Технология ремонта рамы и кузова крытых вагона - Организация ремонта кузовов грузовых вагонов
При периодических видах ремонта 4-осных крытых металлические поврежденные части кузова заменяют новыми или ремонтируют путем правки и последующей сварки. На рис. 3.2.1 приведена рама крытого вагона рассматриваемой модели. Вследствие увеличения длины рамы в ней вместо двух основных поперечных балок 6 предусмотрено четыре. При этом профили их остались без изменения (сечение II-II), а П-образные профили вспомогательных поперечных балок 8 заменены на двутавры № 10. Балки 5 для поддержания настила пола также изготовлены из двутавра № 10. К шкворневой балке 3 балки 5 для поддержания настила пола крепятся с помощью уголков 13 (Г-Г). Концевые балки 1 (сечение I-I) рамы выполнены без углублений под розетку автосцепки и имеют посадочные места на лобовом листе для постановки на вагон буферных стаканов при необходимости соединения их с подвижным составом железных дорог стран-участниц СЭВ, оборудованным винтовой стяжкой. Кроме того, в консольных частях рамы отсутствуют раскосы. Вместо них для усиления консольных частей рамы между концевыми и шкворневыми балками поставлено по шесть продольных балок 2 из двутавра № 20. Они крепятся к концевой и шкворневой балкам посредством косынок 14. На шкворневой балке 3 расположены пятник 10, надпятниковая коробка 12 и скользуны 11. Хребтовая балка 7 выполнена из двух зетов № 31. Боковые балки 4 изготовлены из швеллера № 20. В зоне дверного проема к ним приварены дверные пороги 9.Боковые стены кузова (рис. 3.2.2) цельнометаллические, сварные, без внутренней деревянной подшивки. Металлическая их обшивка состоит из трех листов: нижнего 9 толщиной 5 мм, среднего 7 (3 мм) и верхнего 2 (2,5 мм). Верхняя обвязка 1 выполнена из гнутого уголка, промежуточные стойки 3 - из П-образного гнутого профиля, наддверный пояс 4 - из Z-образного элемента, дверной рельс 6 - из Г-образного профиля. Дверной рельс 6 приварен к Z-образному порогу в дверном проеме и укреплен кронштейнами 5 уголкового профиля. В отличие от вагонов модели 11-217 на стенах кузовов модели 11-260 амортизаторы 8 устанавливают не только с правой, но и с левой стороны дверного проема для смягчения ударов обеих створок дверей при их открывании. Дверные стойки 10 стен сварены из Z - и Г-образных профилей, как и в предыдущей модели вагона. Вместо внутренней обшивки на внутреннюю металлическую поверхность стен напылением наносится полимерный материал толщиной 5-6 мм. С рамой стена соединяется посредством продольной боковой балки 11, а с крышей - через обвязку 12.
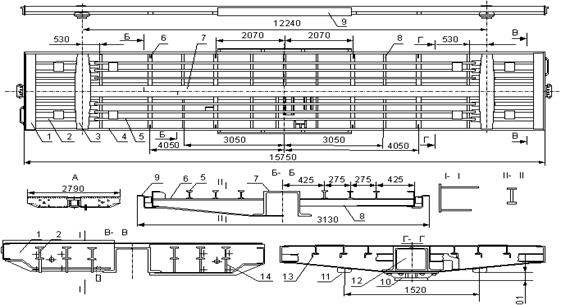
Рис. 3.2.1 Рама крытого вагона объемом кузова 140 м3: 1 - концевая балка; 2 - продольная балка; 3 - шкворневая балка; 4 - боковая балка; 5 - балка для поддержания настила пола; 6 - основная поперечная балка; 7 - хребтовая балка; 8 - вспомогательная поперечная балка; 9 - дверной порог; 10 - пятник; 11 - скользун; 12 - надпятниковая коробка; 13 - уголок; 14 - косынка
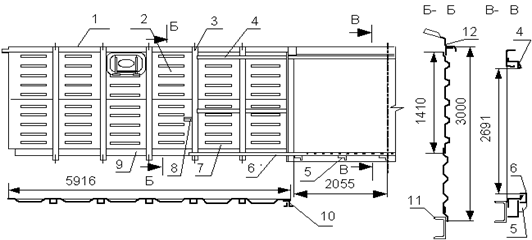
