Технология производства продукции. - Разработка мясоперерабатывающего цеха по производству вареных колбас "докторская" и "московская"
Подготовка сырья для большинства колбасных изделий состоит из следующих операций: разделка полутуш, обвалка отрубов, жиловка и сортировка мяса, предварительное измельчение.
Перед поступлением сырья на разделку его осматривают ветеринарные врачи, загрязненные участки поверхности промывают водой и срезают клейма, нанесенные непищевой краской. Затем мясо взвешивают на подвесных путях или на напольных весах и передают на дальнейшую обработку.
Разделка.
Цель разделки -- расчленение полутуш на отдельные отрубы для облегчения последующей операции обвалки; обвалку проводят дифференцированно (каждый рабочий специализируется на обработке определенных частей туши), что повышает производительность труда и качество обвалки.
Обвалка.
Обвалку мяса в основном производят дифференцированным методом. На малых предприятиях применяют и потушную обвалку, т. е. один рабочий обрабатывает всю тушу. Обвалка должна быть тщательной: разрешается оставлять лишь незначительную красноту на поверхности костей сложного профиля (позвонков).
Обвалку производят на стационарных или конвейерных столах. Чтобы устранить излишнее транспортирование мяса, практикуют спаренную обвалку и жиловку: обвальщик работает за одним столом с одним или двумя жиловщиками.
При обвалке необходимо строго соблюдать правила безопасности. Рабочих снабжают коротким кольчужным фартуком и специальными кольчужными перчатками.
Жиловка.
После обвалки мясо направляют на жиловку: от деление соединительной ткани, кровеносных и лимфатических сосудов, хрящей, мелких косточек, кровоподтеков и загрязнений. Соединительная ткань обладает более низкой пищевой ценностью и к тому же при тепловой обработке колбасных батонов полностью не разваривается, что ухудшает их качество. Мясо с большим содержанием соединительной ткани используют для выработки низкосортных колбас, студней, зельцев. При жиловке говядины и баранины отделяют также и жир, плохо усваивающийся организмом. Жиловку производят дифференцированно -- вручную специальными ножами. Куски обваленного мяса разделяют на отдельные мускулы, а затем отделяют мышечную ткань. В процессе жиловки получают куски мяса массой 400 -- 500 г, а на отдельных мясокомбинатах -- до 1 кг.
В свинине сравнительно мало соединительной ткани, которая к тому же легко разваривается, и поэтому процесс жиловки свинины часто называют разборкой. Мышечную ткань свинины отделяют от шпика и освобождают от крупных сухожилий, становых жил и кровоподтеков. Жилованную свинину сортируют в зависимости от количества содержащегося в ней жира на три сорта: нежирную, полужирную и жирную. Нежирная свинина содержит до 10%, полужирная 30...50, а жирная более 50% межмышечного и мягкого жира. Полужирную свинину можно составлять из нежирной и соответствующего количества жирной. Средний выход свинины после разборки по сортам (в % к массе разобранной свинины) составляет: нежирная -- 40%, полужирная и жирная -- по 30%.
Свиной шпик со шкурой или без нее в зависимости от ассортимента разделяют на торговый (соленый), копченый (венгерское сало) и колбасный. Разделку шпика производят обвальщики на обвалочных или жиловочных столах. На поверхности торгового шпика допускается наличие прирези мяса не более 5% к массе шпика. Толщина шпика в тонкой части должна быть не менее 2,5 см, масса куска -- не менее 1 кг. Для выработки копченого шпика выделяют куски шпика из спинной части массой не менее 0,5 кг и толщиной 6...10 см.
Колбасный шпик выделяют из боковой и спинной частей туш. На поверхности допускается не более 10% прирези мяса для хребтового шпика и не более 25% -- для бокового. После разделки шпик в зависимости от дальнейшего использования направляют в посол или на хранение в охлажденном и мороженом виде. Свиную обрезь перетапливают или используют в производстве котлет. Отходы соединительной ткани, пригодные на пищевые цели (хрящи, сухожилия, пленки и др.), употребляют для выработки студней и зельцев. Не пищевую обрезь направляют в цех кормовых и технических продуктов для выработки кормовой муки.
На крупных предприятиях внедряют конвейерные линии разделки, обвалки и жиловки мяса, механизирующие все транспортные операции в сырьевом цехе. Вдоль первой половины конвейера расположены столы для обвалки мяса, вдоль второй -- столы для жиловки.
Конвейеры делают двухленточные и одноленточные. В двухленточные конвейерах верхняя лента предназначена для транспортирования частей туш и костей, полученных после обвалки; нижняя служит для жилованного мяса. На одноленточных конвейерах части туши (отрубы), жилованное мясо и кости перемещаются на одной ленте. На участке конвейера, где находятся столы для жиловки мяса, конвейерная лента разделена продольными перегородками на три участка для каждого сорта мяса. Кость выгружается в конце транспортного конвейера или ее можно перемещать обратным ходом ленты конвейера. Затем эта кость передается на распиловку или дробление.
Посол мяса.
Для достижения необходимых технологических свойств готового продукта (вкуса, аромата, цвета, консистенции) и предохранения их от микробиологической порчи осуществляют посол мяса. Для этого в мясо вводят потолочные вещества. Обязательной и доминирующей составляющей потолочных составов является поваренная соль. Накопление ее в мясе в оптимальном количестве придает ему соленый вкус, оказывает консервирующее действие. Сочетание посола с другими консервирующими воздействиями (охлаждение, обезвоживание, копчение, тепловая обработка) надежно предохраняет готовый продукт от порчи.
Посол является сложной совокупностью различных по своей природе процессов: массообмена (накапливание в мясе в необходимых количествах посолочных веществ и их равномерное распределение по объему продукта, а также, возможно, потеря водосолерастворимых веществ мяса в окружающую среду); изменения белковых и других веществ мяса; изменения влажности и влагосвязывающей способности мяса; изменения массы; изменения микроструктуры продукта в связи со специфичным развитием ферментативных процессов в присутствии посолочных веществ и из-за механических воздействии; вкусоароматообразования в результате развития ферментативных и микробиологических процессов и использования вкусовых веществ и ароматизаторов в составе посолочных смесей; стабилизации окраски продукта.
Посол является обязательной и определяющей операцией в технологиях колбасных и соленых продуктов. При значительной общности технологий каждая из них имеет свои особенности и отличия.
