Прокат и его производство - Прокат и его производство
Прокатка - Это способ обработки пластическим деформированием - наиболее распространенный. Прокатке подвергают до 90 % всей выплавляемой стали и большую часть цветных металлов. Способ зародился в XVIII веке и, претерпев значительное развитие, достиг высокого совершенства.
Сущность процесса: заготовка обжимается (сдавливается), проходя в зазор между вращающимися валками, при этом, она уменьшается в своЕм поперечном сечении и увеличивается в длину. Форма поперечного сечения называется профилем.
Процесс прокатки обеспечивается силами трения между вращающимся инструментом и заготовкой, благодаря которым заготовка перемещается в зазоре между валками, одновременно деформируясь. В момент захвата металла со стороны каждого валка действуют на металл две силы: нормальная сила и касательная сила трения (рис. 1).
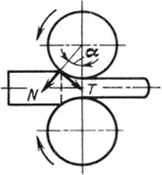
Рис. 1. Схема сил, действующих при прокатке
Угол - угол захвата, дуга, по которой валок соприкасается с прокатываемым металлом - дуга захвата, а объЕм металла между дугами захвата - очаг деформации.
Возможность осуществления прокатки определяется условием захвата металла валками или соотношением,
Где:- втягивающая сила - проекция силы трения на горизонтальную ось;- выталкивающая сила - проекция нормальной реакции валков на горизонтальную ось.
При этом условии результирующая сила будет направлена в сторону движения металла.
Условие захвата металла можно выразить:
Выразив силу трения через нормальную силу и коэффициент трения :, И, подставив это выражение в условие захвата, получим:
Или.
Таким образом, для захвата металла валками необходимо, чтобы коэффициент трения между валками и заготовкой был больше тангенса угла захвата.
Коэффициент трения можно увеличить применением насечки на валках.
При прокатке стали = 20...25 0, при горячей прокатке листов и полос из цветных металлов - = 12...15 0, при холодной прокатке листов - = 2...10 0.
Степень деформации характеризуется показателями:
- абсолютное обжатие: ( - начальная и конечная высоты заготовки);
Относительное обжатие:
Площадь поперечного сечения заготовки всегда уменьшается. Поэтому для определения деформации (особенно когда обжатие по сечению различно) используют показатель, называемый Вытяжкой (коэффициентом вытяжки).

Где: - первоначальные длина и площадь поперечного сечения, - те же величины после прокатки.
Вытяжка обычно составляет 1,1...1,6 за проход, но может быть и больше.
Похожие статьи
-
Выбор материала и технология производства заготовок деталей и инструментов
ВЫБОР МАТЕРИАЛА И ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЗАГОТОВОК ДЕТАЛЕЙ И ИНСТРУМЕНТОВ Цель работы - провести анализ условий работы заданного изделия, выбор...
-
Волочение - Продукция прокатного производства
Сущность процесса волочения заключается в протягивании заготовок через сужающееся отверстие (фильеру) в инструменте, называемом волокой. Конфигурация...
-
Технологический процесс прокатки - Прокат и его производство
Исходным продуктом для прокатки могут служить квадратные, прямоугольные или многогранные слитки, прессованные плиты или кованые заготовки. Процесс...
-
Электрошлаковая сварка. - Сварочное производство. Сварка плавлением
Сущность процесса заключается в том, что тепловую энергию, необходимую для расплавления основного и присадочного металла, дает теплота, выделяемая в...
-
Выбор метода и способа получения заготовки Необходимость экономии материальных ресурсов предъявляет высокие требования к рациональному выбору заготовок,...
-
Прессование - Продукция прокатного производства
Прессование - вид обработки давлением, при котором металл выдавливается из замкнутой полости через отверстие в матрице, соответствующее сечению...
-
Продукция прокатного производства Форма поперечного сечения называется профилем проката. Совокупность профилей различной формы и размеров - сортамент. В...
-
ОБРАБОТКА РЕЗАНИЕМ - Основные технологические процессы механообрабатывающих производств
Обработка металлов резанием, технологические процессы обработки металлов путем снятия стружки, осуществляемые режущими инструментами на металлорежущих...
-
Прокатное производство является заготовительным производством и является завершающим звеном металлургического цикла: отливка заготовок, последующая...
-
Разрезка и заготовительная обработка проката - Прокат и его производство
Производится на заготовительных участках механических цехов различными способами, отличающимися производительностью, точностью заготовки, стойкостью...
-
Способы прокатки - Прокат и его производство
Когда требуется высокая прочность и пластичность, применяют заготовки из сортового или специального проката. В процессе прокатки литые заготовки...
-
Электроннолучевая плавка металлов Для получения особо чистых металлов и сплавов используют электроннолучевую плавку. Плавка основана на использовании...
-
Производство стали в конвертерах - Производство стали
Кислородно-конвертерный процесс представляет собой один из видов передела жидкого чугуна в сталь без затраты топлива путем продувки чугуна в конвертере...
-
В процессе формования компаунд в виде порошка, чешуек или гранул помещают в пресс-форму и подвергают воздействию температуры и давления, в результате...
