Контроль якості виробу - Технології зварювання кронштейну
Ультразвуковий метод контролю заснований на здатності ультразвукових хвиль відбиватися від границі розтягу двох пружних середовищ, що володіють різними акустичними властивостями.
Відбившись від нижньої поверхні виробу, ультразвук вернеться, буде прийнятий датчиком, перетворений в електричні коливання й поданий на екран електронно-променевої трубки. При наявності дефектів ультразвукові коливання спотворяться: це буде видно на екрані електронно-променевої трубки, де з'явиться сплеск - перекручування. По характеру й розмірам перекручувань визначають види й розміри дефектів.
Ультразвукові коливання - це механічні коливання пружного середовища,
Частота яких лежить за порогом чутності людського вуха, тобто більше 2000 Гц. Для ультразвукового контролю застосовують коливання частотою 0,5-10 Мгц. "Ультра" (від латинського) означає "понад", "за межами". Частота коливань - це число коливань за 1 с.
Поширюються коливання в однорідних матеріалах по відносно прямих лініях, а на границі роздягнула двох різнорідних матеріалів (пори, тріщини й проч.) відбувається їхнє відбиття.
Випромінювання й прийом (реєстрація) ультразвукових коливань виробляються перетворювачами приладів, а самі прилади називаються ультразвуковими дефектоскопами. Така апаратура в нашій країні з'явилася лише в 1957 р., а сам спосіб використання ультразвукових коливань для дефектоскопії був уперше у світі запропонований нашим співвітчизником С. Я. Соколовим в 1928 р.
Основою перетворювачів звичайно є певний керамічний матеріал, що володіє п'єзоелектричним ефектом. "Пьезо" (грец.) у перекладі на українську мову означає "стискаю". П'єзоелектричний ефект проявляється в тім, що п'єзоелектрична пластина (з титанату барію, цирконат-титанату свинцю й ін.) під дією підведеного до неї змінного електричного потенціалу починає змінювати свою товщину й коливатися, механічно вібрувати й направляти пучок коливань перпендикулярно площини пластини, а під впливом механічних деформацій на протилежних поверхнях п'єзоелектричної пластини виникають електричні заряди - змінний електричний струм, що передається на відповідні прилади, що реєструють.
Проникнення ультразвукових коливань у контрольований виріб відбувається тоді, коли віддаляється повітря, що перебуває між контактуючими поверхнями випромінювача й виробу. Для цього між ними встановлюють акустичний контакт шляхом нанесення на поверхню контрольованого виробу шару мінерального масла, солідолу, технічного гліцерину, води й ін.
Процес поширення ультразвуку в тілі є хвильовим, він створює пружні коливання.
Випромінювачі й приймачі ультразвукових хвиль називаються пьезо перетворювачами. Пьезопластина може працювати і як випромінювач і як приймач. Для озвучування зварених виробів уживають в основному контроль. Луна-метод полягає в озвучуванні виробів короткими імпульсами ультразвуку й реєстрації луно-сигналів, відбитих до приймача. Ознакою дефекту є поява імпульсу на екрані. Луно-метод називають іноді ще методом Луно-локації.
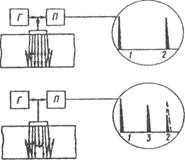
Рисунок 2.3. - Схема луна-імпульсного методу
Недолік ультразвукового контролю - у складності розшифровки дефекту, обмеженні для застосування на виробах аустенітних сталей, чавуну, металів із крупним зерном, у неможливості контролю сталей малої товщини (до 4 мм).
Для роботи на ультразвуковому контролі персонал (інженери, техніки) проходять спеціальну підготовку із придбанням навичок і з атестацією.
У наш час перебуває в користуванні й випускається більше 20 різних моделей дефектоскопів, наприклад, ДУК-66ПТ (дефектоскоп ультразвукових коливань, модель 66, портативний, модернізований), ВУЗД-НИИМ5, УД-11ПУ й багато інших.
