Техніка виконання швів - Технології зварювання кронштейну
Доцільніше вести зварювання кутом назад, тому що при цьому забезпечується більше надійний захист розплавленого металу й кращий зовнішній вигляд шва. Пальник рекомендується нахиляти на 5...15° щодо вертикалі. При зварюванні металу товщиною 1...2 мм поперечні коливання пальника не роблять. Зварювання ведуть на максимально можливій довжині дуги з максимальною швидкістю зварювання, при якій забезпечується гарне формування зварного шва й задовільний газовий захист.
У процесі зварювання електроду надається рух у трьох напрямках:
- 1. поступальний - за напрямом осі електрода. 2. переміщення електрода вздовж осі валика. 3. переміщення електрода впоперек шва. - Поступальний - за напрямом осі електрода;
Цим рухом підтримується така (у певних межах) довжина дуги, залежно від швидкості плавлення електродів.
- Переміщення електрода вздовж осі валика;
Переміщення цього руху встановлюється залежно від сили струму, діаметру електроду, швидкості його плавлення, виду шва та багатьох факторів.
- Переміщення електрода впоперек шва. Щоб дістати шов ширший, ніж нитковий валик, так званий розширений валик.
В моєму випадку усі шви короткі - тому їх виконують на прохід - від початку шва до його кінця.
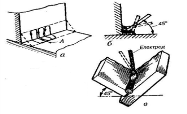
Рисунок 3 - а)траєкторія руху кінця електрода;
- Б)зміна кута нахилу електрода; В)зварювання "в човник"


Похожие статьи
-
Вибір зварювальних матеріалів - Технології зварювання кронштейну
Обираючи спосіб зварювання необхідно проаналізувати багато факторів, таких як матеріал деталі, його механічні властивості, товщина, вимогова якість...
-
Розрахунок розтрачання зварювальних матеріалів - Технології зварювання кронштейну
Нормування технологічного процесу напівавтоматичного зварювання проводиться за алгоритмом для ручного зварювання. 1)Визначення часу зварювання: T0=MН/...
-
Порядок виконання швів, Розрахунок параметрів режимів зварювання - Технології зварювання кронштейну
Схема розчленування конструкції на технологічні вузли тa окремі деталі дозволяє розробити такий порядок складання-зварювання вузлів виробу, при якому...
-
Вибір зварювального обладнання - Технології зварювання кронштейну
Головні вимоги до джерел живлення при зварюванні в захисних газах є надійне збудження, стабільний процес зварювання, мале розбризкування розплавленого...
-
Підготовка виробу під зварювання - Технології зварювання кронштейну
Метал, призначений для виготовлення зварних конструкцій, попередньо випрямляють, розмічають, розрізають на окремі деталі-заготовки й виконують, якщо це...
-
Коротка характеристика виробу, його призначення і матеріал Об'єкт роботи - кронштейн, який може використовуватися як опора або елемент конструкції в...
-
ЗАГАЛЬНА ЧАСТИНА - Технології зварювання кронштейну
Зварювальна техніка й технологія займають одне із провідних місць у сучасному виробництві. Зварюються корпуси гігантських супертанкерів і сітківка...
-
Металургійні та технологічні особливості зварювання алюмінію та його сплавів Для алюмінію та його сплавів застосовують практично всі промислові способи...
-
Підготовка поверхні і крайок основного металу - Здатність до зварювання алюмінієвого сплаву
Техніка зварювання. Якість зварних з'єднань із алюмінію та його сплавів в значній мірі визначається підготовкою поверхні зварюваних кромок та...
-
Метою техніки безпеки є: зведення до мінімуму отримання виробничих або інших травм; охорона здоров'я; система організаційних і технічних заходів,...
-
ТЕХНІКА БЕЗПЕКИ - Технологія відновлення п'яти деталей прядильної машини
Інструкція по техніці безпеки для слюсарів по ремонту технологічного обладнання. 1. Перед початком роботи привести в порядок робочий одяг, підібравши...
-
Виробництво на підприємстві максимально автоматизоване, це дозволяє зберегти час і якісно виконати операції виробництва взуття. Після перевірки...
-
Завдяки високій концентрації енергії при зварюванні алюмінію по флюсу досягається висока глибина проплавлення основного металу, внаслідок чого...
-
Контактна зварювання титану - Властивості та застосування титану та його сплавів
Контактна зварювання титану забезпечує отримання високоякісних зварних з'єднань титанових сплавів при дотриманні технології. При точковому зварюванні...
-
Пори та методи боротьби з ними - Здатність до зварювання алюмінієвого сплаву
При зварюванні алюмінієвих сплавів висока частка браку зберігається через газову пористість. Пори при зварюванні алюмінію та його сплавів викликає...
-
Склад, властивості та структура зварюваного матеріалу - Здатність до зварювання алюмінієвого сплаву
АМц-алюмінієвий сплав, що деформується, у якому основним легуючим елементом є марганець. Хімічний склад матеріалу відповідає вимогам ГОСТ 4784-97. Сплав...
