Технология восстановления и ремонта кузовов - Проектирование участка по кузовному ремонту и окраске кузовов
Разборка-сборка. На крупных станциях технического обслуживания, которые занимаются различными марками автомобилей, могут присутствовать специальные программы - каталоги, в которых очень подробно описаны все действия связанные с разборкой и сборкой автомобиля, а также их последовательность. Эти программы также содержат перечень деталей на автомобиле, а это номер по каталогу, внешний вид детали, рекомендации по ремонту, нормативы времени по ремонту. Существуют так же программы по определенным маркам автомобилей, которые занимают меньший объем. Часто на крупных станциях технического обслуживания в помощь к рихтовщикам нанимают разборщиков. В современных автомобилях много деталей, которые имеют невидимые или скрытые элементы крепления. Это такие детали как декоративные накладки и облицовки. При снятии этих деталей надо соблюдать элементарную осторожность, понимая, что тянуть со всей силой или пытаться что-то отогнуть, скажем, отверткой или монтажкой, не стоит. Например при снятии декоративного молдинга двери, его надо снимать постепенно, отстегнув одну защелку, перехватиться ближе к другой, иначе на радостях тянув за один край его можно погнуть, или еще хуже просто сломать, так как такие элементы выполняются из пластмассы.
Другие наружные детали в основном не представляют трудностей, так как можно легко увидеть их крепеж. При разборке автомобиля остается много крепежных деталей. На современных автомобилях стараются унифицировать крепежи (это когда, допустим, бампер крепится по всех местах одними крепежными деталями). Но при сборке нескольких деталей крепежи могут различаться. Поэтому, что бы не возникало проблем со сборкой, особенно если она будет производиться через несколько дней, лучше крепеж от каждой детали складывать в отдельные места. Для этого вполне подойдут коробочки от расходных материалов, таких как колодки, фильтры, лампочки, в зависимости от объема крепежа снимаемой детали. Каждую коробочку подписываем. Экономит значительно времени при сборке и исключает возможность перепутать крепеж.
В некоторых автомобилях есть детали, которые крепятся на заклепках. В этих случаях заклепки не надо срубать или срезать болгаркой, так как можно повредить не только снимаемую деталь, но и деталь к которой она крепится. Лучше подобрать подходящее по размеру сверло и высверлить заклепку.
Часто при разборке старых автомобилей возникает проблема в откручивание болта или гайки. Первое что можно сделать, полить болт специальной жидкостью WD-40, или аналогом и 10-15 минут попробовать снова открутить крепеж. Одним из действенный способов, является нагревание болта или гайки.
Пока автомобиль находиться в ремонте не рекомендуется выбрасывать снятые детали.
Во-первых, на этих деталях, или обломанных кусках, может находиться номер детали. Или на новой детали модернизированный, не подходящий вам кронштейн, и есть возможность снять старый кронштейн и поставить на новую деталь. Пока автомобиль находится в ремонте, все снятые с него детали складывайте в одном месте и не выбрасывайте до тех пор, пока автомобиль не покинет СТО.
Устранение вмятин при кузовном ремонте
Устранение вмятин Кузова при свободном доступе. Самые распространенные повреждения кузова, это:
- - вмятина, выпуклость, бугор - воздействие со стороны на площадь детали - разрыв поверхности - деформация детали - изменение ее формы - сквозная ржавчина детали
Вмятина устраняется путем выбивания или выдавливания ее. Наиболее удобное устранение вмятин при доступе к поврежденному участку с двух сторон. Если деталь съемная, то с ней удобнее работать. Это такие детали как двери, передние крылья, крышка багажника, капот. Но часто при кузовном ремонте съемные детали рихтуют на весу. Связано это с тем, что небольшие рихтовка небольших повреждений на весу, занимает намного меньше времени, чем снятие и установка детали.