Рис. 3.2.2. Боковая стена крытого вагона объемом кузова 140 м3: 1 - верхняя обвязка; 2 - верхний лист обшивки; 3 - промежуточная стойка; 4 - наддверный пояс; 5 - кронштейн; 6 - дверной рельс; 7 - средний лист обшивки; 8 - амортизатор; 9 - нижний лист обшивки; 10 - дверная стойка; 11 - продольная боковая балка; 12 - обвязка
Створки двери 1 и 2 кузова по устройству аналогичны дверям вагона модели 11-217 и отличаются в основном конструкцией верхней обвязки 6 и опорных узлов на дверном рельсе. Верхняя обвязка 6 дверей имеет уголковый профиль, вертикальная полка которого заходит в направляющий паз П-образного наддверного бруса 5 и удерживает в нем верхнюю часть двери (разрез А - А). Для обеспечения передвижения при заедании к крайним их обвязкам приварены кронштейны 3 с двумя отверстиями, а к кузову - металлические полосы 4, Имеющие также отверстия и используемые в качестве опор рычага. Амортизаторы 8 по конструкции аналогичны приведенным выше
Передвижение дверей 1 и 2 (см. рис. 3.2.3) производится с помощью роликов 9 по рельсу 13 (разрез Б - Б), Приваренному к порогу 12. Ролики 9 Насажены на шариковые подшипники 10, укрепленные на неподвижных осях. Дверной рельс 13 опирается на кронштейны 14, а порог 12 поддерживается балкой 15, сваренной в единое целое с боковой продольной балкой 16 Рамы. Предупреждение схода роликов 9 С рельса 13 и уплотнение низа двери обеспечивается давлением сыпучего груза на панель 7 и прилеганием обвязки 11 к порогу 12, который удерживает дверь от падения.
Торцовые стены (рис. 3.2.4.) кузова отличаются от стен вагона модели 11-217, рассмотренных выше, профилями элементов каркаса. Верхняя обвязка 3 торцовой стены выполнена из гнутого специального профиля. К ней заклепками 8 прикреплена нижняя обвязка 2 Фрамуги 1 Крыши. Средние стойки 4 стены выполнены из двутавра № 20. Снизу они связаны с концевой балкой рамы 5 с помощью сварки и накладок 6. Нижняя обвязка стены 7 имеет гнутый Z-образный профиль. Внутренняя поверхность металлической обшивки стен покрыта полимерным материалом.
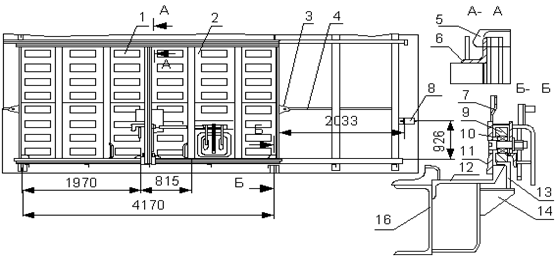
Рис. 3.2.3 Двери крытого вагона объемом кузова 140 м3: 1, 2 - створки двери; 3, 14 - кронштейн; 4 - металлическая полоска; 5 - наддверный брус; 6 - верхняя обвязка; 7 - панель; 8 - амортизатор; 9 - ролик; 10 - шариковый подшипник; 11 - обвязка; 12 - порог; 13 - рельс; 15 - поддерживающая балка; 16 - боковая продольная балка
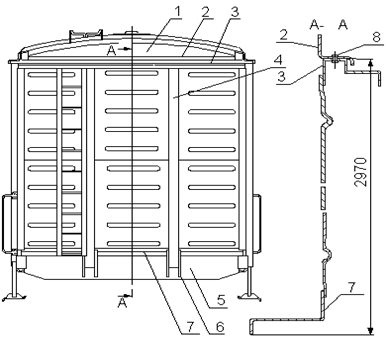
Рис. 3.2.4. Торцовая стена крытого вагона объемом 140 м3: 1 - фрамуга; 2 - нижняя обвязка крыши; 3 - верхняя обвязка; 4 - средняя стойка; 5 - концевая балка; 6 - накладка; 7 - нижняя обвязка торцовой стены; 8 - заклепка
Крыша кузова (рис. 3.2.5) цельнометаллическая, сварная, с четырьмя загрузочными люками 5 и двумя печными разделками 4, расположенными в двух крайних крышках загрузочных люков. Для упрощения технологии изготовления и обеспечения качества напыления полимерного материала 8 дуги 3 расположены на наружной стороне обшивки 9 крыши. К боковым стенам 7 кузова, как и к торцовым, крыша прикреплена заклепками 6 или болтами диаметром 10 мм. Продольные боковые 2 и поперечные концевые 1 (у фрамуг) обвязки крыши выполнены из гнутых Z-образных профилей, а промежуточные 3 дуги - из П-образных элементов.
