Зубонарезание - Технологии машиностроения
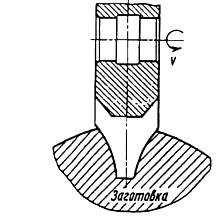
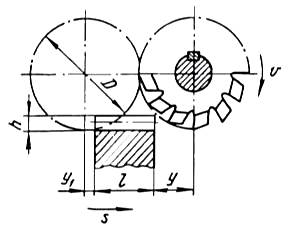
Основным методом получения зубчатых колес является обработка резанием. Неточные зубчатые колеса можно получать отливкой, а профиль зубчатых колес малого модуля - накатыванием. Получение профиля зубьев с применением лезвийного инструмента может осуществляться по методу копирования и методу обкатки. При первом способе обработки профиль инструмента (пальцевые и дисковые модульные фрезы, рис. 4.1, 4.2) определяется профилем впадины нарезаемого колеса.
А) Б)
Рис. 4.1 Нарезание зубчатого колеса дисковой модульной фрезой
Основные параметры процесса фрезерования дисковыми и пальцевыми фрезами по методу копирования, то есть скорость резания V, подачи, и глубина резания T определяются исходя из тех же основных положений, что и при обычном фрезеровании. Фреза прорезает одну впадину (канавку) между зубьями и возвращается в исходное положение. Заготовка с помощью делительной головки поворачивается на 1/Z часть оборота и процесс повторяется. Обработка производится на универсально-фрезерных станках. Недостатком нарезания зубчатых колес по методу копирования являются низкая точность обработки и малая производительность, а также необходимость иметь наборы инструментов для каждого модуля, состоящие из 8, 15 или 26 фрез.
А) б)
Рис. 4.2 Нарезание зубчатого колеса пальцевой модульной фрезой
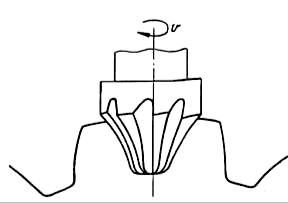
Нарезание зубчатых колес по Методу обкатки производится червячными модульными фрезами (рис. 4.5), долбяками (рис. 4.3), строгальными и обкаточными резцами. При обкатке поверхность зуба получается в результате обработки инструментом, режущие кромки которого представляют собой профиль сопряженной рейки или профиль зуба сопряженного колеса, и во время обработки инструмент с заготовкой образует сопряженную (правильно зацепляющуюся) зубчатую пару.
На рис. 4.3 дана схема работы долбяка, где указаны движения долбяка и заготовки в процессе резания: I - врезание (радиальная подача SРад); II - вращение долбяка вокруг своей оси и III - Вращение заготовки вокруг оси (движение обкатки SКр); IV - Рабочее VР. х. и возвратное (на холостом ходу) VХ. х. движение долбяка; V - для предохранения зубьев долбяка от трения при обратном ходе заготовка в начале обратного хода отодвигается от долбяка и в конце холостого хода возвращается обратно.
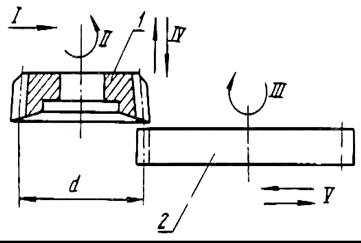
Рис. 4.3 Схема нарезания зубчатого колеса долбяком: 1 - долбяк; 2 - нарезаемое колесо.
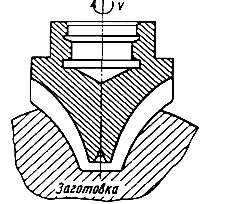
На рис. 4.4 показана схема нарезания долбяком одной межзубой впадины зубчатого колеса, из которого видно, что размеры и конфигурации среза меняются в каждой части контура, а следовательно, изменяется и нагрузка на режущий контур зубьев долбяка. Цифрами от 1 До 12 Указаны номера сечений срезов, снимаемых последовательно. Суммарное сечение, приходящееся на все одновременно работающие зубья, является величиной переменной и может быть определено по формуле:
[Мм2 ] ,
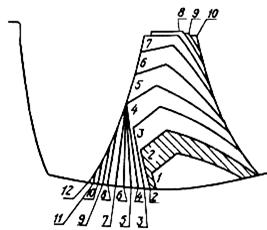
Рис. 4.4 Схема срезания слоев металла межзубой впадины шестерни долбяком
Процесс зубонарезания имеет следующие особенности:
- 1. Сечение срезаемого слоя изменяется за время обработки заготовки одним зубом. Кроме того, необходимо учитывать, что в работе участвуют одновременно несколько зубьев; 2. Различные участки лезвия неодинаково нагружаются, так как они срезают слои различного сечения и имеют различную скорость резания; 3. Оптимальная геометрия не может быть обеспечена, так как инструменты имеют весьма сложную форму и совершают сложные движения. Поэтому геометрические параметры назначают исходя из принципа сохранения точности профиля инструмента при его переточках.