Процессы, характерные для посола, могут продолжать свое развитие и после окончания периода собственно посола.
Температура системы рассол--ткань является фактором, наиболее существенно изменяющим величину коэффициента проникновения. Этот путь сокращения продолжительности посола представляет особый интерес в связи с тем, что повышение температуры ускоряет и другие изменения, улучшая продукт.
Продолжительность процесса пропорциональна квадрату пути проникновения. Поэтому уменьшение толщины сырья ведет к резкому сокращению длительности посола. В этой связи при посоле используют мясные отрубы и бескостное сырье, а также инъекцию рассола внутрь сырья с образованием в нем начальных зон его накопления.
В колбасном производстве посол складывается из операции смешивания измельченного сырья с посолочными веществами (макрораспределение) и выдержки в посоле (микрораспределение), обеспечивающих их контакт с веществами мяса по всему объему. Продолжительность посола колбасного мяса зависит от степени измельчения сырья: чем выше степень измельчения, тем меньше путь проникновения и сроки выдержки его в посоле.
Технология посола колбасного мяса.
В группу операций по посолу мяса для колбасных изделий обычно входят его предварительное измельчение, смешивание с посолочными веществами и выдержка в посоле. В зависимости от вида и сорта колбас мясо измельчают до разной степени: на куски массой до 400 г, до 16...25 мм (шрот) или 2...3 мм и до тонкоизмельченного (куттерованного) состояния. Мясо смешивают с посолочными веществами в мешалке или куттере. В зависимости от вида готовой продукции вводят для вареных колбас 2,5% соли к массе мяса, для полукопченых и копченых -- 3...4%, а также 0,005% нитрита в виде раствора, приготовляемого в лаборатории. Возможно также применение сухой нитритной смеси, которая, кроме поваренной соли, содержит равномерно распределенный на поверхности частиц соли нитрит натрия в количестве 0,6% к ее массе. При кратковременной выдержке мяса для вареных колбас при повышенных температурах помещения и сырья нитрит можно вводить в процессе куттерования.
При использовании мяса в парном состоянии смешивание его с посолочными веществами совмещается с тонким измельчением и приготовлением фарша в куттере (метод Киевского мясокомбината). В этом случае выдержка мяса в посоле исключается. Приобретению фаршем нужных свойств способствует добавление в него при куттеровании препарата гемолизированной парной подсоленной крови, который готовят из парной крови (30...36 °С), смешивая ее с водой (38...41°С) в соотношении 1:1 (нитрит натрия растворяют в воде перед смешиванием ее с кровью). Количество вводимой в препарат поваренной соли -- 0,5% к его объему. Необходимость выдержки в посоле отпадает также в случае виброперемешивания мяса (в любом термическом состоянии), применения виброосадки сырых батонов вареных, полукопченых и варено-копченых колбас, при изготовлении фарша сырокопченых и полукопченых колбас из подмороженного мяса в куттере. Быстрое вакуумное охлаждение позволяет выдерживать мясо в емкостях любого типа в течение 1...2 суток без опасности порчи.
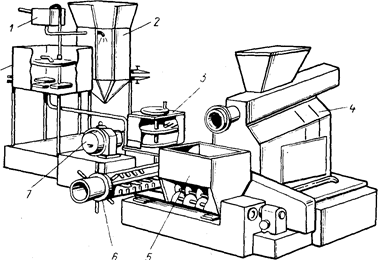
Рис. 1. Посолочный агрегат: 1 - автоматический рассолоприготовитель; 2 - сборник рассола; 3 - дозатор рассола; 4 - волчок; 5 - дозатор мяса; 6 - шнековый смеситель; 7 - электродвигатель; 8 - охладитель
Широкое распространение получил посолочный агрегат (рис. 1), в состав которого входит волчок, дозаторы сухих посолочных веществ или их растворов и мешалка (периодического или непрерывного действия). В случае применении рассола он может подаваться непосредственно в область режущего механизма волчка, в шнековый смеситель, устанавливаемый на выходе из волчка, или в мешалку. При ускоренном посоле (6 ч) мяса для вареных колбас его измельчают на волчке до размеров частиц 2...3 мм и смешивают с насыщенным холодным (10...12°С) рассолом (10% к массе сырья).
Увеличение размеров кусков мяса замедляет процесс распределения посолочных ингредиентов и соответственно повышает сроки выдержки мяса в посоле (при 2...4°С): при степени измельчения 2...3мм -- 6...12ч для вареных колбас; 16... 25 мм -- 24ч для вареных и 24...48 ч для полукопченых и варено-копченых колбас; при посоле в кусках до 400 г - 24ч для вареных, 48ч для полукопченых и 5 суток для сырокопченых колбас.
Измельчение соленого мяса и шпика.
При производстве колбас большое значение имеет выработка качественно однородного продукта. Это достигается использованием стандартных линий, состоящих из отдельных машин (измельчитель мороженых блоков, волчок, мешалка, куттер или вакуумный куттер) и устанавливающихся в соответствии с потоком сырья. Перерабатываемое сырье можно подавать к отдельным машинам с помощью ленточных транспортеров или стандартных тележек.
После посола для получения колбас более нежной консистенции и получения более монолитного фарша мясо вторично измельчают на различных машинах или применяют комбинированные и специальные машины для тонкого измельчения мяса. В зависимости от вида и сорта колбас степень измельчения мяса различна. При производстве сосисок, сарделек, вареных и ливерных колбас и паштетов мясо подвергают такой степени измельчения, при которой наблюдается значительное разрушение структуры клеток. Продукт получается с однородной структурой, нежной консистенции и хорошего вкуса.
При производстве вареных колбас, сосисок и сарделек мясо измельчают на куттере, если оно было достаточно хорошо измельчено на волчке перед посолом. Если же перед посолом мясо подвергалось грубому измельчению (диаметр отверстий в решетке волчка 16...25 мм), то его вторично измельчают на волчке через решетку с отверстиями диаметром 2...3 мм.
При производстве колбас одной из основных операций является получение стабильных эмульсий, в которых не образуется отеков бульона и жира. Колбасная эмульсия имеет две фазы: прерывистую (жировые глобулы) и непрерывную водную с растворенным актомиозином и другими белками мышечной ткани. Такие системы получают, вводя мелкие частицы жира в растворенную в воде белковую основу, и стабилизируют нагреванием в результате коагуляции белка. Растворение белков мышечной ткани и образование эмульсии происходят при измельчении мяса в куттере или при его обработке в смесителе в присутствии 2%-ного хлорида натрия. Если эмульсию перекуттеровать, жировые глобулы слишком измельчаются, а площадь поверхности возрастает настолько, что может не хватить белка для эмульгировання всего жира. Такие эмульсии распадаются и обусловливают низкое качество готового продукта.
