Прессование - Продукция прокатного производства
Прессование - вид обработки давлением, при котором металл выдавливается из замкнутой полости через отверстие в матрице, соответствующее сечению прессуемого профиля.
Это современный способ получения различных профильных заготовок: прутков диаметром 3...250 мм, труб диаметром 20...400 мм с толщиной стенки 1,5...15 мм, профилей сложного сечения сплошных и полых с площадью поперечного сечения до 500 см2.
Впервые метод был научно обоснован академиком Курнаковым Н. С. в 1813 году и применялся главным образом для получения прутков и труб из оловянисто-свинцовых сплавов. В настоящее время в качестве исходной заготовки используют слитки или прокат из углеродистых и легированных сталей, а также из цветных металлов и сплавов на их основе (медь, алюминий, магний, титан, цинк, никель, цирконий, уран, торий).
Технологический процесс прессования включает операции:
- - подготовка заготовки к прессованию (разрезка, предварительное обтачивание на станке, так как качество поверхности заготовки оказывает влияние на качество и точность профиля); - нагрев заготовки с последующей очисткой от окалины; - укладка заготовки в контейнер ; - непосредственно процесс прессования; - отделка изделия (отделение пресс-остатка, разрезка).
Прессование производится на гидравлических прессах с вертикальным или горизонтальным расположением плунжера, мощностью до 10 000 т.
Применяются две метода прессования: Прямой И Обратный (рис. 6.)
При прямом прессовании движение пуансона пресса и истечение металла через отверстие матрицы происходят в одном направлении. При прямом прессовании требуется прикладывать значительно большее усилие, так как часть его затрачивается на преодоление трения при перемещении металла заготовки внутри контейнера. Пресс-остаток составляет 18...20 % от массы заготовки (в некоторых случаях - 30...40 %). Но процесс характеризуется более высоким качеством поверхности, схема прессования более простая.
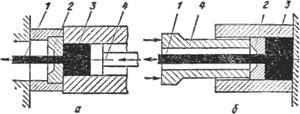
Рис. 6. Схема прессования прутка прямым (а) и обратным (б) методом
1 - готовый пруток; 2 - матрица; 3 - заготовка; 4 - пуансон
При обратном прессовании заготовку закладывают в глухой контейнер, и она при прессовании остается неподвижной, а истечение металла из отверстия матрицы, которая крепится на конце полого пуансона, происходит в направлении, обратном движению пуансона с матрицей. Обратное прессование требует меньших усилий, пресс-остаток составляет 5...6 %. Однако меньшая деформация приводит к тому, что прессованный пруток сохраняет следы структуры литого металла. Конструктивная схема более сложная
Процесс прессования характеризуется следующими основными параметрами: коэффициентом вытяжки, степенью деформации и скоростью истечения металла из очка матрицы.
Коэффициент вытяжки определяют как отношение площади сечения контейнера к площади сечения всех отверстий матрицы.
Степень деформации:
Скорость истечения металла из очка матрицы пропорциональна коэффициенту вытяжки и определяется по формуле:
Где: - скорость прессования (скорость движения пуансона).
При прессовании металл подвергается всестороннему неравномерному сжатию и имеет очень высокую пластичность.
К основным преимуществам процесса относятся:
- - возможность обработки металлов, которые из-за низкой пластичности другими методами обработать невозможно; - возможность получения практически любого профиля поперечного сечения; - получение широкого сортамента изделий на одном и том же прессовом оборудовании с заменой только матрицы; - высокая производительность, до 2...3 м/мин.
Недостатки процесса :
- - повышенный расход металла на единицу изделия из-за потерь в виде пресс-остатка; - появление в некоторых случаях заметной неравномерности механических свойств по длине и поперечному сечению изделия; - высокая стоимость и низкая стойкость прессового инструмента; - высокая энергоемкость.
Похожие статьи
-
Волочение - Продукция прокатного производства
Сущность процесса волочения заключается в протягивании заготовок через сужающееся отверстие (фильеру) в инструменте, называемом волокой. Конфигурация...
-
ВВЕДЕНИЕ - Прокатное и кузнечно-прессовое производство
Уровень научно-технической подготовки производства определяет эффективность изготовления продукции основным производством, обуславливает возможность...
-
Введение, Листовой прокат, Трубный прокат - Продукция прокатного производства
Форма поперечного сечения называется профилем проката. Совокупность профилей различной формы и размеров - сортамент. В зависимости от профиля прокат...
-
Прямое прессование - Технологические процессы производства изделий из поливинилхлорида
Метод прямого прессования широко используется для производства изделии из термореактивных материалов. На рис.2 представлена типич-ная пресс-форма,...
-
Прокатное производство является заготовительным производством и является завершающим звеном металлургического цикла: отливка заготовок, последующая...
-
Качество продукции на машиностроительных предприятиях - Машиностроительное производство
Вопросы по теме: Понятие и показатели качества продукции. Управление качеством продукции. 1. Понятие и показатели качества продукции Качество - Это...
-
Основное и главное различие при изготовлении разнообразной продукции заключается в объемах производства одинаковых изделий, повторяемости и ритмичности...
-
Подготовка сырья для большинства колбасных изделий состоит из следующих операций: разделка полутуш, обвалка отрубов, жиловка и сортировка мяса,...
-
Продукция прокатного производства Форма поперечного сечения называется профилем проката. Совокупность профилей различной формы и размеров - сортамент. В...