-
Підготовка зварювального дроту - Здатність до зварювання алюмінієвого сплаву
Для очищення поверхні алюмінієвого зварювального дроту рекомендується наступна його обробка: промивка розчинником для знежирювання; травлення у 15%-ому...
-
Опис механічного обладнання відділення в технологічній послідовності При охолодженні коксового газу виникає зменшення його об'єму, конденсація парів води...
-
Зварювальні флюси - Здатність до зварювання алюмінієвого сплаву
Для дугового зварювання алюмінію та його сплавів плавким електродом по флюсу (напіввідкритою дугою) застосовують в основному плавлені флюси. При...
-
При электросварочных работах возможны следующие виды травматизма: поражение электрическим током, поражение глаз и открытой поверхности кожи излучением...
-
ОСНОВНІ ТЕХНОЛОГІЧНІ ПРОЦЕСИ ПРИ ВИРОБНИЦТВІ СОЛОДУ - Технологія виробництва солоду
Для виробництва солоду використовують ячмінь, який відповідає вимогам ДСТУ - "Ячмінь для пивоваріння". Даний вид сировини, якій надходить на завод,...
-
Розрахунок норм витрат сировини і матеріалів 1) Розраховуємо норму витрат зеленого горошка за формулою: Де S - маса тисячі облікових банок, 367 Х -...
-
Технологічна схема і її описання - Особливості екології і технології виробництва калача уральського
Підготовка борошна. Борошно доставляється на хлібозавод у автоборошновозах, а додаткова сировина в автомашинах. Перед пуском у виробництво пропускають...
-
При нагріві деталей в печах метал взаємодіє з атмосферою печі. Результатом такої взаємодії являється окиснення, яке призводить до виникнення окалини на...
-
Підготовка сировини М'ясом називається туша або частина туші, отримана від забою худоби, що представляє собою сукупність м'язової, жирової, сполучної і...
-
Технохімічний контроль на підприємстві - Технологія борошна на прикладі борошномельного комбінату
Якість борошна визначають у кожній однорідній партії на основі результатів лабораторного аналізу середнього зразка. Який відбирають від цієї партії....
-
Підготовка зерна до помелу Таблиця 3 . Підготовка зерна до помелу. Назва операції Характеристика проведення операції Вплив на якість продукту...
-
Борошномельні якості зерна - Технологія борошна на прикладі борошномельного комбінату
Термін "борошномельні якості зерна" містить у собі сукупність його властивостей, що визначають організацію технологічного процесу, його параметри, вихід...
-
Опис технологічних операцій - Аналіз сучасного стану виробництва постійних магнітів
Принциповими елементами технології виробництва постiйних магнiтiв типу альніко являються: Отримання лігатури Al-Fe Зазвичай використовувана...
-
Через високу хімічну активність титанові сплави зварюються дуговим зварюванням в інертних газах неплавким і плавким електродом, дуговим зварюванням під...
-
Розщеплення крохмалю - Технологія виробництва солоду
Крохмаль - основний вуглевод ячменю, з якого у суслі формується основна частина екстракту. Тому з економічних міркувань при солодуванні ячменю дуже...
-
Біохімічні зміни - Технологія виробництва солоду
Вегетаційна вода, що з'являється у зерні при його зямочуванні, розчиняє той невеликий запас простих речовин (цукрів, амінокислот, пептидів та мінеральних...
-
Морфологічні зміни При надходженні вегетаційної вологи зерно набухає і збільшує свій об'єм внаслідок поглинання води його колоїдами. У проростаючому...
-
Свариваемость - это свойство металла образовывать при установленной технологии сварки соединения, отвечающие требованиям, обусловленным конструкцией...
-
Охорона праці на робочому місці - Технологія приготування пельменів
Поняття "Охорона праці" визначена статтею 1 Закону України "Про охорону праці". Охорона - це система правових, соціально-економічних,...
-
Товарозовча характеристика сировини - Технологія приготування пельменів
Борошно - це порошкоподібний продукт, який одержують при розмелюванні хлібних злаків. Назва борошна походить від виду зернової культури. Воно буває:...
-
Зварювальні дроти Зварювальні дроти застосовують як плавкий електрод при автоматичному та напівавтоматичному зварюванні під флюсом та в середовищі...
-
Допоміжні матеріали - Розробка технології виробництва туалетного мила
1 Їдкі луги відрізняються високою реакційною здатністю. При взаємодії з нейтральними жирами вони легко і достатньо швидко омилюють тригліцерини і...
-
Метеорологічні умови, Вентиляція - Розробка технології виробництва туалетного мила
Оптимальні та допустимі параметри температури, відносної вологості і швидкості руху повітря в робочій зоні виробничих приміщень для холодного та теплого...
-
Стислий опис технологічного процесу. Після випуску сталі і її розливання в изложниці (маса зливків буває 8,5-12,5 тонн) останні попадають на ділянку...
Техніка виконання швів - Технології зварювання кронштейну