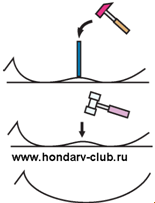
Рисунок 2 - Выбивание вмятин

Рисунок 3 - Вытягивание вмятины
Выправляя вмятину, деталь кладется лицевой стороной на ровную прорезиненную плиту - подставку. Если такой плиты нет, то подойдет ровный кусок фанеры, ДСП, МДФ, или на крайний случай кусок оргалита (плотный картон), постеленный на твердую ровную поверхность. Пластмассовым молотком, киянкой, или приспособлением из дерева аккуратно выдавливают или выбивают вмятины и переломы, как показано на рисунке 2. Во время работы, края вмятины ны лежать на плите-подставке. Также вмятину можно натягивать с внутренней стороны, используя для этого подставку или лапку, а края обстукивать молотком, показано на рисунке 3.
Когда устраняются выпуклости, (это та же вмятина, только в другую сторону) или переломы на лицевой стороне детали, с внутренней стороны используют подкладку (подставку), а с лицевой стороны обстукивают молотком, показано на рисунке 4.
При выправлении вмятин сила удара должна быть не большой, чтобы не допустить образования бугров. Лучше достичь желаемого результата несколькими ударами, чем одним сильным. В кузовном ремонте лучше быть аккуратным. В итоге такая аккуратность сохранит время, так как, помимо бугров, в месте нанесения сильного удара, металл будет растягиваться. Большую по площади вмятину выдавливают или выбивают, двигаясь от ее краев к центру вмятины. Глубокие вмятины лучше выправлять в несколько заходов как показано на рисунке 5, постепенно достигая желаемого результата. Ребра жесткости и изгибы, которые присущи форме детали, обычно выбивают приспособлениями из дерева, а если доступ ограничен, то с помощью подставок и лапок, которые подходят по форме изгибам детали и ребрам жесткости. Кузовной ремонт зародился тогда же, когда появился первый автомобиль, поэтому существует множество приспособлений для ремонта. Например, для арок задних и передних крыльев есть специальные приспособления, которые вобрали в свою конструкцию самые распространенные формы арок крыльев, и могут использоваться не только как подставки при правке, но и для вытяжки арок.
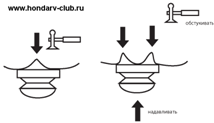
Рисунок 4 - Выпрямление с подкладкой
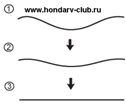
Рисунок 5 - Выпрямление в несколько заходов
Для того, чтобы не получать дополнительных переломов и бугорков, площадь инструмента должна быть достаточно большой, а края его хорошо сглажены. При правке, когда доступ к обрабатываемой детали достаточно хороший, используйте инструмент соприкасающейся с поверхностью детали из дерева или пластмассы, а подставку лучше всего из свинца.
В тех местах, где правка выполняется железным молотком по железной подставке, наблюдается уменьшение толщины металла и увеличение площади (металл расклепывается). Это усложняет обработку, так как в дальнейшем приходиться дополнительно выполнять усадку расклепанной части детали. Поэтому всегда, когда есть возможность, не допускайте работу железного молотка в сочетании с железной подставкой. Если есть необходимость работать металлическим молотком, то лучше использовать облегченные рихтовочные молотки, которые из-за своей массы меньше расклепывают металл. При работе с железным молотком лучше использовать свинцовую подставку, а при работе с железной подставкой пользоваться пластмассовым молотком. Все это применяется, чтобы минимизировать расклепку металла.
Когда выполняется правка детали, которая потеряла свою форму, то есть вмятина возникла в результате деформации детали, нужно сначала восстановить форму детали, а уже потом выстукивать оставшиеся вмятины. В результате деформации на поверхности детали могут образовываться крупные крутые складки (их часто называют гармошка). Обычно детали, особенно съемные, с такими повреждениями подлежат замене. Но часто такие детали восстанавливаются, в основном по просьбе владельца автомобиля. Для устранения таких повреждений, их сначала нужно, не снимая деталь с автомобиля, растянуть на растяжке, максимально восстановив форму, а потом только приступать к правке. Если растянуть деталь нет возможности, тогда складки нужно расклинить, то есть развести складки широкой отверткой или монтажной лопаткой до тупого угла, по очереди, а затем выстукивать складки в форму детали. Удобнее после выстукивания в форму, примерить деталь на место и дорабатывать окончательно уже на месте.