-
Производство стали в мартеновских печах - Новые технологии производства чугуна и стали
В мартеновских печах сжигают мазут или предварительно подогретые газы с использованием горячего дутья. Печь имеет рабочее (плавильное) пространство и две...
-
Производство стали в мартеновских печах - Полная характеристика черной металлургии
В мартеновских печах сжигают мазут или предварительно подогретые газы с использованием горячего дутья. Печь имеет рабочее (плавильное) пространство и две...
-
Производство стали в конверторах - Полная характеристика черной металлургии
Конвертор представляет собой сосуд грушевидной формы. Верхнюю часть называют козырьком или шлемом. Она имеет горловину, через которую жидкий чугун и...
-
Наиболее широко используется при изготовлении всевозможных сварных конструкций. В зависимости от материала сварной конструкции, ее габаритов, толщины...
-
Технологический процесс производства хлеба - Технологический процесс производства хлеба
Испокон веков выпекание хлеба требовало от пекаря особого мастерства, терпеливости и старания. Невзирая на бурное развитие передовых приемов переработки,...
-
Заключение - Развитие сварочного производства
Задачей сварочной операции является получение механически неразъемных соединений, подобных по свойствам свариваемому материалу. Это может быть...
-
Особенности производства ювелирных изделий, Основные процессы - Ювелирное дело
Основные процессы Производство является одним из важнейших факторов, влияющих на формирование потребительских свойств и качество ювелирных изделий. Одна...
-
Азотная кислота и главным образом ее природная соль - натриевая селитра известны с давних времен. В 778г. арабский ученый Гебер описал способ...
-
СЖАТЫЙ ВОЗДУХ В КУЗНЕЧНО-ШТАМПОВОЧНОМ ПРОИЗВОДСТВЕ - Сжатый воздух и его применение
Один из основных способов получения изделий из металла -- горячая обработка металлов давлением (ковка и штамповка). При этом используется свойство...
-
Техника газовой сварки - Технологии сварочного производства
Качество сварочного соединения зависит от правильного выбора режима и техники выполнения сварки. При ручной сварки пламя горелки направляют на...
-
Т. к. партия изготовляемых деталей составляет 400шт. Производство не крупносерийное; материал детали не литейная сталь, в исключительных случаях...
-
Производство стали - Разработка технологического процесса изготовления детали "зубчатое колесо"
Сущность процесса Основными материалами для производства стали являются передельный чугун и стальной лом (скрап). Содержание углерода и примесей в стали...
-
Термитная сварка, Механическая сварка (сварка трением) - Развитие сварочного производства
Осуществляется за счет тепловой энергии, выделяемой при обменной реакции компонентов термита - смеси оксидов железа (~ 80%) и измельченного алюминия (~...
-
Введение, Устройство дуговых электропечей. - Производство стали
В электропечи можно получать легированную сталь с низким содержанием серы и фосфора, неметаллических включений, при этом потери легирующих элементов...
-
Специальные виды проката - Продукция прокатного производства
Периодический профиль - профиль, изменяющийся по определенному закону, повторяющемуся по длине. Периодические профили получают продольной, поперечной и...
-
Введение, Листовой прокат, Трубный прокат - Продукция прокатного производства
Форма поперечного сечения называется профилем проката. Совокупность профилей различной формы и размеров - сортамент. В зависимости от профиля прокат...
-
Получение сульфата аммония основано на поглощении аммиака из коксового газа раствором серной кислоты и протекании реакции нейтрализации....
-
Основными факторами, которые влияют на процесс термического разложения пирита являются: - температура обжига, °С (Х1); - продолжительность обжига, время,...
-
Организация энергетического хозяйства - Машиностроительное производство
Вопросы по теме: Энергопотребление завода. Схемы энергоснабжения промышленных предприятий. 1. Энергопотребление завода Энергетическая Характеристика...
-
Рассмотрим конкретные задачи, которые роботы решают в настоящее время на промышленных предприятиях. Их можно разделить на три основных категории :...
-
Сварка плавлением - Сварочное производство. Сварка плавлением
Дуговая сварка Источником теплоты является электрическая дуга, которая горит между электродом и заготовкой. Сварочной дугой называется мощный...
-
ПОНЯТИЕ СВОБОДНОЙ КОВКИ - Основные технологические процессы механообрабатывающих производств
Свободную ковку заготовок разделяют на ручную и машинную. Ручную ковку производят на наковальне, при этом по поковке удары наносят кувалдой. Машинную...
-
Вопросы по теме Выбор способа получения заготовки и последовательность построения технологического процесса. Исходные данные, необходимые при...
-
Характеристики методов получения заготовок Вопросы по теме: Производство заготовок литьем. Производство заготовок пластическим деформированием. Получение...
-
9 Баранки Особую группу у хлебобулочных изделий, отличающуюся составом, свойствами, технологией производства и условиями хранения, составляют бараночные...
-
Проектирование меланжевой пряжи представляет собой важную, но весьма трудоемкую технологическую задачу. Поэтому перспективна разработка средств...
Прокат и его производство - Прокат и его производство