При изготовлении вареных колбас, сосисок, где достигается более полное разрушение структуры тканей, чем на волчке. Режущий механизм куттера состоит из серповидных ножей и металлической гребенки, между зубьями гребенки проходят ножи. Принцип резания -- рассекание тканей. При обработке на куттере мясо нагревается, поэтому во время куттерования к нему, кроме холодной воды, добавляют около 10% льда. Температура мяса во время и после куттерования не должна быть выше 8...10°С. Производительность куттера зависит от его конструктивных особенностей, а также от заточки ножей. Величины зазора между лезвиями ножей и внутренней поверхностью чаши и продолжительности куттерования. Продолжительность цикла куттерования составляет 5...8 мин в зависимости от свойств обрабатываемого мяса (жесткости) и вида вырабатываемых колбас.
Если на куттере обрабатывают совместно мясо различной жирности, вначале загружают и измельчают или говядину, или нежирную свинину, а затем полужирную свинину. Лед добавляют во время обработки нежирного мяса. Мясо загружают постепенно.
Куттера различают в зависимости от вместимости чаши и способа ее разгрузки. Разгрузка может быть механической и ручной. Механическая разгрузка производится с помощью вращающейся тарелки или скобы, а также через отверстие в центре чаши. Современные куттера могут перерабатывать сырье в замороженном виде без предварительного измельчения на волчке. Эти новые высокопроизводительные машины позволяют готовить фарш и для копченых колбас.
В настоящее время для тончайшего измельчения мяса применяют эмульсоры, микрокуттера, коллоидные мельницы и другие измельчители непрерывного действия.
Кусочки шпика должны иметь установленную рецептурой форму (куба или правильной призмы) и определенные размеры. Шпик очищают от соли, зачищают. В тех случаях, когда шпик поступает со шкуркой, ее удаляют.
Шпик измельчают на стандартные кусочки на машине-шпигорезке (для некоторых колбас -- вручную). Режущий механизм шпигорезки может состоять из двух взаимно перпендикулярных наборов дисковых ножей и серповидного ножа или из двух ножевых рам и серповидного или дискового ножа. Конструкции шпигорезок различают в зависимости от устройства режущего механизма и направления движения шпика в машине (вертикальное и горизонтальное).
Приготовление фарша.
Фарш для каждого вида и сорта колбас составляют по рецептуре (точное количественное соотношение составных частей фарша). Чтобы фарш был равномерным, необходимо его тщательно перемешивать. Кусочки шпика, грудинки или языка, если они входят согласно рецептуре в состав фарша, должны сохранить свою первоначальную форму и после перемешивания.
Структурно-однородный фарш (без шпика) смешивают в куттере при измельчении сырья. Порядок загрузки составных частей фарша в куттер в этом случае следующий: вначале загружают говядину или нежирную свинину, затем добавляют лед и воду и после тщательного измельчения сырья загружают специи, муку или крахмал, а затем жирную свинину или жир. Структурно-неоднородный фарш (со шпиком) смешивают в мешалках.
Мешалки, применяемые в колбасном производстве, различают по размерам, форме лопастей и способу разгрузки. Лопасти обычно насажены на двух валах, которые вращаются навстречу один другому с различной скоростью. Такая конструкция мешалок обеспечивает равномерное перемешивание. Направление вращения при необходимости можно изменить. Наиболее распространены в колбасном производстве мешалки с Z-образными лопастями.
По способу разгрузки различают мешалки с ручной и механизированной разгрузкой. Ручная разгрузка производится путем опрокидывания резервуара (корыта) вручную, механическая-- опрокидыванием корыта с помощью механизма. Разгружать фарш можно и через отверстие в дне корыта или сбоку.
Вначале загружают говядину и нежирную свинину. Затем, если нужно, добавляют холодную воду. Через 6...8 мин перемешивания вводят специи и нитрит, если он не был добавлен ранее. После этого загружают жирную свинину, а за 2...3 мин до окончания перемешивания -- шпик. Готовность фарша определяют по времени, необходимому для равномерного распределения составных частей фарша. Фарш должен быть однородным и достаточно клейким.
В целях безопасности загрузку сырья и взятие пробы следует производить только после остановки мешалки. Во время работы ее резервуар должен быть закрыт решеткой.
Наибольшей плотности и монолитности фарша можно достигнуть при перемешивании фарша под вакуумом. Для этой цели используют вакуумные фаршемешалки, корыто которых закрыто крышкой, имеющей резиновые уплотнители для создания герметичности при откачке воздуха.
Шприцевание и формовка.
За последние 20 лет были разработаны методы и машины, позволяющие шприцевать колбасный фарш в искусственные, белковые и натуральные оболочки, а также накладывать на них скрепки.
Готовый фарш направляют для изготовления батонов. Цель процесса-- придание формы и предохранение фарша от внешних влияний. Формовку можно выполнять вручную (фаршированные колбасы) или с помощью шприцев (шприцевание). Перед шприцеванием естественные кишечные оболочки замачивают в чанах и промывают проточной водой. Проверяют целость и прочность оболочек.
Шприцы (рис. 2) представляют собой машины, работающие по принципу насосов периодического или непрерывного действия. Шприцы периодического действия в зависимости от привода могут быть механические, гидравлические и пневматические.
Оболочки наполняют фаршем через цевки, на которые натягивают оболочки. Цевки -- это металлические трубки с коническим расширением на конце, прикрепляемые к патрубку шприца. При шприцевании необходимо пользоваться цевками, диаметр которых соответствует диаметру оболочки (от 16 до 60 мм). Шприцы могут быть одно-, двух-, многоцевочные.
Фарш набивают при различном давлении в зависимости от плотности набивки у различных видов колбас. Вареные колбасы шприцуют с наименьшей плотностью. Излишняя плотность набивки фарша вареных колбас в оболочку приводит к ее разрыву во время варки батонов вследствие расширения содержимого. Копченые колбасы, наоборот, шприцуют с наибольшей плотностью, так как объем батонов сильно уменьшается в результате последующей сушки изделии.