После доработки на месте можно проявить оставшиеся изъяны. Для этого следует закрепить на малярный рубанок или на ровный деревянный или резиновый брусок наждачную бумагу. После этого сразу проявятся оставшиеся вмятинки и бугорки, после чего будет возможность окончательно доработать поверхность.
Окончательную правку делают молотком - гладилкой на свинцовой подставке.
Молоток - гладилка имеет большую рабочую поверхность с нанесенной на ней насечкой, что позволяет не расклепывать металл. Для контроля выправляемой поверхности используют профильный шаблон, а при его отсутствии можно использовать шпатель средней ширины - 25-30см.
С помощью мерительного шаблона копируем не поврежденную деталь с другой стороны, и сравниваем ее с поврежденной стороной. После такого сравнения сразу видны места требующие доработки. С помощью шпателя можно так же сравнивать поврежденную и не поврежденную стороны, показано на рисунке 6,но точность будет ниже, так как при таком сравнении все делается на глаз.
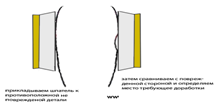
Рисунок 6 - Сравнение поверхности шпателем
Опытные рихтовщики, которые давно и все время занимаются кузовным ремонтом, рукой чувствуют места, требующие доработки, а так же и силу удара необходимую для выправления вмятин
Рихтовка деталей при ограниченном доступе с помощью споттера. Вместо споттера можно использовать и другие сварочные аппараты. Для сварки автомобильных деталей часто используются аппараты кемпи - это полуавтоматическая сварка в среде защитных газов. Но этот аппарат используется только для сварки, ну или прихватки, а стоимость значительно ниже. К поврежденному, вмятому участку автомобиля привариваются шпильки или лучше шайбы, а потом с помощью обратного молотка вытягиваем поврежденный участок на необходимый уровень. После вытяжки приваренные приспособления снимаются. Для этого их надо лидо раскачивать из стороны в сторону, либо проворачивать вокруг своей оси. Для приварки приспособлений к кузову автомобиля необходимо полностью удалить лакокрасочное покрытие. Делается это обычно металлическими щетками, либо наждачными бумагами закрепленными на шлифмашинке или обычной дрелью. Когда необходимо выправить ребро жесткости или просто вмятину большой площади, то вместо шайб и шпилек удобнее использовать волнистую проволоку, или как ее часто называют змейку, показано на рисунке 7.
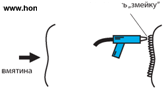
Рисунок 7 - Выпрямление при помощи споттера
После приваривания змейки, ее вытягивают следующими способами:
- - с помощью специального захвата для волнистой проволоки - гребенки и обратного молотка, рисунок 8; - с помощью гребенки и стрелы рихтовочного стенда - растяжки; - с помощью обычного захвата и стрелой растяжки;- с помощью одного только обратного молотка, последовательно за каждое звено.
Рисунок 8 - Пример вытяжки
При вытягивании с помощью ударов их сила должна быть маленькой, так как могут образовываться бугры и их удаление может представлять определенную трудность. Все упирается в то, что подставить с другой стороны подкладку будет или тяжело, или просто невозможно. Поэтому надо выработать определенную силу удара и помнить о том, что лучше сделать хорошо за несколько ударов, чем плохо за один.
Когда нет сварочного аппарата можно использовать технологические отверстия, с одной стороны детали подставлять лапку, а с другой обстукивать молотком. Если лапка железная, то молоток лучше использовать пластиковый или деревянный. А также, при использовании лапки, постараться, как можно сильнее, обезопасить неповрежденную часть детали, в которую она будет упираться. А если произошли ее повреждения, то после того как основная вмятина будет выправлена, следует подправить место упора.
