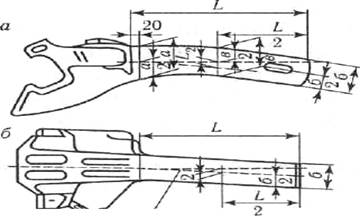
Рис.2.Деформации корпуса автосцепки.
В некатаных случаях, когда имеет место большая разница высот осей двух соседних автосцепок или когда сцеплены два вагона консольной части рамы, при проходе горба сортировочной горки возникает заклинивание автосцепок в контуре зацепления. В результате этого хвостовик автосцепки одного из вагонов упирается через тяговый хомут в верхнее перекрытие хребтовой балки и начинает поднимать вагон. Это также может привести К Изгибу хвостовика или изломам маятниковых подвесок смежной автосцепки.
Износы 4 восстанавливаются наплавкой при глубине износов от 3 до 8 мм, а при износах более 8 мм корпус бракуется, так как надежность восстановления таких тонких стенок становится недостаточной.
Трещины 3 разрешается устранять, если суммарная длина их до 100 мм у корпусов, проработавших более 20 лет, и не свыше 150 мм для остальных корпусов. По разрешению МГТС максимально допустимая длина завариваемых трещин 3 может быть увеличена до 40 % периметра сечения, причем разрешается заваривать и сквозные трещины. Заварка трещин должна выполняться только с полным проваром.
Износы стенок отверстия для клина 5 по ширине и длине образуются за счет износа и смятия стенок от взаимодействия с клином тягового хомута.
Износ упорной поверхности хвостовика автосцепки 6 происходит от взаимодействия с упорной плитой.
Боковые стенки отверстия для клина наплавляются при износе на глубину более 3 мм, но не более 8 мм.
Наплавка износов отверстия для клина в продольном направлении и износа упорной поверхности хвостовика 6 производится при толщине перемычки, измеренной в средней части не менее 40 мм для автосцепки СА-3 и не менее 44 мм для автосцепки СА-ЗМ.
Кроме перечисленных износов и повреждений, как уже сказано выше, корпус автосцепки получает различные деформации хвостовика, представлены на рис.2 и уширение зева корпуса (расстояние от большого до малого зубьев). Уширение зева определяется шаблонами.
Похожие статьи
-
Ремонт автосцепки СА-3 - Ударно-сцепные устройства электровоза
Изгибы хвостовика корпуса автосцепки и уширение зева ремонтируют правкой. Для определения величины изгиба корпус подлежит разметке. Для этого находят и...
-
Для обеспечения исправного технического состояния автосцепного устройства производятся следующие виды осмотра и ремонта: Полный осмотр при периодическом...
-
Автосцепка ремонт поглощающий хомут Ремонт автосцепки разделяется на следующие технологические процессы: разборка и определение объема ремонта, правка...
-
Ремонт упряжных устройств - Ударно-сцепные устройства электровоза
Тяговые хомуты не допускаются к ремонту, если на тяговых полосах имеются трещины независимо от их размера и расположения, с толщиной перемычки со стороны...
-
Ремонт поглощающих аппаратов - Ударно-сцепные устройства электровоза
Снятые детали осматривают и обмеряют шаблонами. Исправными являются детали без трещин, изломов и с износами не более нормы. Разрешается заваривать...
-
При деповском и капитальном ремонте вагонов производится полный осмотр автосцепного устройства. При этом все его съемные узлы и детали независимо от...
-
Введение - Технология ремонта автосцепок и ударно-тяговых приборов
Решением Правительства Узбекистана определена программа дальнейшего экономического и рационального развития страны. Большая роль в этой программе...
-
Подготовка к ремонту, Разборка - Ударно-сцепные устройства электровоза
Обязательно снимают автосцепки, тяговые хомуты, поглощающие аппараты, маятниковые подвески, центрирующие балочки. Снятые узлы обмывают в специальных...
-
Основные неисправности и причины их появления Велико влияние исправного состояния автосцепных устройств на безопасность движения подвижного состава. Не...
-
Технологию контроля состояния деталей и устранения дефектов - Ремонт масляного насоса дизеля 10Д100
Перед ремонтом шестерни необходимо произвести очистку ее от различных видов загрязнений. Шестерня для очистки погружается в ванну с горячим моющим...
-
Анализ неисправностей, устраняемых на участке текущего отцепочного ремонта Текущий ремонт вагонов играет важную роль в обеспечении исправного...
-
Для разборки агрегатов и сборочных единиц применяют: - Универсальные передвижные стенды; Электрические (ЭП-1215), гидравлические (ГПМ-14) и...
-
ЦЕЛЬ И ЗАДАЧИ РАБОТЫ Заданием на письменную экзаменационную работу было предложено описать назначение и конструкцию ударно-сцепных устройств электровоза,...