Похожие статьи
-
Якість продукту -- це сукупність властивостей продукції, яку обумовлюють її придатність, задовольнити певні потреби відповідно до призначення. Від якості...
-
Зберігають ковбасні вироби, як правило, при температурі не вище 8 О С і 75-80% відносної вологості повітря. Термін реалізації варених ковбас 1 і 2 сорту...
-
Вибір зварювальних матеріалів - Технології зварювання кронштейну
Обираючи спосіб зварювання необхідно проаналізувати багато факторів, таких як матеріал деталі, його механічні властивості, товщина, вимогова якість...
-
Розрахунок розтрачання зварювальних матеріалів - Технології зварювання кронштейну
Нормування технологічного процесу напівавтоматичного зварювання проводиться за алгоритмом для ручного зварювання. 1)Визначення часу зварювання: T0=MН/...
-
Підготовка виробу під зварювання - Технології зварювання кронштейну
Метал, призначений для виготовлення зварних конструкцій, попередньо випрямляють, розмічають, розрізають на окремі деталі-заготовки й виконують, якщо це...
-
Після охолодження деталей до температури цеху проводиться контроль зразка на: твердість - твердомір ТК-1 - на попередньо підготовленій (зачищеній)...
-
Вибір зварювального обладнання - Технології зварювання кронштейну
Головні вимоги до джерел живлення при зварюванні в захисних газах є надійне збудження, стабільний процес зварювання, мале розбризкування розплавленого...
-
ЗАГАЛЬНА ЧАСТИНА - Технології зварювання кронштейну
Зварювальна техніка й технологія займають одне із провідних місць у сучасному виробництві. Зварюються корпуси гігантських супертанкерів і сітківка...
-
Порядок виконання швів, Розрахунок параметрів режимів зварювання - Технології зварювання кронштейну
Схема розчленування конструкції на технологічні вузли тa окремі деталі дозволяє розробити такий порядок складання-зварювання вузлів виробу, при якому...
-
Техніка виконання швів - Технології зварювання кронштейну
Доцільніше вести зварювання кутом назад, тому що при цьому забезпечується більше надійний захист розплавленого металу й кращий зовнішній вигляд шва....
-
Коротка характеристика виробу, його призначення і матеріал Об'єкт роботи - кронштейн, який може використовуватися як опора або елемент конструкції в...
-
Технохімічний контроль на підприємстві - Технологія борошна на прикладі борошномельного комбінату
Якість борошна визначають у кожній однорідній партії на основі результатів лабораторного аналізу середнього зразка. Який відбирають від цієї партії....
-
Рациональное конструирование сварных узлов Рабочие чертежи сварных конструкций следует разрабатывать с учетом мероприятий по уменьшению сварочных...
-
Методи контролю токсичних сполук, що зустрічаються у сировині та готовій продукції представлені в табл. 15. Показники безпеки визначаються наступними...
-
Опис виробу У сучасних галузях виробництва практично повсюдно використовуються поковки - чорнові деталі, за своїми розмірами і формі дуже близькі до...
-
Страви в ресторанах азербайджанської кухні виготовляють відповідно до нормативної документації, що діє в галузі (Збірник Рецептур Національних кухень). У...
-
Харчова цінність - це властивості продукції, які задовольняють фізіологічні потреби людини в енергії та основних харчових речовинах до яких відносяться...
-
В умовах формування ринку продовольчих товарів експертиза має велике значення і свої особливості. Ринкова економіка стимулює розвиток виробництва...
-
У якості датчика температури використовується термоперетворювач опору ТСМ - 1088 (поз.4-1 ), який перетворює зміну температури в зміну опору (див. рис...
-
Показники якості та дефекти борошна - Технологія борошна на прикладі борошномельного комбінату
Підприємство-виробник гарантує відповідність борошна вимогам стандарту за умови дотримання споживачами правил транспортування і зберігання. Визначаючи...
