Специальные виды проката - Продукция прокатного производства
Периодический профиль - профиль, изменяющийся по определенному закону, повторяющемуся по длине. Периодические профили получают продольной, поперечной и винтовой прокаткой.
При продольной периодической прокатке получают профили с односторонним периодом, с двухсторонним совпадающим периодом, с несовпадающим верхним и нижним периодом. Окончательную форму изделию придают за один проход. Длина периода профиля определяется длиной окружности валка. При каждом обороте валков из них должен выходить отрезок полосы с целым числом периодов, поэтому наибольшая длина периода не может быть больше длины окружности валков.
Поперечная прокатка периодических профилей характеризуется тем, что заготовка и готовый профиль представляют собой тела вращения. Схема прокатки на трехвалковом стане представлена на рис. 3.

Рис. 3. Схема прокатки на трехвалковом стане
Прокатка осуществляется дисковыми или коническими валками, расположенными под углом 120 0 Друг к другу. Валки могут быть установлены с некоторым перекосом. Способ заключается в том, что три приводных валка 1 вращают заготовку 2, которая принудительно перемещается в осевом направлении со значительным натяжением. Гидравлическое устройство перемещает зажимной патрон 3 вместе с металлом в направлении рабочего хода. Во время прокатки валки сближаются и разводятся на требуемый размер гидравлической следящей системой в соответствии с заданным профилем копировальной линейки или системой ЧПУ по заранее заданной программе. Переход от одного профиля к другому осуществляется без замены валков, только за счет смены копира или программы.
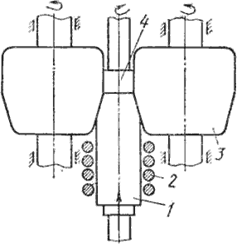
Рис. 4. Схема прокатки шестерни с осевой подачей заготовки
Поперечной прокаткой накатывают зубья шестерен между двумя вращающимися валками. Возможны два способа обработки зубьев: с осевой подачей обрабатываемой заготовки (прутковая прокатка) и прокатка с радиальной подачей валков (штучная прокатка). Прутковая прокатка шестерен (рис. 4) применяется для обработки прямозубых и косозубых шестерен с небольшими модулями (до 6 мм) и диаметром до 200 мм. Образование зубьев при прокатке осуществляется перемещением нагретой в кольцевом индукторе 2 заготовки 1 между двумя вращающимися зубчатыми валками 3, модуль которых равен модулю прокатываемой шестерни 4.
В начале прокатки заготовка приводится во вращение дополнительным зубчатым колесом, находящимся в зацеплении с валками. После выхода из зацепления шестерня вращается валками.
Станы винтовой прокатки широко применяют для прокатки стальных шаров диаметром 25...125 мм. Схема прокатки представлена на рис. 5.
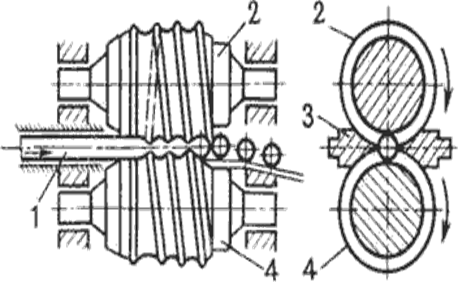
Рис. 5. Схема прокатки шаров
Валки 2 и 4 вращаются в одном направлении, в результате заготовка 1 получает вращательное движение. Для осевого перемещения оси валков располагают под углом к оси вращения. От вылета из валков заготовка предохраняется центрирующими упорами 3. В валках нарезают винтовые калибры. По характеру деформации калибр разделяется на формующий участок, где осуществляется захват заготовки и ее постепенное обжатие в шар, и отделочный участок, где придаются точные размеры шару, и происходит его отделение от заготовки. Диаметр валков в 5...6 раз превышает диаметр прокатываемых шаров, и составляет 190...700 мм. Производительность стана определяется числом оборотов валков, так как за один оборот Существуют станы для прокатки ребристых труб, для накатки резьб и т. д.
Похожие статьи
-
Продукция прокатного производства Форма поперечного сечения называется профилем проката. Совокупность профилей различной формы и размеров - сортамент. В...
-
Введение, Листовой прокат, Трубный прокат - Продукция прокатного производства
Форма поперечного сечения называется профилем проката. Совокупность профилей различной формы и размеров - сортамент. В зависимости от профиля прокат...
-
Способы прокатки - Прокат и его производство
Когда требуется высокая прочность и пластичность, применяют заготовки из сортового или специального проката. В процессе прокатки литые заготовки...
-
Прокатное производство является заготовительным производством и является завершающим звеном металлургического цикла: отливка заготовок, последующая...
-
Волочение - Продукция прокатного производства
Сущность процесса волочения заключается в протягивании заготовок через сужающееся отверстие (фильеру) в инструменте, называемом волокой. Конфигурация...
-
Технологический процесс прокатки - Прокат и его производство
Исходным продуктом для прокатки могут служить квадратные, прямоугольные или многогранные слитки, прессованные плиты или кованые заготовки. Процесс...
-
Инструмент и оборудование для прокатки Инструментом прокатки являются валки , которые в зависимости от прокатываемого профиля могут быть гладкими (рис....
-
Прессование - Продукция прокатного производства
Прессование - вид обработки давлением, при котором металл выдавливается из замкнутой полости через отверстие в матрице, соответствующее сечению...