Если вмятина не имеет складок, используют резиновую камеру от мяча. В основном этим приемом пользуются, когда повреждена площадь двери или боковины (задние крылья). Камеру нужно обмотать тканью, для того чтобы она не порвалась об острые кромки. Обматывать надо не очень плотно, чтобы камера имела возможность расширяться во всех направлениях, а лучше только в направлениях вытяжки. После позиционирования камеры ее накачивают, следя за процессом вытяжки.
Часто, если доступ закрыт, просверливают дополнительные отверстия, и с обратной стороны выстукивают вмятину с помощью стержней, а после завершения работы по вытяжке, отверстие заваривают.
Иногда, чтобы выправить вмятину, на ее площади сверлят небольшие отверстия диаметром 4мм, (чем меньше отверстие, тем лучше.) и вворачивают в эти отверстия саморезы. После этого с помощью зажимов и инерционного молотка вытягивают вмятину, придавая ей нужную форму. После завершения работы отверстия завариваются. Места сварки необходимо зачистить. Обычно это делают болгаркой с диском по металлу. Когда сварочный аппарат отсутствует, то такие места можно заделывать металлонаполненой шпаклевкой, или шпаклевкой со стекловолокном.
Если повреждение находиться вблизи края детали, то можно в этом месте удалить контактную сварке (высверлить ее), развальцевать детали и выдавить вмятину лапкой, разравнивая ее снаружи молотком. После завершения основной работы, подравнять место упора и заварить все обратно по высверленным местам, зачистив места сварки. Когда после рихтовки в труднодоступных местах остаются небольшие вмятины, их можно устранить. Раньше очень широко применялось оплавление поверхности припоем. Припой разогревался до кашеобразного состояния, поверхность шкурилась крупной наждачной бумагой и обязательно, для хорошего контакта припоя с поверхностью, подогревалась газовой горелкой. Подогрев нужен для того, чтобы нижние слои надежно скреплялись с поверхностью, а не моментально остывали не пристав к ней [11].
Усадка растянутого металла
В момент удара или какого-либо иного воздействия (например, протягивание) металл в этом месте растягивается. Вообще для изготовления кузовных деталей применяют мягкую сталь толщиной в среднем 0.5-1мм. Это объясняется тем, что они не несут больших нагрузок, но именно на них в первую очередь воздействуют при аварии, и в основном их в последующем восстанавливают при кузовном ремонте.
Металл при достаточно сильном повреждении растягивается всегда, только иногда больше, иногда меньше. При слабом ударе, например каким-либо пластиковым изделием в металл, растяжение может отсутствовать или быть совсем незначительным. В таких случаях усадку производить не требуется. Важно принять все меры, чтобы максимально снизить расклепывание металла при проведении кузовных работ.
Часто при выправлении вмятины начинающие рихтовщики забывают о растяжении металл, в результате чего при надавливании на отремонтированное место поверхность ходит (часто говорят "металл играет", "хлюпает" или "образовалась хлопушка"). В таких случаях приходиться проводить усадку металла. Для этого необходимо только рихтовочный молоток, с одной стороны имеющий конусообразный боек. Если нет такого молотка, можно использовать заостренный керн и обычный молоток.
Метод заключается в том, чтобы опустить растянутый металл до уровня или чуть ниже уровня основного не тронутого металла. Усадка будет проходить за счет образовавшихся конусных углублений, который перед покраской будут зашпатлеваны.
Используя металлическую подставку с внутренней стороны, удары бойком наносим с лицевой стороны. Важно чтобы удар наносился в область, граничащую с подставкой, а не в саму подставку. Так же можно использовать свинцовую подставку. Тогда не будет проблем с нахождением поверхностей граничащих с металлической подставкой.
Отстукивание надо начинать по спирали от периферии к центру. Расстояние между ударами примерно 5мм. Полученый результат, это не играющий металл в месте повреждения, поверхность которого имеет многочисленные конусные углубления. Для подготовки к шпатлеванию необходимо обработать поверхность шкуркой, по возможности как можно меньше затрагивая неповрежденные участки.