-
Металургійні та технологічні особливості зварювання алюмінію та його сплавів Для алюмінію та його сплавів застосовують практично всі промислові способи...
-
Контроль качества -- это деятельность, включающая проведение измерений, экспертизы, испытаний или оценки параметров объекта и сравнение полученных...
-
В качестве объекта разработки методики проведения неразрушающего контроля задается деталь -- стойка гидромотора. При разработке методике неразрушающего...
-
ЗАКЛЮЧИТЕЛЬНАЯ ЧАСТЬ, Контроль качества сварных швов и испытание готовых изделий - Способы сварки
Контроль качества сварных швов и испытание готовых изделий Качество - это совокупность свойств продукции, обусловливающих ее пригодность удовлетворять...
-
Поверхня напівфабрикатів необвітрена, колір і запах характерні для доброякісного м'яса, не повинно бути грубих сухожилків, шматків м'якоті з синцями,...
-
Борошномельні якості зерна - Технологія борошна на прикладі борошномельного комбінату
Термін "борошномельні якості зерна" містить у собі сукупність його властивостей, що визначають організацію технологічного процесу, його параметри, вихід...
-
Показники якості Показники якості за ГОСТ 15842-90 "Горошок зелений консервований. Технічні умови" Таблиця 4. Органолептичні показники горошку зеленого...
-
У дробарно-бункерні комплекси гірничорудних підприємств входять підземні камери. Приклад однієї з них показаний на рисунку 2.12. Рисунок 2.12 - Підземна...
-
После мойки детали поступают на контроль и сортировку, где определяется их пригодность для дальнейшего использования или ремонта. Результаты контроля и...
-
Вибір схеми технологічного процесу - Аналіз сучасного стану виробництва постійних магнітів
В даний час розроблено декілька технологій отримання магнітних матеріалів зі сплавів Fe-Ni-Al-Со: 1) метод порошкової металургії з подальшим пресуванням...
-
При обгрунтуванні вибору матеріалів слід врахувати особливості призначення і використання виробів, сучасні рекомендації моди в одязі, технологічні...
-
Вступ - Застосування комп'ютерно-інтегрованих систем в технології лиття
Актуальність комп'ютерно-інтегрованих технологій, для виготовлення деталей, займає дуже важливе місце в світі. На заході вже протягом багатьох років...
-
Производим осмотр состояния основного металла стенки, днища, настила и несущих элементов кровли, плавающей крыши. Устанавливаем наличие коррозионных...
-
Хімічні методи аналізу базуються на протіканні хімічних реакцій, що супроводжуються помітним зовнішнім ефектом: утворенням осаду чи забарвлених розчинів,...
-
Согласно ГОСТ 23829-79 акустические метода делят на две большие группы: использующие излучение и прием акустических волн (активные методы) и основанные...
-
Качество кулинарной продукции - совокупность кулинарной продукции, обусловливающих ее пригодность к дальнейшей обработке и (или) употреблению в пищу,...
-
Склад, властивості та структура зварюваного матеріалу - Здатність до зварювання алюмінієвого сплаву
АМц-алюмінієвий сплав, що деформується, у якому основним легуючим елементом є марганець. Хімічний склад матеріалу відповідає вимогам ГОСТ 4784-97. Сплав...
-
Контроль качества - Изготовление оконного блока с раздельным переплетом, фрамугой и форточкой
Контроль качества - это важный раздел в знаниях столяра. Контроль качества включает в себя припуски на обработку, выявления брака. Контроль качества...
-
Контроль качества готового сливочного масла - Технология производства сливочного масла
Консистенция сливочного масла является одним из основных показателей, определяющих его потребительские свойства. Решающее значение при этом имеет...
-
Проверки разделяются на две типологии: - эмпирический контроль; - приборный контроль. Эмпирический контроль заключается в визуальной проверке преформы....
Контроль якості виробу - Технології зварювання кронштейну