-
Ремонт коробки передач - Устройство коробки передач автомобиля ЗИЛ-130
Картеры коробок передач изготавливают для всех автомобилей, кроме ГАЗ-24, отливают из алюминиевого сплава АЛ 4, НВ 80. Основные дефекты картера: ) Обломы...
-
Таблица 2.1 Наименование неисправности Основные причины возникновения Способы устранения неисправностей 1. Сварочные ожоги - термомеханическое...
-
Заварка не более двух трещин В (рисунок 1) длиной менее 2/3 периметра сечения основных горячекатаных элементов хребтовых балок (двутавр в полувагонах и...
-
В последне время происходит бурное развитие флуоресцентных методов анализа и создаются новые приборы, работающие на принципе измерения флуоресценции...
-
Введение - Технология ремонта шеек колесных пар электровоза
Из-за больших статических и динамических нагрузок, которые возникают в условиях эксплуатации колесной пары, возникают различные дефекты. Для обеспечения...
-
4.1. Основные неисправности приборов освещения и сигнализации и указать их внешние признаки. 4.2. Перечислить диагностируемые параметры и указать их...
-
Это основной вид контроля технического состояния колесных пар, по результатам которого им назначается ремонт без смены элементов или со сменой элементов....
-
Что следует делать: - Осмотрите чехлы на предмет трещин, проколов и разрывов. Через поврежденный чехол из шарнира будет вытекать смазка, а внутрь шарнира...
-
Восстановление деталей, Виды дефектов - Устройство, назначение и диагностика двигателя
Виды дефектов Характерные дефекты деталей. Структурные параметры автомобиля и его агрегатов зависят от состояния сопряжений, деталей, которое...
-
В этом подразделе пояснительной записки необходимо выполнить планировку участка (отделения), имеющуюся на предприятии по месту практики. Планировка...
-
Основными видами работ по техническому обслуживанию устройств СЦБ являются: - периодическая проверка взаимозависимостей стрелок и сигналов в соответствии...
-
Анализ работы устройства: - Ремонт и обслуживание микроволновой печи LG-MS2807C
Микроволновая печь LG-MS2807C Таблица №1 Технические характеристики: Модель MS-2807C Входная мощность 230В, переменка 1300Вт(6А) Частота 50 Гц Выходная...
-
Рулевое управление современных автомобилей оснащается специальной дополнительной опцией -- усилителем. Усилитель рулевого управления -- это подсистема,...
-
Проверка крепления карбюратора. 1.2 Очистка приборов системы питания от грязи и пыли. 1.3 Проверка герметичности карбюратора. ТО-1=ЕО+п 2.1...2.2...
-
Подъемно-транспортные механизмы разнообразны по своему назначению, принципам действия и конструктивному выполнению. В основном эти механизмы разделяют на...
-
Требования к оборудованию., Электробезопасность - Технология ремонта шеек колесных пар электровоза
Расположение оборудования должно соответствовать нормам технологического проектирования. Границы проходов, места укладки грузозахватов и тары должны быть...
-
Действующие силы, технологические факторы и внешняя среда являются теми факторами, результатом действия которых являются износы отдельных мест осей и...
-
Подвеска автомобиля воспринимает основные динамические нагрузки от воздействия неровностей дороги. Для обеспечения большей плавности хода и для гашения...
-
Устройство СИТОВ-1 предназначено для проверки технических характеристик тормоза грузовых вагонов после постройки или ремонта и используется в...
-
Анализ и обеспечение безопасных условий труда Теоретические основы охраны труда Понятие охраны труда содержится в ст.1 Федерального закона "Об основах...
-
В процессе эксплуатации при осмотре подвесок тягового двигателя обращают внимание на надежность крепления и состояние резиновых шайб и подвески. Трещины...
-
Устройство сцепления - Техническое обслуживание и ремонт сцепления ГАЗ-3110
Картер 8 сцепления, обычно отлитый из чугуна, является, как правило, промежуточной деталью между двигателем и коробкой передач, и в нем размещено...
-
Назначение и принцип устройств, технические характеристики маятниковой подвески На грузовых электровозах, конструкционная скорость которых 100-- 110...
-
СЭл. Трл. 3 = СЭл. Рез + СЭл = 480982 + 1938218 = 2419200 /грн/год/; СТ, Трл. 3 = СТ, Рез + СТ = 2419200 + 1310301 = 3729501 /грн/год/. Суммарная...
-
Техническое обслуживание и ремонт подвижного состава, систем электроснабжения и путевого хозяйства На электротранспортных предприятиях Украины...
-
Технологию съемки, разборки и очистки узла, Демонтаж узла - Ремонт масляного насоса дизеля 10Д100
Демонтаж узла Для демонтажа насоса с дизеля отсоединяют всасывающий и нагнетательный трубопроводы, выпрессовывают конические штифты, фиксирующие...
-
Разборка-сборка . На крупных станциях технического обслуживания, которые занимаются различными марками автомобилей, могут присутствовать специальные...
Анализ повреждаемости автосцепного устройства - Технология ремонта автосцепок и ударно-тяговых приборов