Техника сварки - Технология сварки трубных конструкций из низколегированной стали
Изделия чаще собирают на сварочных прихватках. Сварочные прихватки представляют собой неполноценные короткие швы с поперечным сечением до 1/3 сечения полного шва.
Прихватки придают изделию жесткость и препятствуют перемещению деталей, что может привести к трещинам в прихватках при их охлаждении.
При сварке труб диаметром до 300 мм прихватка выполняется равномерно по окружности в 4 местах швом высотой 3-4 мм и длиной 50 мм каждая. При сварке труб диаметром более 300 мм прихватки располагают равномерно по всей окружности стыка через каждые 250-300 мм.
Зажигание дуги.
Зажигание дуги между покрытым электродом и свариваемым изделием выполняют в два приема: коротким замыканием конца электрода с изделием и отрывом электрода от поверхности изделия на расстояние, равно примерно диаметру покрытого электрода. Короткое замыкание электрода с изделием необходимо для нагревания металла до соответствующей температуры.
Существует два способа зажигания дуги покрытыми электродами - впритык и скольжением, чирканьем.
По первому способу зажигания дуги, металл нагревается в точке короткого замыкания, по второму в нескольких точках, в результате скольжения торца электрода по поверхности свариваемого изделия. Используют оба способа зажигания дуги, причем первый чаще применяется при сварке в узких и неудобных местах.

Длина дуги.
Немедленно после зажигания дуги начинается плавление основного и электродного металлов. На изделии образуется ванна расплавленного металла. Сварщик должен поддерживать горение дуги так, что бы ее длина была постоянной. От правильно выбранной длины дуги зависят производительность сварки и качество сварного шва.
Сварщик должен подавать электрод в дугу со скоростью плавления электрода. Умение поддерживать дугу постоянной длины характеризует квалификацию сварщика.
Нормальной считают длину дуги, равную 0,5-1,1 диаметра стержня электрода, в зависимости от типа и марки электрода и положения сварки в пространстве. Увеличение длины дуги снижает ее устойчивое горение, глубину проплавления основного металла, повышает потери на угар и разбрызгивание электрода, вызывает образование шва с неровной поверхностью и усиливает вредное воздействие окружающей среды и атмосферы на расплавленный металл.
Положение электрода.
Наклон электрода при сварке зависит от положения сварки в пространстве, толщины и состава свариваемого металла, диаметра электрода, вида и толщины покрытия. Направление сварки может быть слева на право, справа на лево, от себя, на себя.
Независимо от направления сварки электрод должен быть наклонен к оси шва, так, что бы металл свариваемого изделия проплавлялся на наибольшую глубину и правильно бы формировался металл шва.
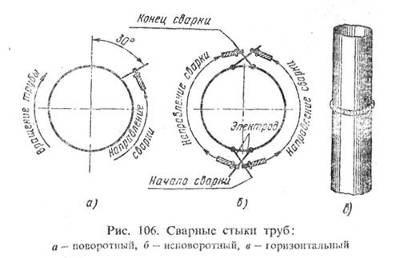
Для получения плотного и ровного шва для сварки в нижнем положении горизонтальной плоскости угол наклона электрода должен быть 15-30? от вертикали в сторону ведения шва - углом назад. Обычно дуга сохраняет направление оси электрода: указанным наклоном электрода сварщик добивается не только максимального проплавления металла и лучшего формирования шва, но и так же уменьшается скорость охлаждения металла сварочной ванны, что предотвращает образование горячих трещин в шве.
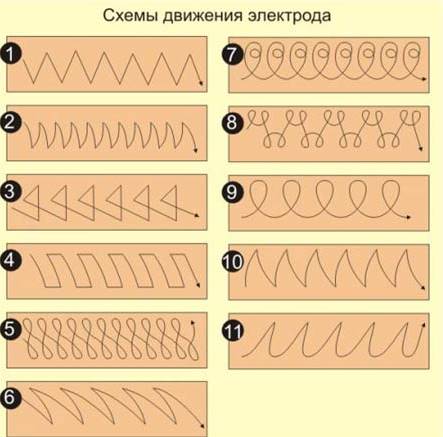
Колебательные движения электрода.
Для получения валика нужной ширины производят поперечные колебательные движения электрода. Если перемещать электрод только вдоль оси шва без поперечных колебательных движений, то ширина валика определяется лишь сварочным током и скоростью сварки и составляет от 0,8 до 1,5 диаметра электрода.
Чаще всего, применяют швы шириной от 1,5 до 4 диаметров электрода, получаемые с помощью поперечных колебательных движений электродов.