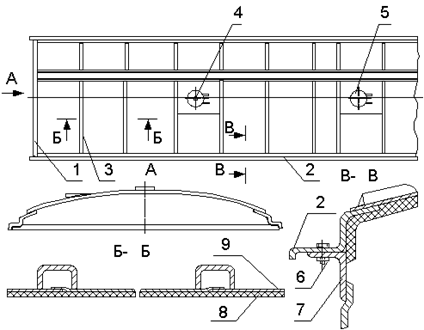
Рис. 3.2.5. Крыша крытого вагона объемом кузова 140 м3:
1 - концевая обвязка; 2 - продольная боковая обвязка; 3 - дуга; 4 - печная разделка; 5 - загрузочный люк; 6 - болт; 7 - боковая стена; 8 - полимерный материал; 9 - наружная обшивка крыши
С 1960 по 1983 гг. АВЗ выпускал универсальные крытые вагоны модели 11-066. Их характеристика, кроме массы тары, такая же, как и у вагонов модели 11-217. Рама, настил пола, торцовые стены и крыша по конструкции практически такие же. Рама отличается только количеством вспомогательных поперечных балок (четыре, а не семь). Пол деревянный с металлическими защитными листами в зоне дверного проема. Торцовые стены с металлической наружной обшивкой и деревянной внутренней подшивкой. Крыша сварная, металлическая.
Вместе с тем кузов вагона модели 11-066 менее совершенен, чем кузова вагонов моделей более поздних лет выпуска. Боковые стены его выполнены с каркасом раскосно-стоечной конструкции и деревянной обшивкой из досок толщиной 35 мм внизу и 22 мм вверху. Дверной проем имеет ширину 2000 мм, а крыша несъемная, привариваемая к стенам кузова. Применение деревянной обшивки стен приводит к относительно быстрому ее повреждению и снижению надежности кузовов, а применение несъемной крыши - к снижению ремонтопригодности вагонов. Менее широкий дверной проем ухудшает использование автопогрузчиков при погрузке и выгрузке грузов и увеличивает простой вагонов под этими операциями. Вследствие этих недостатков вагоны модели 11-066 заменены более надежными и экономичными моделями 11-217 и 11-260.
В 1964 г. для проверки возможности и эффективности использования новых материалов в несущих элементах конструкции грузовых вагонов были построены опытные образцы крытых вагонов, кузова которых выполнены из алюминиевых сплавов. Грузоподъемность таких вагонов для того периода была большой и составляла 65 т, объем кузова 130 м3, длина по осям сцепления автосцепок 15,73 м, а масса тары всего лишь 19,5 т. Ширина дверного проема равнялась 2500 мм. Материал рамы, каркаса кузова, наружной обшивки стен и крыши опытного вагона - алюминиевый сплав марки АМг6. Кузов опытного вагона сварной конструкции, изготовлен из прессованных элементов, имеющих такую форму сечений, которая обеспечивает наибольшую жесткость и прочность при минимальной массе. Наружная обшивка боковых стен выполнена из гофрированных листов толщиной 3 мм, торцовых - 4 мм, а крыши - 2 мм. Конструктивная схема рамы и крыши аналогична вагону модели 11-066, а стен - вагону модели 11-217. Внутренняя подшивка стен кузова - фанера толщиной 10 мм, двери - фанера толщиной 8 мм и крыши - древесно-волокнистые плиты в два слоя общей толщиной 8 мм.