Похожие статьи
-
Шлифование - Технологии машиностроения
Шлифование -- это процесс обработки при помощи абразивного инструмента, режущими элементами которого являются зерна абразивных материалов. Форма этих...
-
Фрезерование - Технологии машиностроения
Фрезерование -- процесс резания металла, осуществляемый вращающимся режущим инструментом при одновременной линейной подаче заготовки. Материал с...
-
Ковка - Технологии машиностроения
Ковка - процесс горячей обработки металлов давлением с помощью бойков или универсального подкладного инструмента. При ковке заготовка постепенно меняет...
-
Элементы и режимы резания - Технологии машиностроения
К элементам режима резания относятся глубина резания, подача и скорость резания. Глубина резания определяется в основном величиной припуска на обработку....
-
Горячая объемная штамповка - Технологии машиностроения
Объемная штамповка -- придание заготовке заданной формы и размеров путем принудительного заполнения материалом рабочей полости штампа, называемой ручьем....
-
Сущность сварки. Классификация способов сварки - Технологии машиностроения
Сваркой называется процесс получения неразъемного соединения двух или более деталей из твердых материалов (металлов) путем их местного сплавления или...
-
Возможные способы получения заготовки Виды обработка металлов давлением Процессы обработки металлов давлением по назначению подразделяют на два вида: 1)...
-
Аносов В. М. Разработка технологического процесса изготовления детали "зубчатое колесо" - Челябинск: ЮУрГУ, ТВ, 2006, 39 стр., 30 илл. Библиография...
-
Листовая штамповка - Технологии штамповки
Листовая штамповка - один из видов холодной обработки давлением, при котором листовой материал деформируется в холодном или подогретом состоянии....
-
Серый чугун. Свойства, марки и области применения - Технологии машиностроения
Наиболее широкое распространение в литейном производстве получил сплав железа с углеродом и кремнием, известный под названием серого чугуна. Этот чугун...
-
Литье под давлением - Технологии машиностроения
Сущность этого способа заключается в том, что расплав металла подается в стальную разъемную пресс-форму под давлением. Рабочее давление на расплав...
-
Прокатка металлов - Технология обработки металлов давлением
Прокатка металлов является таким видом пластической обработки, когда исходная заготовка обжимается вращающимися валками прокатного стана в целях...
-
Выбор инструментальных приспособлений произведен по методике изложенной в [13]. Исходные данные: конструкция крепежной части; конструкция посадочного...
-
Первые пакеты оптического распознавания символов имели четкое разделение по типу. Пакеты OCR Обучаемые Интеллектуальные В последнее время наблюдается...
-
Стратегия ускорения социально-экономического развития страны предусматривает всемерную интенсификацию производства на основе научно-технического...
-
Ковка и штамповка металла - Технология обработки металлов давлением
Ковка и штамповка металла включает такие процессы получения изделий, как ковка, объемная горячая штамповка и штамповка листового и пруткового материала в...
-
Волочение металла - Технология обработки металлов давлением
Волочение металла -- это протягивание изделия круглого или фасонного профиля через отверстие волочильного очка (волоку), площадь выходного сечения...
-
Маршрутная технология процесса изготовления деталей - Ремонт токарного станка
Выбор заготовки: при выборе заготовки для механической обработки заменяемой детали нужно учитывать технические требования, предъявляемые к детали....