-
Прокат и его производство - Прокат и его производство
Прокатка - Это способ обработки пластическим деформированием - наиболее распространенный. Прокатке подвергают до 90 % всей выплавляемой стали и большую...
-
ВВЕДЕНИЕ - Прокатное и кузнечно-прессовое производство
Уровень научно-технической подготовки производства определяет эффективность изготовления продукции основным производством, обуславливает возможность...
-
Оценка качества ячменя - Методы контроля качества сырья и готовой продукции при производстве пива
Качество ячменя оценивают в каждой партии по показателям, предусмотренным требованиями действующего ГОСТа. Партией называют любое количество однородного...
-
Исходными моментами для разработки плана производства и реализации продукции являются: перспективный план развития предприятия; мероприятия по повышению...
-
Новые тестоделительные машины "ВОСХОД-ТД-2" "ВОСХОД-ТД-3" Машины тестоделительные "Восход-ТД-2" и "Восход-ТД-3" (тестоделители) предназначены для...
-
Горячей прокаткой называют прокатку, которая происходит при температуре выше температуры рекристаллизации: Тпр = 0,4 Тпл; Тпр = (0,7-0,9) Тпл. Любая...
-
Разрезка и заготовительная обработка проката - Прокат и его производство
Производится на заготовительных участках механических цехов различными способами, отличающимися производительностью, точностью заготовки, стойкостью...
-
Правка проката - Прокат и его производство
Изделия, полученные прокаткой, часто требуют правки. Иногда правку выполняют в горячем состоянии, например, при производстве толстых листов. Но обычно в...
-
Подготовка сырья для большинства колбасных изделий состоит из следующих операций: разделка полутуш, обвалка отрубов, жиловка и сортировка мяса,...
-
Рис. 2.1 Технологическая схема приготовления белых кореньев Требования к качеству готовой продукции Контроль качества осуществляют по ГОСТ 16731-71...
-
Прием и хранение сырья Прием и хранение спирта Этиловый спирт поступает на ликероводочные заводы в железнодорожных или автомобильных цистернах. Спирт...
-
Основное сырье Колбасные изделия вырабатывают из мяса всех видов скота и птицы, обработанных субпродуктов 1-ой и 2-ой категории, белоксодержащих...
-
Оценивание уровня качества продукции, в частности колбас, будем производить методами, принятыми в квалиметрии. Квалиметрия - научная дисциплина,...
-
Оценка качества солода - Методы контроля качества сырья и готовой продукции при производстве пива
От качества перерабатываемого ячменного солода во многом зависит и качество готового пива. Качество солода определяют по органолептическим и химическим...
-
Здание цеха по производству преформ относится ко II степени огнестойкости. В качестве противопожарных мероприятий в соответствии с требованиями СНиП...
-
Крупность породы, подаваемой в приемный бункер ДСУ, контролируется визуально машинистом экскаватора, мастером смены участка добычи, мастером ДСУ....
-
Выбор типа дробильного оборудования производят исходя из того, что дробилки, устанавливаемые на последовательных стадиях дробления, должны быть увязаны...
-
Щебень для дорожного строительства Щебень является одним из основных материалов, применяющихся для строительства, ремонта и содержания, автомобильных...
-
Место и роль планирования в управлении производством на предприятиях АПК Агропромышленный комплекс России - один из наиболее крупных и важных секторов...
-
Качество продукции на машиностроительных предприятиях - Машиностроительное производство
Вопросы по теме: Понятие и показатели качества продукции. Управление качеством продукции. 1. Понятие и показатели качества продукции Качество - Это...
-
В разделе определяют численность работающих, фонд оплаты по категориям (тарифным разрядам) работающих, среднюю з/п одного работающего. Число рабочих на...
-
Усилители вкуса и аромата (запаха) -- вещества, усиливающие природный вкус и запах пищевого продукта. По происхождению ароматизаторы подразделяют на...
-
Качество помола солода. Степень измельчения сухого солода на дробильной машине характеризуется количественным соотношением отдельных фракций в помоле:...
-
Характеристика готовой продукции и сырья, Характеристика сырья - Производство хлеба бородинского
Характеристика сырья Качество булочных изделий обусловлено качеством сырья и технологией приготовления. Основным сырьем в производстве хлеба формового...
-
Роль специальных сталей в мировом производстве - Понятие и виды спецсталей
Сложившиеся мировые тенденции научно-технического развития в области разработки и использования сплавов и сталей со специальными свойствами, показывает...
-
К специальной обработке оптических деталей относятся следующие операции: 1) нанесение просветляющих пленок с целью уменьшения количества отраженного...
-
Современное металлургическое производство представляет собой комплекс различных производств, базирующихся на месторождениях руд и коксующихся углей,...
-
В столовой расположены 5 цехов: холодный, овощной, мясорыбный, кондитерский и горячий. Овощной цех - цех первичной обработки овощей и фруктов, их...
-
Охлаждение и хранение мяса, субпродуктов и птицы в охлажденном состоянии является наиболее совершенным методом их консервирования. Охлаждение значительно...
-
К факторам сохраняющим качество продовольственных товаров, относятся тара и упаковочные материалы, условия и сроки транспортирования, хранения и...
-
Качество готовых блюд, кулинарных и кондитерских изделий зависит от качества поступающего сырья и пф, правильного хранения. Важнейшим условием выпуска...
-
Основное и главное различие при изготовлении разнообразной продукции заключается в объемах производства одинаковых изделий, повторяемости и ритмичности...
Специальные виды проката - Продукция прокатного производства