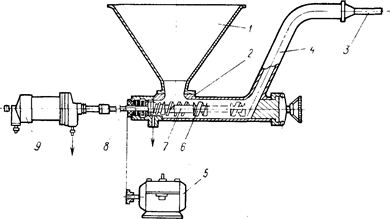
Рис. 2. Колбасный шприц: 1- бункер; 2- корпус; 3- цевка; 4- выходная насадка; 5- электропривод; 6,7- нагнетающая и питающая части шнека; 8- шток; 9 - гидропривод
Производительность шприцев периодического действия зависит от времени, затрачиваемого на выполнение вспомогательных и активных операций (машинное время), а также от диаметра цевки и кишечной оболочки и вида фарша (плотности). С целью увеличения производительности для ускорения надевания оболочки на цевку на многих мясокомбинатах используют различные приспособления, например вертушки с двумя цевками, запасные трубки, на которые предварительно надевают оболочку, а затем сдвигают се с трубки на цевку, механические кишконадеватели и т. п.
Непрерывнодействующие шприцы имеют высокую производительность, удобны для включения в поточно-механизированную линию производства колбас. Кроме того, при работе на этих шприцах создаются лучшие санитарно-гигиенические условия работы по сравнению с работой на шприцах периодического действия. Наибольшее распространение получили шприцы с эксцентриково-лопастными и шнековыми вытеснителями.
Шнековые вакуум-шприцы непрерывного действия могут работать индивидуально и в поточно-механизированных линиях.
Для увеличения плотности батоны вяжут шпагатом. По вязке различают вид и сорт колбасы. Вяжут колбасы вручную. В отличие от колбас сосиски не вяжут, а перекручивают. Эта операция механизирована.
В процессе шприцевания вместе с фаршем в оболочку может попадать воздух. Для удаления воздуха из батонов на последующих стадиях производства оболочки накалывают (штрикуют) проволочным приспособлением с четырьмя остриями (штриковка). Вискозные (целлофановые) оболочки во избежание последующего разрыва штриковать нельзя.
После вязки или перекручивания батоны навешивают на палки и размещают на рамах, которые передвигают по подвесным путям. Если нет подвесных путей, то пользуются напольными тележками с закрепленными на них наглухо рамами. Батоны вместе с палками в этом случае приходится загружать и выгружать при производстве каждой последующей технологической операции. На раме должен быть только один вид и сорт колбасы. Норма размещения колбас на одну раму 100...250 кг, в зависимости от вида колбас.
Батоны на рамах не должны соприкасаться один с другим, иначе соприкасающиеся участки батонов изолируются от воздействия теплого воздуха и дымовых газов и не обрабатываются, получаются слипы (необжаренные и непроваренные участки), ухудшается товарный вид и снижается стойкость колбас.
Внешний вид колбас является существенным фактором, определяющим потребительские свойства продукта.
Обжарка.
После шприцевания и вязки вареные колбасы, сосиски поступают в обжарку. После осадки колбасы направляют в обжарочные камеры для обжарки. Обжарка -- это кратковременная обработка поверхности колбасных изделий коптильным дымом при высоких температурах перед их варкой.
Цель обжарки -- повышение механической прочности оболочки и поверхностного слоя продукта, уменьшение их гигроскопичности. Продукт становится более устойчивым к микроорганизмам, поверхность его окрашивается в буровато-красный цвет с золотистым оттенком и появляется приятный специфический запах и привкус коптильных веществ.
Изменение гигроскопичности, механических свойств и повышение устойчивости по отношению к микроорганизмам происходят в результате дубящего действия некоторых составных компонентов дыма на белковые вещества кишечной оболочки и поверхностного слоя продукта. В результате взаимодействия белков (главным образом коллагена) с альдегидами при дублении образуется более упорядоченная структура, следовательно, увеличивается ее прочность. Под влиянием тканевых ферментов разрушаются пептидные связи в цепях, они становятся менее доступными для ферментов. Число гидрофильных центров уменьшается, а вместе с этим снижается и способность белков к набуханию.
Приобретение окраски поверхностью продукта связано с проникновением фенольной фракции дымовых газов. При этом главенствующую роль играет температура. И, как доказательство этому, при сухом нагреве и отсутствии дымовых газов, если температура достаточно высокая, получается сходный результат.
Во время обжарки при повышении температуры в толще продукта до 25...35°С наступает момент, благоприятный для развития микрофлоры и повышения активности ферментов. Это способствует цветообразованию.
Поверхность продукта способна к максимальной адсорбции коптильных веществ лишь в случае освобождения ее от избытка влаги. Однако не следует чрезмерно высушивать, поскольку это повлечет сужение капилляров в поверхностном слое продукта. Для нормальной обжарки необходимо, чтобы поверхность продукта обладала определенной влажностью.
Колбасные изделия поступают в обжарочные камеры, имея температуру иногда ниже точки росы для воздуха в камере. А поэтому вместо подсушки в этом случае происходит конденсация влаги на поверхности продукта. И это происходит до тех пор, пока температура поверхности не превысит точку росы. Эффект действия дыма в начальной стадии невелик, потому что вследствие медленного нагрева поверхности пока идет испарение влаги. С другой стороны, смешение нагретого воздуха с дымовыми газами приводит к тому, что относительная влажность в камере увеличивается за счет влаги, получаемой при термолизе древесины. Следовательно, сам процесс обжарки необходимо рассматривать как двухфазный. Первая фаза -- подсушка, вторая -- собственно обжарка (обработка дымовыми газами).
Высушивание продукта происходит и в процессе собственно обжарки. Так, в среднем в период обжарки колбасные изделия теряют массу за счет испарения влаги: сосиски -- 10...12%, вареные колбасы -- 4...7, Следует обратить особое внимание на скорость испарения влаги во время обжарки, которая имеет двойное значение: в первой фазе, при подсушивании, желательно ее повышение, во второй, при собственно обжарке, -- понижение. Это связано с тем, что повышение температуры в условиях обжарки лишь на 10°С увеличивает скорость испарения на 15%.
Большую роль играет также относительная влажность смеси коптильного дыма и воздуха, которая должна быть не ниже 3%, в противном случае оболочка теряет эластичность, и не выше 25%, иначе процесс обжарки замедлится.