-
Оценивание уровня качества продукции, в частности колбас, будем производить методами, принятыми в квалиметрии. Квалиметрия - научная дисциплина,...
-
Горячей прокаткой называют прокатку, которая происходит при температуре выше температуры рекристаллизации: Тпр = 0,4 Тпл; Тпр = (0,7-0,9) Тпл. Любая...
-
ВВЕДЕНИЕ - Планирование организации производства продукции на предприятии АПК
Организация производства неразрывно связана с технологией. Технология устанавливает последовательность выполнения операций по превращению предметов труда...
-
Ферросилиций Доменный ферросилиций содержит до 14 % Si. Ферросплавная промышленность выпускает ферросилиций 3 марок: 45 %-ный (43-50 % Si), 75 %-ный...
-
Исходными моментами для разработки плана производства и реализации продукции являются: перспективный план развития предприятия; мероприятия по повышению...
-
Характеристика готовой продукции и сырья, Характеристика сырья - Производство хлеба бородинского
Характеристика сырья Качество булочных изделий обусловлено качеством сырья и технологией приготовления. Основным сырьем в производстве хлеба формового...
-
Специальные виды проката - Продукция прокатного производства
Периодический профиль - профиль, изменяющийся по определенному закону, повторяющемуся по длине. Периодические профили получают продольной, поперечной и...
-
Охлаждение и хранение мяса, субпродуктов и птицы в охлажденном состоянии является наиболее совершенным методом их консервирования. Охлаждение значительно...
-
К факторам сохраняющим качество продовольственных товаров, относятся тара и упаковочные материалы, условия и сроки транспортирования, хранения и...
-
Основное сырье Колбасные изделия вырабатывают из мяса всех видов скота и птицы, обработанных субпродуктов 1-ой и 2-ой категории, белоксодержащих...
-
Качество помола солода. Степень измельчения сухого солода на дробильной машине характеризуется количественным соотношением отдельных фракций в помоле:...
-
Выбор типа дробильного оборудования производят исходя из того, что дробилки, устанавливаемые на последовательных стадиях дробления, должны быть увязаны...
-
Качество готовых блюд, кулинарных и кондитерских изделий зависит от качества поступающего сырья и пф, правильного хранения. Важнейшим условием выпуска...
-
Современное металлургическое производство представляет собой комплекс различных производств, базирующихся на месторождениях руд и коксующихся углей,...
-
Оценка качества ячменя - Методы контроля качества сырья и готовой продукции при производстве пива
Качество ячменя оценивают в каждой партии по показателям, предусмотренным требованиями действующего ГОСТа. Партией называют любое количество однородного...
-
Общие принципы выбора заготовки - Заготовительное и литейное производство
Наиболее широко для получения заготовок в машиностроении применяют следующие методы: литье, обработка металла давлением и сварка, а также комбинация этих...
-
Оценка качества солода - Методы контроля качества сырья и готовой продукции при производстве пива
От качества перерабатываемого ячменного солода во многом зависит и качество готового пива. Качество солода определяют по органолептическим и химическим...
-
Рис. 2.1 Технологическая схема приготовления белых кореньев Требования к качеству готовой продукции Контроль качества осуществляют по ГОСТ 16731-71...
-
В соответствии со стандартом к готовой продукции предъявляются следующие требования. Поверхность батонов колбасных изделий должна быть чистой, сухой, без...
-
ЗАКЛЮЧЕНИЕ - Планирование организации производства продукции на предприятии АПК
При планировании производственной программы, особенно на первом этапе составления техпромфинплана, и при разработке проекта контрольных показателей плана...
-
План является не только внутренним документом, он необходим и при установлении контактов, связей с банками, инвесторами, заготовителями продукции и...
-
Место и роль планирования в управлении производством на предприятиях АПК Агропромышленный комплекс России - один из наиболее крупных и важных секторов...
-
Усилители вкуса и аромата (запаха) -- вещества, усиливающие природный вкус и запах пищевого продукта. По происхождению ароматизаторы подразделяют на...
-
Крупы Полтавскую и Артек вырабатывают из твердой пшеницы. Зерноочистительное отделение Пшеницу в зерноочистительном отделении очищают путем: однократного...
-
Щебень для дорожного строительства Щебень является одним из основных материалов, применяющихся для строительства, ремонта и содержания, автомобильных...
-
Заключение - Развитие сварочного производства
Задачей сварочной операции является получение механически неразъемных соединений, подобных по свойствам свариваемому материалу. Это может быть...
-
Литье при низком давлении - Общие аспекты и технология производства пластических масс
Одной из разновидностей литья под давлением термопластичных материалов является т. н. литье при низком давлении (low-pressure injection molding). Литье...
-
Лучевые способы сварки - Сварочное производство. Сварка плавлением
Электронно-лучевая сварка. Сущность процесса состоит в том, что свариваемые детали, собранные без зазора, помещают в вакуумную камеру и подают на них...
-
Электроннолучевая плавка металлов Для получения особо чистых металлов и сплавов используют электроннолучевую плавку. Плавка основана на использовании...
-
Прием и хранение сырья Прием и хранение спирта Этиловый спирт поступает на ликероводочные заводы в железнодорожных или автомобильных цистернах. Спирт...
-
Характеристики методов получения заготовок Вопросы по теме: Производство заготовок литьем. Производство заготовок пластическим деформированием. Получение...
Прессование - Продукция прокатного производства