Движение треугольником применяют при выполнении угловых швов с катетами шва более 6мм и стыковых со скосом кромок в любом пространственном положении. В этом случае достигается хороший провар корня и удовлетворительное формирование шва
Грамотное и технически правильное перемещение электрода - главная задача и условие для получения качественного шва при выполнении сварочных работ.
Способы заполнения шва по длине и сечению.
Швы по длине и сечению выполняют на проход и обратно ступенчатым способом. Сущность способа сварки на проход заключается в том, что шов выполняется до конца в одном направлении. Обратно - ступенчатый способ состоит в том, что длинный предполагаемый к исполнению шов делят на сравнительно короткие ступени.
По способу заполнения швов по сечению различают однопроходные, однослойные швы, многопроходные и многослойные. Если число слоев равно числу проходов дугой, то такой шов называют многослойным.
Многослойные швы чаще применяют в стыковых соединениях, многопроходные - в угловых и тавровых. Для более равномерного нагрева металла шва по всей его длине выполняют двойным слоем, секциями, каскадом и блоками, причем в основу всех этих способов положен принцип обратноступенчатой сварки.
Окончание шва.
В конце шва нельзя сразу обрывать дугу и оставлять на поверхности металла шва кратер.
Кратер может вызвать появлений трещины в шве в следствии содержания в нем примесей, прежде всего, серы и фосфора. При сварке низкоуглеродистой стали кратер заполняют электродным металлом или выводят его в сторону на основной металл.
При сварке стали, склонной к образованию закалочных микроструктур, вывод кратер в сторону недопустим ввиду возможности образования трещин.
Не рекомендуется заваривать кратер за несколько обрывов и зажиганий дуги ввиду образований оксидных загрязнений металла.
Лучшим способом окончания шва будет заполнения кратера металлом в следствии прекращения поступательного движения электродов в дугу и медленного удлинения дуги до ее обрыва.
Похожие статьи
-
Выбор режима ручной дуговой сварки часто сводится к определению диаметра электрода и сварочного тока. Скорость сварки и напряжение на дуге...
-
Введение - Технология сварки трубных конструкций из низколегированной стали
История развития сварочного производства В решение задач научно-технического прогресса важное место принадлежит сварке. Сварка является технологическим...
-
Выбор режима сварки - Технология сварки трубных конструкций из низколегированной стали
Режимом сварки называется группа показателей, определяющих характер протекания процесса сварки. Основными показателями режима сварки являются: диаметр...
-
Подготовка металла к сварке Подготовка металла под сварку заключается в очистке, правке, разметке, резке и сборке под сварку. Разделка кромок в моем узле...
-
Общие сведения о дефектах Дефекты в сварных соединениях могут быть вызваны плохим качеством сварочных материалов, неточной сборкой и подготовкой стыков...
-
Общие сведения о режиме сварки Режимом сварки называют основные показатели, определяющие процесс сварки, которые устанавливаются на основе исходных...
-
Низколегированные стали, предназначены для изготовления деталей, работающих в условиях высоких температур (100-600 С) и при давлении газа или пара. Эти...
-
Выпрямитель многопостовой сварочный типа ВДМ, предназначен для питания сварочных постов электрической сварочной дугой, постоянным током при ручной...
-
Характеристика изделия Изделие которое предстоит изготовить - регистр отопления - предназначен для поддержания теплового баланса, в холодное время года в...
-
Технология полуавтоматической сварки - Электрическая дуговая сварка на полуавтоматах
При электродуговой полуавтоматической сварке используют защитные газы. В качестве защитных используются активные газы, т. е. такие, которые могут...
-
Техника газовой сварки - Технологии сварочного производства
Качество сварочного соединения зависит от правильного выбора режима и техники выполнения сварки. При ручной сварки пламя горелки направляют на...
-
Требования к подготовке деталей под сварку. - Технология и техника сварки
Заменяемая часть обшивки корабля подготавливается в цеховом помещении из листового металла. На ровную поверхность укладывается лист металла, где...
-
У - для сварки углеродистых сталей Д - с толстым покрытием Е - международное обозначение плавящегося покрытого электрода 51 - предел прочности на...
-
Материалы, применяемые при сварке - Технология и техника сварки
Электроды: ввиду большого разнообразия применяемых покрытий делятся на типы не по составу покрытий, а по назначению электродов и механическим свойствам...
-
Выводы - Технология сварки трубных конструкций из низколегированной стали
Тема письменной экзаменационной работы: Технология сварки трубных конструкций из низколегированной стали. Цель работы - описать технологический процесс...
-
Сварочные работы относятся к категории работ с повышенной степенью опасности, что обусловливает повышение требований к организации рабочих мест,...
-
Ручная дуговая сварка металлическими электродами с покрытием Качество швов зависит не только от техники сварки, но и от других факторов, таких как состав...