-
Углеродистая сталь - Технологии машиностроения
Углеродистая сталь широко используется в промышленности. Основной составляющей частью, определяющей ее механические и другие свойства, является углерод....
-
Холодная штамповка, Объемная холодная штамповка - Технологии штамповки
Холодная штамповка производится в штампах без нагрева заготовок и сопровождается деформационным упрочнением металла. Холодная штамповка является одним из...
-
Технологичность конструкций литых деталей - Технология конструкционных материалов
Конструкция литой детали должна обеспечивать высокий уровень механических и эксплуатационных характеристик при заданной массе, конфигурации, точности...
-
Для литья на подложку обычно используют материалы с невысокой температурой переработки, такие как полипропилен, АБС-пластики и смеси на их основе....
-
Литье с газом - Общие аспекты и технология производства пластических масс
Технология литья с газом (Gas Assisted Injection Molding, Gas Injection Molding, Gas Injection Technique) была впервые предложена в 1970 г. и в последние...
-
Техника сварки - Технология сварки трубных конструкций из низколегированной стали
Изделия чаще собирают на сварочных прихватках. Сварочные прихватки представляют собой неполноценные короткие швы с поперечным сечением до 1/3 сечения...
-
Выводы - Технология сварки трубных конструкций из низколегированной стали
Тема письменной экзаменационной работы: Технология сварки трубных конструкций из низколегированной стали. Цель работы - описать технологический процесс...
-
Под методом ремонта принято понимать способы и приемы организации ремонтного производства с расчленением и специализацией ремонтных работ по отдельным...
-
Порядок выполнения заданной детали. Обработка заготовки на токарно-винторезном станке (черновая) I-центра; II-заготовка; III - резец черновой токарный...
-
Ответственность за создание здоровых и безопасных условий труда для работников моторного цеха несут начальник цеха и мастер отделения. Рабочие,...
-
Заготовительное производство в технологической цепочке изготовления продукции занимает важное место, поскольку решает вопросы повышения коэффициента...
-
Для изготовления передней рамы фронтального погрузчика МоАЗ 40484 применяется механизированная сварка, для сварки в защитном газе плавящимся проволочным...
-
Введение, Характеристика готового продукта - Разработка технологии получения строительного материала
В данной курсовой работе "разработка технологии получения строительного материала" мы будем рассматривать следующие решения задач, для достижения цели:...
-
Подготовка нефти на промыслах и ее транспортировка - Технологии переработки нефти
Поступающая из нефтяных и газовых скважин продукция не представляет собой соответственно чистые нефть и газ. Из скважин вместе с нефтью поступают...
-
ИНСТРУМЕНТЫ - Технология изготовления шезлонга
Для выполнения работ вам потребуются следующие инструменты: А) разметочные: складной метр, рулетка, метровая линейка, угольник, рейсмус, шило; Б)...
-
Принципы первичной переработки нефти., Перегонка нефти. - Технология переработки нефти
Нефть представляет собой сложную смесь парафиновых, нафтеновых и ароматических углеводов, различных по молекулярному весу и температуре кипения. Кроме...
-
Нормирование технологического процесса - Технология изготовления вала
Нормой времени называется время, необходимое для выполнения операций в определенных организационно-технологических условиях, исходя из рационального...
-
Термомеханическая обработка металла - Технология обработки металлов давлением
Успехи машиностроения, строительства и других отраслей промышленности в значительной мере определяются достижениями в области металлургического...
-
Введение - Технология обработки металлов давлением
Развитие народного хозяйства страны в значительной мере определяется ростом объема производства металлов, расширением сортамента изделий из металлов и...
-
КОНТРОЛЬ КАЧЕСТВА ДЕТСКОЙ ОБУВИ - Технология производства детской обуви
Сложность комплекса требований, предъявляемых к обуви различного назначения, большой ассортимент материалов, а также разнообразие и сложность воздействия...
-
Заготовка Для изготовления заготовок листов под стойку гидромотора применим гидроабразивную резку металла. Этот метод позволяет качественно резать не...
-
Введение, Технология кузнечных работ - Кузнечные операции
Испокон веков кузнечное ремесло ассоциировалось с магией. Да и как могло быть иначе, если в кузнице бесформенные куски железа превращались в вещи...
Зубонарезание - Технологии машиностроения