Испытания таких вагонов показали достаточную их надежность и более высокую экономичность по сравнению с вагонами, выполненными из стали. Однако вследствие дефицитности и относительно высокой стоимости алюминиевого сплава, а также сложности оснащения ремонтной базы установками для производства сварочных работ в защитной среде инертного газа (аргона), крытые вагоны из алюминиевых сплавов пока не строят.
Похожие статьи
-
Краткое описание конструкции полувагона - Организация ремонта кузовов грузовых вагонов
Вагоносборочный ремонт механизация Полувагоны (рисунок 1.1.) предназначены для перевозки каменного угля, руды, леса, проката металлов, а также других...
-
Кузов и рама вагона, внутреннее оборудование - Подвижной состав железных дорог
Четырехосный полувагон модели 12-4034 имеет кузов с глухими торцевыми стенами, обладает большой прочностью, так как в нем прочно связаны между собой...
-
Неисправности рамы и кузова полувагона и крытых вагонов Основными причинами недостаточной сохранности кузовов полувагонов в эксплуатации являются...
-
Ремонт кузова и крыши производят слесари, электросварщики и газорезчики ВСУ, руководствуясь меловыми пометками мастера. Ремонт механизма разгрузки...
-
Общие требования при ремонте кузовов грузовых вагонов При всех видах ремонта вагонов на кузовах грузовых вагонов разрешается: [ЦВ-201, п.2.8.1] 1)...
-
Требования, предъявляемые к ремонту грузовых вагонов - Организация ремонта кузовов грузовых вагонов
Требования к грузовым вагонам определены государственными стандартами. Они охватывают: общие требования, требования к материалам, надежности,...
-
Для бесперебойной эксплуатации вагонного парка и содержания его в исправном состоянии на железных дорогах России установлена четкая система технического...
-
Вагоноремонтные цеха (участки и отделения) являются основными на вагоноремонтных предприятиях. В них выполняются разборочные, ремонтные, сборочные и...
-
Организация работы вагоносборочного цеха - Организация ремонта кузовов грузовых вагонов
Организация ремонта вагонов осуществляется в полном соответствии с утвержденным технологическим процессом при своевременном обеспечении ремонтных бригад...
-
Организация работ Дефектация и ремонт рам вагонов и их элементов производится в соответствии с требованиями пунктов 6.2-6.3 настоящей технологической...
-
Программа ремонта вагонов составляет: N Г =N Квартальная программа вычисляется по формуле: Месячная программа вычисляется по формуле: Суточная программа...
-
Ремонт кузовов вагонов-хопперов моделей 19-7017, 19-7017-01, 19-3116 и других не указанных выше производится в соответствии с требованиями пункта 7.1...
-
Ремонт кузова и крыши Кузов и крышу вагонов-хопперов для зерна ремонтируют в соответствии с требованиями пунктов 7.1, 7.1.1, 7.1.2 настоящей...
-
Температурный режим грузов Температурный режим замороженных скоропортящихся грузов определяется правилами перевозок грузов в зависимости от температуры...
-
Составление планировки вагоносборочного цеха - Организация ремонта кузовов грузовых вагонов
Вагоноремонтные цехи размещают в светлом прямоугольном одноэтажном здании. Основные размеры (длина, ширина, высота, ширина междупутий) цехов и...
-
Очередность подъемки вагонов определяет старший мастер или мастер ВСУ. Присутствие одного из них обязательно при подъемке и опускании вагонов. Перед...
-
Анализ неисправностей, устраняемых на участке текущего отцепочного ремонта Текущий ремонт вагонов играет важную роль в обеспечении исправного...