Усадка выполняется с помощью быстрого нагрева маленькой площади до красного цвета. После нагрева эту точку необходимо быстро обстучать (в течение 10сек), чтобы она не успела сильно охладиться. После обстукивания эту площадь необходимо резко охладить.
Охлаждение можно производить ветошью обильно смоченной водой, или просто обильно поливать водой. Нагрев можно производить с помощью споттера и графитового электрода. Поскольку графит хрупкий материал, и давить на электрод надо не сильно и под прямым углом к поверхности. Если споттера нет, то можно греть газовой горелкой с соплом нулевого или первого номера. Усадку с помощью нагрева лучше проводить вдвоем, особенно тогда, когда для нагрева используется газовая горелка. Так же желательно для усадки нагревать как можно меньше точек. После каждого нагрева и охлаждения проверяйте, играет металл или нет. Цель усадки - вернуть поврежденному участку упругость.
Если площадь растянутого металла большая и несколькими точками нагрева не обойтись, то нагрев необходимо проводить, так же, как и при усадке бойком, по спирали от периферии к центру.
Иногда при аварии растягивается металл, который невозможно усадить такими методами. Например, горизонтальные полки, каркасы и швеллеры. В таких случаях выполняют укладку металла. Технология усадки заключается в том, что поврежденный элемент разрезают в одном или нескольких растянутых местах, в зависимости от степени повреждения, а затем укладывают форму детали. Сделанные надрезы после укладки завариваются, а места сварки зачищаются [7].
Рихтовка с сохранением заводского лакокрасочного покрытия
Вмятины, которые можно выправить, не прибегая к последующей окраске, не так много. Такие вмятины не имеют острых переломов, царапин, а имеют плавную форму. Так же необходим доступ с обратной стороны, так как могут оставаться складки по краям выпрямленной вмятины.
Для устранения таких вмятин имеется специальное оборудование. Приспособление для вытяжки с помощью вакуума. Присоска с вакуумом крепиться в центр вмятины и с помощью обратного молотка, или просто потянув руками за молоток, вытягивается в нужную, исходную, форму. Вакуум в присоске создается с помощью вакуумного насоса.
Так же есть оборудование, которое использует для вытяжки крепление к поверхности с помощью специального клея. Процесс этот более дорогой, за счет использования расходных материалов, и менее производительный.
При отсутствии такого оборудования можно выполнять рихтовку с сохранением заводского лкп с обратной стороны. Для этого можно воспользоваться методом с применением резиновой камеры для мяча.
Если доступ к задней части ограничен, можно использовать деревянные приспособления, обтянутые мягкой тканью. Так же можно пользоваться металлическими лапками, но под нее в месте нажима необходимо подставлять резиновый брусок.
При работе с такими вмятинами, главное то, что их нельзя выдавливать металлическими лапками, особенно теми, которые имеют острые грани. Такой инструмент будет оставлять ребра, которые устранить уже не получиться, и придется прибегать к последующей окраске.
Как правило, при выдавливании, вмятина всей своей площадью возвращается на место и деталь примет правильную форму. Потом останется только разровнять оставшиеся по краям бывшей вмятины складки. Бывает такое, что таких складок и не остается.
Для разравнивания таких складок с внутренней стороны подставляем гладкую свинцовую или деревянную подставку, по форме максимально соответствующие первоначальной форме выправляемой детали, а с внешней стороны разравниваем поверхность молотком с резиновой рабочей частью. Если резиновым молотком не получается разгладить оставшиеся складки, то в этом случае можно использовать более твердые молотки с пластмассовой или деревянной рабочей частью, но при этом обязательно обмотать их мягкой тканью. Это необходимо для того, чтобы исключить возможность оставления следов от инструмента и от царапин на обрабатываемой поверхности.
Такой ремонт привлекает своей более высокой стоимостью на рихтовочные работы, но при этом экономятся средства на окраску поверхности. (В кузовном ремонте вмятины, которые можно устранить, не прибегая к последующей окраске, довольно большая редкость.). В то же время такой ремонт требует больше времени работы рихтовщика, и одновременно большого опыта[10].