-
В проектируемом варианте при производстве передней рамы фронтального погрузчика МоАЗ 40484 используется механизированная сварка. Режимы сварки плавящимся...
-
Техника и режимы аргонодуговой сварки - Аргонодуговая сварка алюминия
Питание дуги осуществляется переменным током от источников с падающими внешними характеристиками. Перед тем как приступить к сварке, необходимо как можно...
-
Выбор сварочного оборудования, приспособления и инструменты - Технология и техника сварки
Чтобы изготовить лист бортовой обшивки применяем следующее оборудование: Тельфер - это небольшой подъемный кран, находящийся внутри цеха, используемый...
-
Леса, подмостки и трапы на судне должны быть надежными, изготовленными по утвержденным чертежам и принятыми представителями отдела техники безопасности....
-
Анализ конструкции (объекта дипломного проектирования) на предмет снижения ее массы, применения новых материалов, совершенствования конструктивных...
-
Введение - Технология и техника сварки
1) В условиях научно-технического прогресса особенно важно развитие определяющих его областей науки, техники и производства. Практически нет ни одной...
-
Требования к качеству изделия - Технология сварки трубных конструкций из низколегированной стали
В производстве сварных изделий различают дефекты: Наружные, внутренние и сквозные, исправимые и неисправимые. А) наружные дефекты: трещины, микротрещины,...
-
A. Изделие выполнено из низколегированной стали. Сталью называется сплав железа с углеродом, в котором содержание углерода не превышает 2%. Кроме...
-
Назначение изделия, конструкция - Технология и техника сварки
Оболочка корпуса, состоящая из днищевого, двух бортовых и палубного перекрытий, подкрепляется изнутри поперечными и продольными переборками и...
-
Введение - Технология сборки и сварки передней рамы фронтального погрузчика МоАЗ 40484
Создание сварочной конструкции, полностью отвечающей своему служебному назначению, экономичной при изготовлении и надежной в эксплуатации, представляет...
-
Расчет количества сварочного материала - Техника сборки и сварки трубы с тройником и заглушкой
Расчет необходимого количества материалов для сварки ведется на основе существующих норм их потребления при применении того или иного метода сварки....
-
Организация рабочего места Для выполнения сборочно-сварочных работ необходимо наличие средства индивидуальной защиты подразделяют согласно ГОСТ 12.4.011...
-
Перечень литературы - Технология сварки трубных конструкций из низколегированной стали
1. Технология электросварочных и газосварочных работ В. В.Овчинников Издательский центр "Академия" Москва 2010г. 2. Основы материаловедения...
-
Рама передняя фронтального погрузчика МоАЗ 40484 собирается на одном приспособлении. Сварка ведется механизированная сварка полуавтоматом NEBULA 500. На...
-
Сущность сварки. Классификация способов сварки - Технологии машиностроения
Сваркой называется процесс получения неразъемного соединения двух или более деталей из твердых материалов (металлов) путем их местного сплавления или...
-
Для изготовления передней рамы фронтального погрузчика МоАЗ 40484 применяется механизированная сварка, для сварки в защитном газе плавящимся проволочным...
-
Целью анализа литературы и патентов является поиск более перспективных и современных материалов, оборудования и других более совершенных изобретений для...
-
Характеристика сварочного материала - Техника сборки и сварки трубы с тройником и заглушкой
Для получения качественных швов при сварке данной конструкции выбираются электроды марки ЛБ 52У. Химический состав электродов ЛБ 52У (см. в таблице 5)....
-
ОПИСАНИЕ КОНСТРУКЦИИ - Техника сборки и сварки трубы с тройником и заглушкой
Тройник -- соединительная деталь трубопровода с тремя отверстиями, позволяющая подключать к основной трубе дополнительные ответвления. В зависимости от...
-
Электрошлаковая сварка - Виды сварки и способы их применения
Этот способ широко используют в промышленности для соединения металлов повышенной толщины: стали и чугуна различного состава, меди, алюминия, титана и их...
-
Виды сварки, Электрическая дуговая сварка - Виды сварки и способы их применения
Электрическая дуговая сварка При электрической дуговой сварке нагрев метала осуществляется дугой. При устойчивом длительном протеканий тока через...
-
Технология ремонта деталей машин и оборудования - Эксплуатация и ремонт горных машин и комплексов
Известно, что изношенные поверхности деталей могут быть восстановлены, как правило, несколькими способами. Для обеспечения наилучших экономических...
-
Сварка в смеси углекислого газа с кислородом При изготовлении и монтаже резервуарных конструкций основным способом сварки является сварка в среде...
Техника сварки - Технология сварки трубных конструкций из низколегированной стали