Важное значение при формировании окраски в период обжарки играет регулирование скорости испарения в первой фазе в основном в результате изменения скорости движения дыма и воздуха. Учитывая тот факт, что коэффициент испарения выше при движении среды перпендикулярно поверхности, а не параллельно, следует обжарку вести именно при движении среды, перпендикулярном поверхности. Окраска батонов будет слабой, если они защищены от непосредственного воздействия дыма и воздуха, а поверхность, которая соприкасается с горячим потоком, может получить ожоги. Кроме того, при сильном испарении вместе с влагой диффундируют растворимые в ней вещества, в том числе и нитрит, которые концентрируются в наружном слое. В случае недостаточной выдержки фарша в осадке образуется окрашенное кольцо по периферии, а в центре батона окраска будет бледной. Стабилизация окраски находится в тесной связи с развитием денитрифицирующих микроорганизмов. Поэтому направленное введение при составлении фарша штаммов денитрифицирующих микроорганизмов будет залогом стабильности цвета готового продукта. Температура при обжарке в толще батона благоприятствует их развитию. Следует поддерживать необходимый температурный режим во время помола, куттерования и осадки, иначе может произойти закисание фарша. Закисание может произойти и при задержке колбас между операциями обжарки и варки.
К топливу, употребляемому для получения дыма, и к составу дымовой смеси, применяемой для обжарки, предъявляют те же требования, что и при копчении.
Обжарочные камеры могут быть выполнены в одно - и многоэтажном исполнении, тупиковыми и проходными, а по устройству напоминают стационарные коптилки. Обогреваются они глухим паром или воздушно-дымовой смесью. Дымоснабжение может быть индивидуальным и централизованным. Температура в обжарочных камерах поддерживается в пределах 60...110°С. Длительность обжарки в зависимости от диаметра батона и толщины оболочки колеблется от 15 до 30 мин для сосисок, до 2ч 30мин для колбас в говяжьих синюгах и проводниках. В конце обжарки температура внутри колбасного батона при указанных выше режимах достигает 40...45 °С для изделий в узких бараньих черевах и 30...35°С для колбас в широких говяжьих синюгах.
Варка.
Под варкой колбасных изделий подразумевается тепловая обработка при температуре до 68...70°С в центральной части продукта. Такой нагрев обеспечивает денатурацию белков, гидротермический распад большей части коллагена, изменение жиров и экстрактивных веществ в желаемую сторону и почти полное уничтожение вегетативной микрофлоры.
Фарш, подвергаемый варке, представляет собой дисперсную фазу высокой объемной концентрации, равномерно распределяемую в дисперсионной среде. В таком состоянии происходит непосредственный контакт частиц друг с другом или контакт прочных и способных к взаимодействию адсорбционных слоев и сольватных оболочек, покрывающих частицы. В результате такого взаимодействия частицы связываются в сплошную структуру и образуют с дисперсионной средой, т. е. влагой, единый монолитный конгломерат с хорошо выраженными твердообразными свойствами и пронизанный густой сетью микро - и макрокапилляров.
Для выпуска готовых колбасных изделий высокого качества необходимо правильно выбрать режим варки и характер подвода тепла. Для варки колбасных изделий греющей средой служит горячая вода, острый пар и паровоздушная среда. Варка в горячей воде имеет ряд преимуществ перед другими способами. Это и меньшие потери массы продукта, и меньшая деформация оболочки при сохранении более яркой окраски поверхности изделий. Однако при этом способе значительны затраты рабочей силы на выполнение различных транспортных операций. Поэтому варку в горячей воде целесообразно проводить на предприятиях малой мощности.
На предприятиях большой мощности, где необходимость требует организации поточно-механизированной тепловой обработки, пользуются варкой острым паром и в паровоздушной среде. При варке острым паром колбасные изделия навешивают на рамы и загружают в камеры вместе с рамами.
В случае варки во влажном циркулирующем воздухе необходимо строго контролировать греющую среду по температуре, влажности и скорости циркуляции, в зависимости от технологических требований, предъявляемых к режиму того или иного процесса тепловой обработки, В этих условиях процесс тепловой обработки можно механизировать и вести непрерывно. При этом следует строго контролировать влажность, чтобы температура поверхности продукта оставалась ниже точки росы, в противном случае резко возрастут потери мяса.
Температура греющей среды перед загрузкой в камеры для варки должна быть около 100°С, во время варки ее поддерживают на уровне 75°С и к концу варки повышают до 85°С. При несоблюдении температурного режима могут возникнуть дефекты. Например, при температуре, ниже допустимой, продукт не будет кулинарно готов, а при высокой -- может лопнуть оболочка вследствие неравномерности объемного расширения фарша и оболочки.
Важным условием для получения качественных колбасных изделий при варке является соблюдение длительности нагрева. что зависит от диаметра батона, теплопроводности фарша, температуры греющей среды и батонов перед загрузкой. Продолжительность варки будет зависеть от вида. сорта и диаметра батонов. Например, для сосисок и сарделек она будет 20...30 минут, для колбас -- 120...150 мин. Готовность контролируют по температуре в центре батона -- она должна быть не ниже 68...70 °С. В случае несоблюдения продолжительности варки, например больше положенного, продукт будет переваренным (фарш суховатый, оболочка лопается), при обратном случае - фарш недоваренным, липким, более темным.
Необходимо также следить за тем, чтобы батоны при варке не касались друг друга. В противном случае в местах соприкосновения замедляется прогрев и образуется дефект на поверхности в виде "слипов".
Варке подвергаются все колбасные изделия, кроме сырокопченых и сыровяленых колбас. Колбасные изделия перед варкой необходимо подбирать по диаметру. В противном случае тонкие батоны будут переварены, а толстые недоварены.
Перед загрузкой температура греющей среды должна быть близкой к 100°С. Во время варки ее поддерживают на уровне 75...85°С, повышая к концу варки. Готовность проверяют по температуре в центре батона, которая должна быть не ниже 68...70°С.
Сформованные сосиски из роторного коагулятора попадают на конвейер транспортирования, комплектования и укладки в термоагрегат. Термическую обработку сосисок производят горячим воздухом при 100...110°С Продолжительность цикла нагрева 30 минут. При этих условиях сосиски выходят с температурой внутри батончика 70...73°С. После окончания варки сосиски поступают в зону охлаждения водой (температура понижается на 10...12°С), а затем в камеру интенсивной сушки н охлаждения воздухом, температура которого 7...10оС, скорость движения до 2 м/с. Сосиски охлаждаются до температуры 12...15 °С в центре батончика. Готовые сосиски после выхода из термоагрегата группируют по 4...5 штук и направляют на упаковку под вакуумом в полимерную пленку.