Похожие статьи
-
Ремонт панели кузова - Проектирование участка по кузовному ремонту и окраске кузовов
Методы и приемы ремонта панелей кузова Восстановление формы и размеров деформированной панели кузова включает в себя две основные операции:...
-
Качество ремонта автомобилей - Проектирование участка по кузовному ремонту и окраске кузовов
Требования к качеству ремонта кузовных деталей Доводка выправленных поверхностей кузовных деталей под окраску выполняется тщательной рихтовкой металла...
-
Технологический процесс ремонта кузовов и кабин в сборе включает разборку, полное или частичное снятие старой краски, дефектовку, ремонт составных частей...
-
Типы кузовов - Проектирование участка по кузовному ремонту и окраске кузовов
История зарубежного и отечественного автомобилестроения свидетельствует об использовании на ранних стадиях кузовов автомобилей рамной конструкции. Рама...
-
Требования пожарной безопасности Категория пожароопасности - В. Степень огнестойкости здания III, При эксплуатации автотранспортных предприятий должны...
-
При производстве автомобилей широко применяются неметаллические материалы: дерево, пластмассы, синтетические кожи стекло, резина и др. Большинство...
-
Стенд для правки кузовов - Проектирование участка по кузовному ремонту и окраске кузовов
Отличительной чертой особенности стенда является возможность точной установки, крепления верхней опоры телескопической стойки передней подвески и от этих...
-
Планировка производственного корпуса - Проектирование участка по кузовному ремонту и окраске кузовов
Общие требования к компоновке производственного корпуса При выполнении компоновки производственного корпуса придерживался следующих положений: 1....
-
Характеристика участка - Проектирование участка по кузовному ремонту и окраске кузовов
Участок кузовного ремонта предназначен для проведения комплекса работ, направленных на исправления каких либо дефектов, поддержание автомобилей в...
-
Расчет площадей - Проектирование участка по кузовному ремонту и окраске кузовов
Расчет площади производственного участка (2.14) Где аоб -- суммарная площадь горизонтальной проекции по габаритным размерам оборудования (постов), м2; Кп...
-
Основной целью дипломного проекта является организация участка по оказанию услуг по кузовному ремонту покраске и мойке автомобилей. Цель данной...
-
Введение - Проектирование участка по кузовному ремонту и окраске кузовов
В настоящее время автомобильный парк страны заполнен автотранспортными средствами новой конструкции, использующей альтернативные виды топлива,...
-
К арматуре кузовов и кабин относятся стеклоподъемники, замки, ограничители дверей, петли дверей, капота и т. п. Стеклоподъемники могут иметь следующие...
-
Техника безопасности - Проектирование малярного участка пункта ремонта автомобилей
Условия и безопасность труда зависят как от совершенства применяемых машин, технологии и организации производства, так и от окружающей рабочих...
-
Введение - Проектирование малярного участка пункта ремонта автомобилей
Техническое обслуживание автомобилей, его назначение и задачи. Необходимым условием эффективного выполнения планов перевозок грузов и пассажиров является...
-
Замена полуоси Трудоемкость - 34,0 чел. мин (0,57 чел. час) Исполнитель - слесарь по ремонту автомобилей 4 разряда № выполняемых работ Наименование и...
-
Годовой расход силовой электроэнергии (2.17) Где Ру - установленная мощность токоприемников по группам оборудования, кВт; К3 - коэффициент загрузки...
-
Затраты на сырье и материалы 876000 руб. - принимаем 1200 руб. за один ремонт 43800 руб. - принимается 5% от затрат на сырье и материалы Всего 730...
-
Технологический расчет СТО - Проектирование участка по кузовному ремонту и окраске кузовов
Проектирование участка по кузовному ремонту и окраске автомобилей. Количество рабочих дней в году - 255; Количество смен - 1; Продолжительность смены, ч...