-
При деповском и текущем ремонте вагонов разрешается заварка на концевой балке не более трех трещин или одного излома в любом месте балки. [ЦВ-201-98,...
-
А) ЧР = ?Т/РК Б) ЧР = РК/?Т В) ЧР = РК* Т/tМ Г) ЧР = ТК* tМ/РК Где ЧР - численность рабочих ?Т - общая трудоемкость ремонта вагонов РК -...
-
Назначение вагоносборочного цеха - Организация ремонта кузовов грузовых вагонов
Вагоносборочный цех предназначен для выполнения ремонтно-сборочных и монтажных работ непосредственно на вагоне. При этом осуществляются такие соединение...
-
Ремонт кузова и крыши Кузов и крышу вагонов-хопперов для перевозки минеральных удобрений ремонтируют в соответствии с требованиями пунктов 7.1, 7.1.1,...
-
Безопасность движения - Организация ремонта кузовов грузовых вагонов
Подвижной состав должен своевременно проходить планово-предупредительные виды ремонта, техническое обслуживание и содержаться в эксплуатации в исправном...
-
А) сдельно-премиальной Б) сдельной В) повременной Г) повременно-премиальной Оплата труда рабочим на ремонте вагонов производится... А) на основе ТСР по...
-
Хоппер вагон перевозка цемент Технические характеристики Грузоподъемность, т 78,88 Тара, т 18,62 Полезный объем, м3 60,5 База вагона, м 7,7 Длина, м: -...
-
Деповской и капитальный ремонт грузовых вагонов производится по истечении межремонтных нормативов, установленных согласно указанию от 11.12.2007 г. №...
-
Уставный срок доставки грузов Этот срок регламентирован Правилами[2,гл.7], [3,разд.4] для установления ответственности перевозчика за своевременную...
-
При деповском ремонте производится частичная окраска вагонов в местах, поврежденных коррозией и с отслоившейся краской. Вновь поставленные детали...
-
Введение - Организация ремонта кузовов грузовых вагонов
Организация и планирование тесно связаны с управлением производством. Управление - это комплекс действий, направленных на поддержание и совершенствование...
-
Вагон бункерного типа - хоппер для бестарной перевозки цемента к местам массового потребления, где имеются приемные устройства, расположенные между...
-
В этом подразделе пояснительной записки необходимо выполнить планировку участка (отделения), имеющуюся на предприятии по месту практики. Планировка...
-
Порядок работ После очистки пятника от грязи, наплывов и коррозионных повреждений производится осмотр на наличие трещин, проверяются размеры и крепление...
-
Крытые вагоны подразделяются на универсальные и специализированные. Крытый вагон предназначен для транспортировки тарно-штучных, штабельных,...
-
На ремонтных позициях ВСУ бригадир колесно-роликового участка производит входной контроль колесных пар до установки кузова вагона на ставлюги. Ремонт...
-
При деповском и капитальном ремонте вагонов производится полный осмотр автосцепного устройства. При этом все его съемные узлы и детали независимо от...
-
Технология замены заднего моста - Организация технического обслуживания и ремонта автомобилей
Для снятия заднего моста вывернуть магнитную пробку сливного отверстия картера заднего моста и слить масло. После слива пробку ввернуть. Приподнять за...
-
Основой проектирования предприятия является его технологический расчет, определяющий производственную программу предприятия. Производственная программа...
-
Расчет эксплуатационных теплопритоков в грузовых помещениях вагона Расчет производится для яблок, которые перевозятся в 5-вагонной секции БМЗ. Для случая...
-
Техническое обслуживание и ремонт подвижного состава, систем электроснабжения и путевого хозяйства На электротранспортных предприятиях Украины...
-
Устройство СИТОВ-1 предназначено для проверки технических характеристик тормоза грузовых вагонов после постройки или ремонта и используется в...
-
А) станции Б) вагонного депо В) локомотивного депо Г) ПТО Коэффициент приведения для определения приведенной продукции в эксплуатационном вагонном депо...
Технология ремонта рамы и кузова крытых вагона - Организация ремонта кузовов грузовых вагонов