После варки изделия обмывают под горячим душем, развешивают на рамах и после остывания до 40...45°С и зачистки при необходимости охлаждают в камерах при 0...2оС 12...24 ч.
Охлаждение.
Для снижения потерь массы, предотвращения порчи и сохранения надлежащего товарного вида после тепловой обработки колбасные изделия охлаждают на воздухе или холодной водой. Применяют двухстадийную холодную обработку: вначале холодной водой, а затем в камерах воздушного охлаждения. При охлаждении водой сокращается продолжительность процесса в результате повышения коэффициента теплоотдачи. При этом наиболее благоприятный для развития оставшейся микрофлоры диапазон температур в центре мясопродуктов 30...35°С, процесс протекает быстрее. Потери массы вследствие испарения уменьшаются примерно в 8 раз. Одновременно при охлаждении водой с поверхности батонов смываются жировые подтеки, остатки бульона и другие загрязнения, предотвращается морщинистость оболочки.
На первой стадии изделия охлаждают под душем водопроводной водой температурой 10...15С в течение 10...30 минут или путем интенсивного орошения из форсунок в течение 5...15 мин (в зависимости от диаметра батона). Охлаждение проводят до температуры в центре батона 27...30°С, так как при последующем охлаждении водой поверхность продукта не успевает просохнуть и возможна быстрая микробиальная порча увлажненных колбас.
После охлаждения водой колбасные изделия на этих же рамах направляют в камеры охлаждения, где поддерживают температуру воздуха 4°С и относительную влажность около 95%. Продолжительность этой стадии охлаждения от 4 до 8 часов. К концу охлаждения температура изделий должна достигать 8...15 °С. Охлаждать до более низкой температуры колбасы не рекомендуется, так как при последующем транспортировании и реализации они могут увлажняться в результате конденсации влаги на их поверхности. В этом случае колбасная оболочка тускнеет, внешний вид изделий ухудшается и создаются благоприятные условия для развития плесени.
Колбасы в целлофановой оболочке под душем не охлаждают. Для улучшения товарного вида колбасных изделий и снижения расхода воды на их охлаждение рекомендуется использовать форсунки с мелким распылением.
Процессы обжарки, варки и охлаждения могут осуществляться в раздельных камерах или агрегатах. Предпочтительнее использовать либо универсальные камеры периодического действия, в которых последовательно проводят процессы обжарки, варки и охлаждения, либо термоагрегаты непрерывного действия. Достоинство универсальных камер заключается в возможности варьировать длительность тепловой обработки, их можно использовать при выработке широкого ассортимента изделий в случае ограниченного объема производства. Применение универсальных камер способствует снижению трудовых затрат, потерь массы продукта, улучшению его качества и повышению производительности труда.
Техника сушки.
Колбасы сушат в сушильных камерах, снабженных кондиционерами для поддержания требуемых параметров воздуха ( =75%, Т = 285К). Колбасы развешивают на вешалах, которые размещают в несколько ярусов в зависимости от высоты помещения, или на рамах. Между батонами оставляют промежутки, достаточные для свободной циркуляции воздуха. Расстояние между ярусами 0,6 м, от пола до нижнего яруса 1,2 м, от верхнего яруса до потолка 0,2...0,4 м. Средняя продолжительность сушки зависит от вида изделия. Сырокопченые колбасы сушат 25...30 суток, а иногда до 40 суток, варено-копченые -- 5...10 суток до влажности 30...40%, полукопченые -- 0,5...2 суток до влажности 40...50%. Полукопченые колбасы направляют на сушку в том случае, если влажность этих колбас выше допустимой, а также когда они предназначены для длительного транспортирования.
Обычно в производственных условиях поддерживать требуемые температуры и относительную влажность воздуха по всему объему сушильной камеры не представляется возможным, так как движение воздуха в сушилках значительно только вблизи воздуховодов. Поэтому скорость сушки колбас, находящихся в середине зала (застойные зоны), во много раз отстает от скорости сушки колбас, расположенных вблизи окон, воздуховодов. Кроме того, подача и выгрузка продукта осуществляются неравномерно, а термовлажностные параметры партий колбас, загружаемых в сушильную камеру, отличны от тех же параметров колбас, уже находящихся в ней.
Ввиду неэффективного массообмена в процессе сушки происходит пересушивание изделий, вызванное необходимостью высушить в достаточной степени внутренние слои колбасного батона, что снижает выход и качество готового продукта.
Упаковывание и хранение.
Для сохранения товарного вида и качества во время транспортирования колбасные изделия упаковывают для местной реализации в металлические или деревянные ящики.
Колбасные изделия хранят в камерах, оборудованных подвесными путями или стеллажами, в которых поддерживается определенная температура и относительная влажность воздуха. Вареные колбасы хранят в охлажденном состоянии до 48 часов, (при температуре не выше 6С и относительной влажности и пределах 95%).
Процесс изготовления колбасных и соленых изделий можно проиллюстрировать схемами, приведенными ниже.
В зависимости от оснащенности предприятия и особенностей производства отдельных видов колбасных и соленых изделий технологические схемы могут иметь некоторые различия.
Подготовка сырья.
При использовании замороженного мяса на костях его предварительно размораживают в соответствии с технологической инструкцией, утвержденной в установленном порядке.
На обвалку направляют охлажденное сырье с температурой в толще мышц 2±2?С или размороженное с температурой не ниже 1?С.
В процессе жиловки говядину, свинину разрезают на куски массой до 1 кг, шпик свиной, хребтовый, боковой и грудинку - на полосы размером примерно 15х3 см. Перед измельчением жирное сырье (свинину жирную, грудинку, шпик) необходимо охладить до температуры 2±2?С или подморозить до температуры минус 2±1?С.
Измельчение и посол сырья.
Посол мяса производят в кусках массой до 1 кг, в шроте - мясо, измельченное на волчке диаметром отверстий решетки 16-25 мм; в мелком измельчении - мясо, измельченное на волчке диаметром отверстий решетки 2-6 мм. Мясо перемешивают с сухой поваренной солью в мешалках различных конструкций. Длительность перемешивания с солью для мелкоизмельченного мяса - 4-5 мин., для мяса в кусках или шроте - 3-4 мин. При посоле на 100 кг мяса добавляют соли 2,2 кг для "Докторской", 2,5 кг - для остальных колбас. При посоле мяса допускается добавлять нитрит натрия в количестве 7,5 г на 100 кг мясного сырья в виде раствора концентрацией не выше 2,5%.