-
Цель дипломного проекта - Реконструкция СТО с разработкой кузовного участка. СТО расположено с. Вольно-Надеждинское, ул. Пушкина. Для данной станции...
-
К производственным рабочим относятся рабочие зон и участков, непосредственно выполняющие работы по ТО и ТР подвижного состава. Различают технологически...
-
Приспособление для правки кузовов - Проектирование участка по кузовному ремонту и окраске кузовов
Набор приспособлений предназначен для правки кузовов легковых автомобилей. Комплектация набора. В набор инструментов и приспособлений с гидроприводом...
-
Введение - Технология ремонта рулевого управления
В процессе эксплуатации автомобиля его рабочее свойство постепенно ухудшается из-за изнашивания деталей. Исправным считают автомобиль, который...
-
Корректировка нормативной периодичности технических обслуживаний и капитальных ремонтов Предварительно необходимо для данного АТП выбрать нормативные...
-
Предварительно площадь производственных участков рассчитывается исходя из площади, занимаемой оборудованием. Кроме того, учитывается площадь, занимаемая...
-
Освещенность участка - Проектирование на АТП цеха по ТО и ремонту автомобилей ЗиЛ-ММЗ-554
Организация рационального освещения производственных помещений и рабочих мест является одним из основных вопросов охраны труда. Так при хорошем освещении...
-
Площадь зоны ТО-1 рассчитываем аналитическим путем по формуле: FЗ = (fА?ХП+FОб)-КП, м2; (2.18) Где fА - площадь горизонтальной проекции автомобилей,...
-
; чел.-ч /1000км (4.6) - нормативная удельная трудоемкость ТР, чел.-ч /1000км К4 - коэффициент корректирования нормативов в зависимости от пробега с...
-
Сборку кузовов и кабин при ремонте автомобилей выполняют в такой последовательности: 1. ) До окраски на них устанавливают все детали и сборочные единицы,...
-
Расчет числа постов и линий технического обслуживания и ремонта Объем работ по ремонту кузовов сравнительно небольшой. Как правило, кузовные работы...
-
Проектирование основных участков и отделений - Депо для ремонта пассажирских вагонов
Проектирование вагоноремонтного участка. Вагоноремонтный участок предназначен: - для подготовки вагонов к ремонту, т. е. для их обогрева в зимнее время,...
-
Соблюдение нормального температурного режима зоны ТО-1 является важным фактором сохранения здоровья работающих. Помещения для поддержания в холодное...
-
Общая техника безопасности - Проектирование на АТП цеха по ТО и ремонту автомобилей ЗиЛ-ММЗ-554
Ответственность за соблюдение правил по охране труда несут все должностные лица - от мастера до директора. У каждого должностного лица должен быть журнал...
-
В авторемонтном производстве пневмоинструмент находит широкое применение для работ с силовым крепежом, а также для выполнения слесарно-сборочных,...
-
Техническое обслуживание подвижного состава подразделяются: Ежедневное техническое обслуживание (ЕО); Первое техническое обслуживание (ТО-1); Второе...
-
Признаки поломок рулевого управления - Технология ремонта рулевого управления
Технология ремонта рулевого управления. Какие же существуют основные признаки поломок, при которых необходим ремонт рулевого управления автомобиля. Во...
-
Дефекты кузовов и кабин Характерными дефектами деталей кузовов, кабин и оперения являются коррозионные повреждения, механические повреждения (вмятины,...
-
Затраты на отопление , (5.15) Где 867 Гкал/34285 м3 =0,025 Гкал - потребность количества тепловой энергии м3; 1632 м3 - объем участка; 2100...
-
Ремонт кузова и крыши Кузов и крышу вагонов-хопперов для зерна ремонтируют в соответствии с требованиями пунктов 7.1, 7.1.1, 7.1.2 настоящей...
-
Осуществляют путем измерения давления в системе гидроусилителя. Для проверки необходимо вставить в нагнетательную магистраль манометр с краном. Замеры...
Технология восстановления и ремонта кузовов - Проектирование участка по кузовному ремонту и окраске кузовов