Посоленное мясо выдерживают в емкостях при температуре в помещении от 0 до 4?С.
Продолжительность выдержки сырья в посоле в зависимости от степени его измельчения приведена в таблице:
Подготовка сырья перед составлением фарша.
Говяжье и свиное мясо, выдержанное в посоле в кусках или в виде шрота, измельчают на волчке с диаметрои отверстий решетки 2-6 мм, кроме полужирной свинины для свиной колбасы, которую измельчают через решетку диаметром отверстий 8-12 мм.
При использовании соленого шпика его сначала очищают от излишков соли.
Шпик измельчают на шпигорезках, предварительно охладив его до температуры от минус 2?С до минус 4?С.
Приготовление фарша.
При приготовлении фарша сырье, пряности, воду (лед) и др. материалы взвешивают в соответствии с рецептурой с учетом добавленной при посоле соли. Фарш для колбас готовят на куттере, мешалке-измельчителе, мешалке или других машинах для приготовления фарша. Фарш готовят в две стадии. На первой стадии обрабатывают нежирное сырье, говядину высшего, первого, второго сортов, добавляя фосфаты, часть воды (льда), раствор нитрита натрия (если он не добавлен при посоле), яйца. В зависимости от состава сырья в фарш колбас добавляют следующее количество воды (льда).
После 5-7 минут обработки на второй стадии вводят полужирную свинину, остаток воды (льда), жирную свинину или жирную говядину, сухое молоко, пряности и обрабатывают 3-5 мин., а за 2-3 мин. до конца обработки добавляют крахмал или пшеничную муку.
Общая продолжительность обработки фарша 8-12 мин. Температура готового фарша должна быть не выше 12?С.
Наполнение оболочек фаршем производят на шприцах различных конструкций с применением или без применения вакуума. Глубина вакуума 0,8х104Па, давление нагнетания должно обеспечивать полную набивку фарша. Для наполнения используют натуральную и искусственную оболочки. Вязку батонов производят в соответствии с требованиями ГОСТа Р 52196-2003.
После вязки или наложения скоб батоны навешивают на палки, которые размещают на рамах или (при отсутствии петли) укладывают в горизонтальном или наклонном положении на специальные рамы.
Термическая обработка.
Обжарку колбас производят в стационарных обжарочных камерах с контролем температуры. Батоны обжаривают при температуре 85-100?С в течение 50-140 мин.
Конец процесса обжарки определяют по подсушиванию оболочки, покраснению поверхности батонов и достижению температуры в центре батона 40-50?С. В оболочке "Повиден" обжарку колбасы не производят.
Обжаренные батоны варят паром в пароварочных камерах или в воде при тмепературе 80-90?С до достижения в центре батона температуры 70-72?С.
Охлаждение.
После варки колбасы охлаждают под душем холодной водопроводной водой от 3 до 15 мин. в зависимости от вида и диаметра оболочки. Затем колбасы направляют на охлаждение до температуры в центре батона не ниже 0 и не выше 15?С в камеры при температуре не ниже 0 и не выше 8?С и относительной влажности воздуха 95%.
Упаковка, хранение.
Колбасы упаковывают в деревянные многооборотные ящики, дощатые, полимерные многооборотные, алюминиевые или тару из других материалов, разрешенных к применению органами Госсанэпиднадзора РФ. Тара должна быть чистой, сухой, без плесени и постороннего запаха.
Вареные колбасы хранят при температуре от 0 до 6?С и относительной влажности воздуха не выше 75%.
Технология производства сосисок.
Подготовка сырья аналогична подготовке сырья для вареных колбас.
Посол сырья аналогичен посолу сырья для вареных колбас. При посоле сырья для сосисок и шпикачек добавляют на каждые 100 кг сырья 2,2 кг соли.
Приготовление фарша сосисок и сарделек производят так же, как и для вареных колбас с однородной структурой фарша.
Измельченный шпик для сарделек свиных, жир-сырец для говяжьих сосисок и сарделек, сухое молоко для молочных сосисок добавляют на второй стадии обработки сырья.
Наполнение оболочек фаршем производят на шприцах различных конструкций с применением или без применения вакуума. Глубина вакуума 0,8х104Па (0,8 атм).
Оболочку с сосисочным фаршем откручивают батончиками с помощью специальных приспособлений или вручную.
Термическая обработка.
Обжарка.
Обжарку сосисок и сарделек производят при температуре 85-100?С в течение 30-50 минут, до покраснения поверхности батонов и достижения температуры внутри батончиков не ниже 55?С.
Варка.
Обжаренные изделия варят в пароварочных камерах паром или котлах с водой при температуре 75-85?С в течение 10-50 минут до достижения в центре батончика 70-72?С.
Охлаждение.
После варки сосиски и сардельки охлаждают под душем холодной водой 5-10 минут, а затем в камере при температуре не ниже 0 и не выше 8?С до достижения температуры в центре батончика не ниже 0 и не выше 15?С.
Упаковка и хранение.
Сосиски и сардельки упаковывают в деревянные многооборотные ящики, дощатые, полимерные, алюминиевые или тару из других материалов, разрешенных к применению органами Госсанэпиднадзора.
Тара должна быть чистой, сухой, без плесени и постороннего запаха.
Сосиски, сардельки и шпикачки хранят при температуре от 0 до 6?С и относительной влажности воздуха не выше 75%.
Похожие статьи
-
Ветсанэкспертиза мяса, полуфабрикатов и готовых колбасных изделий имеет решающее значение в деле профилактики обсеменения колбасных изделий...
-
В соответствии со стандартом к готовой продукции предъявляются следующие требования. Поверхность батонов колбасных изделий должна быть чистой, сухой, без...
-
Мясная промышленность - высокоразвитая отрасль народного хозяйства, выпускающая свыше 1000 наименований продукции пищевого, технологического и...
-
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА - Технология производства полукопченых колбас
Сырье и его подготовка. В качестве основного сырья используют говядину, свинину, баранину в остывшем, охлажденном и размороженном состояниях, шпик...
-
Охлаждение и хранение мяса, субпродуктов и птицы в охлажденном состоянии является наиболее совершенным методом их консервирования. Охлаждение значительно...
-
Основное сырье Колбасные изделия вырабатывают из мяса всех видов скота и птицы, обработанных субпродуктов 1-ой и 2-ой категории, белоксодержащих...
-
Оценивание уровня качества продукции, в частности полукопченых колбас, будем производить методами, принятыми в квалиметрии. Квалиметрия - научная...
-
Вареный колбасный обвалка посол В данном курсовом проекте подробно рассмотрена практическая реализация мясоперерабатывающего цеха для производства...
-
К ним относятся посолочные ингредиенты (поваренная соль, сахар-песок, нитрит натрия), куриные яйца и яйцепродукты, пшеничная мука, крахмал, пряности,...
-
Колбасные изделия вырабатываются из мяса всех видов скота и птицы, обработанных субпродуктов 1-й и 2-й категории, белоксодержащих препаратов животного и...
-
1. Тимошенко Н. В. Проектирование предприятий мясной промышленности - Учебное пособие, Краснодар, 2005. 2. Устинова А. В., Тимошенко Н. В., Мясные...
-
Цель данного раздела - определение возможных экстремальных и чрезвычайных ситуаций, которые могут возникнуть на производстве при выполнении...
-
На рисунке 1.1 представлена схема производства вареных колбас, сосисок и сарделек. Рисунок 1.1 Технологическая схема производства вареных колбас,...
-
Формование, Термическая обработка - Товароведение и экспертиза качества вареных колбасных изделий
Включает наполнение колбасных оболочек или форм фаршем, вязку батонов, накладывание скрепок на их концы. Используют натуральные кишечные или...
-
Кулинарная обработка включает ряд процессов по холодной обработке пищевых продуктов, приготовлению полуфабрикатов, тепловой обработке пищевых продуктов и...
-
Для всех видов колбасных изделий сначала производится подготовка сырья - мяса и субпродуктов, а также подготовка оболочек. Подготовка мяса включает:...
-
Рис. 2.1 Технологическая схема приготовления белых кореньев Требования к качеству готовой продукции Контроль качества осуществляют по ГОСТ 16731-71...
-
Оценивание уровня качества продукции, в частности колбас, будем производить методами, принятыми в квалиметрии. Квалиметрия - научная дисциплина,...
-
Для приготовления блюд Из рыбы подвергают различным приемам тепловой обработки; при этом соединительная ткань мяса рыбы размягчается и структура белковых...
-
Технологическая схема зависит от вида и характера, вида и качества исходных материалов, от уровня развития техники (рис.1.). Рисунок 1- Технологическая...
-
Технология производства сушеных овощей - Технология производства макаронных изделий
В производстве сушеных плодов и овощей очень много общих моментов. Рассмотрим основные технологические процессы сушки. Большинство пищевых продуктов, в...
-
Контроль качества готового сливочного масла - Технология производства сливочного масла
Консистенция сливочного масла является одним из основных показателей, определяющих его потребительские свойства. Решающее значение при этом имеет...
-
Тепловая обработка колбасных изделий - Производство колбасных изделий
Под копчением понимают воздействие на пищевые продукты летучих веществ дыма, образующнгося при неполном сгорании дерева. В процессе посола изменяется...
-
Термическое состояние мяса - Производство колбасных изделий
По термическому состоянию мясо может быть горячепарным, остывшим, охлажденным, мороженым и размороженным. Гаряче-парное мясо. К нему относится мясо, не...
-
Организация рабочего места при приготовлении блюд Холодные цехи предназначены для приготовления, порционирования и оформления холодных блюд и закусок....
-
Для литья на подложку обычно используют материалы с невысокой температурой переработки, такие как полипропилен, АБС-пластики и смеси на их основе....
-
Технологический процесс производства творога Творог - белковый кисломолочный продукт. Его изготовление происходит путем сквашивания культурами...
-
Введение, Характеристика готового продукта - Разработка технологии получения строительного материала
В данной курсовой работе "разработка технологии получения строительного материала" мы будем рассматривать следующие решения задач, для достижения цели:...
-
После заливки формы отливка охлаждается и затвердевает. Полностью затвердевшая отливка должна определенное время охлаждаться с формой, так как прочность...
-
Описание технологии производства - Технология производства макаронных изделий
Традиционный вид сушки предполагает высушивание сырья при температуре +45...+60С. Сушеные коренья вырабатывают из молодых кореньев петрушки, пастернака,...
-
Подготовка моркови к переработке - Технология производства, хранения и переработки моркови
Морковь поступает на завод в ящиках, бункерах, мешках или навалом. Здесь важна тщательная мойка моркови, так как вместе с ней может в большом количестве...
-
Механизация и автоматизация технологических процессов Технология переработки полимеров - это область науки и техники, изучающая процессы, предназначенные...
-
Мясо рыбы содержит белки, жиры, углеводы, минеральные вещества, витамины, воду и другие соединения. Белки - важнейшая составная часть мяса рыбы. Общее...
-
Основные параметры технологии - Технология производства рассольных сыров
Для частичного обезвоживания сырной массы (удаления излишней сыворотки) и регулирования молочнокислого брожения сгусток разрезают и обрабатывают. Эти...
-
Тепловая обработка колбасных изделий, Консервирующее действие дыма - Производство колбасных изделий
Это воздействие на пищевые продукты летучих веществ дыма. В процессе посола изменяется строение мышечной ткани, в результате чего она становится более...
-
Охлажденное мясо, Мороженное мясо - Производство колбасных изделий
Охлажденным считается мясо, подвергнутое специальной термической оброботке в камерах охлаждения. Температура его в толще мышц у кости от 0 до 4єС,...
-
Использование технического оборудования снижает трудоемкость первичной обработки сырья, уменьшает процент отходов и т. д. Внедрение механизированных...
-
Порча колбас вызывается в основном развитием микроорганизмов в процессе их производства при нарушении технологии или при несоблюдении условий хранения. В...
-
Осадка батонов - Производство колбасных изделий
Осадка - это процесс выдержки батонов, нашприцованных в оболочку, в подвешенном состоянии. В зависимости от продолжительности различают осадку...
-
Шприцевание фарша в оболочки или формы - Производство колбасных изделий
Для шприцевания фарша в оболочки или формы применяют специальные машины - шприцы, которые подают фарш под давлением. Фарширование колбасы набивают также...
Технология производства продукции. - Разработка мясоперерабатывающего цеха по производству вареных колбас "докторская" и "московская"