Волочение - Продукция прокатного производства
Сущность процесса волочения заключается в протягивании заготовок через сужающееся отверстие (фильеру) в инструменте, называемом волокой. Конфигурация отверстия определяет форму получаемого профиля. Схема волочения представлена на рис.7.
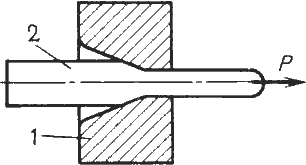
Рис.7. Схема волочения
Волочением получают проволоку диаметром 0,002...4 мм, прутки и профили фасонного сечения, тонкостенные трубы, в том числе и капиллярные. Волочение применяют также для калибровки сечения и повышения качества поверхности обрабатываемых изделий. Волочение чаще выполняют при комнатной температуре, когда пластическую деформацию сопровождает наклеп, это используют для повышения механических характеристик металла, например, предел прочности возрастает в 1,5...2 раза.
Исходным материалом может быть горячекатаный пруток, сортовой прокат, проволока, трубы. Волочением обрабатывают стали различного химического состава, цветные металлы и сплавы, в том числе и драгоценные.
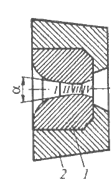
Рис.8. Общий вид волоки
Основной инструмент при волочении - волоки различной конструкции. Волока работает в сложных условиях: большое напряжение сочетается с износом при протягивании, поэтому их изготавливают из твердых сплавов. Для получения особо точных профилей волоки изготавливают из алмаза. Конструкция инструмента представлена на рис. 8.
Волока 1 закрепляется в обойме 2. Волоки имеют сложную конфигурацию, ее составными частями являются: заборная часть I, включающая входной конус и смазочную часть; деформирующая часть II с углом в вершине (6...18 0 - для прутков, 10...24 0 - для труб); цилиндрический калибрующий поясок III длиной 0,4...1 мм; выходной конус IV.
Технологический процесс волочения включает операции:
- - предварительный отжиг заготовок для получения мелкозернистой структуры металла и повышения его пластичности; - травление заготовок в подогретом растворе серной кислоты для удаления окалины с последующей промывкой, после удаления окалины на поверхность наносят подсмазочный слой путем омеднения, фосфотирования, известкования, к слою хорошо прилипает смазка и коэффициент трения значительно снижается; - волочение, заготовку последовательно протягивают через ряд постепенно уменьшающихся отверстий; - отжиг для устранения наклепа: после 70...85 % обжатия для стали и 99 % обжатия для цветных металлов ; - отделка готовой продукции (обрезка концов, правка, резка на мерные длины и др.)
Технологический процесс волочения осуществляется на специальных волочильных станах. В зависимости от типа тянущего устройства различают станы: с прямолинейным движением протягиваемого металла (цепной, реечный); с наматыванием обрабатываемого металла на барабан (барабанный). Станы барабанного типа обычно применяются для получения проволоки. Число барабанов может доходить до двадцати. Скорость волочения достигает 50 м/с.
Процесс волочения характеризуется параметрами: коэффициентом вытяжки и степенью деформации.
Коэффициент вытяжки определяется отношением конечной и начальной длины или начальной и конечной площади поперечного сечения:

Степень деформации определяется по формуле:
Обычно за один проход коэффициент вытяжки не превышает 1,3, а степень деформации - 30 %. При необходимости получить большую величину деформации производят многократное волочение.
Похожие статьи
-
Прессование - Продукция прокатного производства
Прессование - вид обработки давлением, при котором металл выдавливается из замкнутой полости через отверстие в матрице, соответствующее сечению...
-
Продукция прокатного производства Форма поперечного сечения называется профилем проката. Совокупность профилей различной формы и размеров - сортамент. В...
-
Специальные виды проката - Продукция прокатного производства
Периодический профиль - профиль, изменяющийся по определенному закону, повторяющемуся по длине. Периодические профили получают продольной, поперечной и...
-
Прокатное производство является заготовительным производством и является завершающим звеном металлургического цикла: отливка заготовок, последующая...
-
ВВЕДЕНИЕ - Прокатное и кузнечно-прессовое производство
Уровень научно-технической подготовки производства определяет эффективность изготовления продукции основным производством, обуславливает возможность...
-
Введение, Листовой прокат, Трубный прокат - Продукция прокатного производства
Форма поперечного сечения называется профилем проката. Совокупность профилей различной формы и размеров - сортамент. В зависимости от профиля прокат...
-
Оценка качества солода - Методы контроля качества сырья и готовой продукции при производстве пива
От качества перерабатываемого ячменного солода во многом зависит и качество готового пива. Качество солода определяют по органолептическим и химическим...
-
Охлаждение и хранение мяса, субпродуктов и птицы в охлажденном состоянии является наиболее совершенным методом их консервирования. Охлаждение значительно...
-
Подготовка сырья для большинства колбасных изделий состоит из следующих операций: разделка полутуш, обвалка отрубов, жиловка и сортировка мяса,...
-
Горячей прокаткой называют прокатку, которая происходит при температуре выше температуры рекристаллизации: Тпр = 0,4 Тпл; Тпр = (0,7-0,9) Тпл. Любая...
-
Качество помола солода. Степень измельчения сухого солода на дробильной машине характеризуется количественным соотношением отдельных фракций в помоле:...
-
ВВЕДЕНИЕ - Планирование организации производства продукции на предприятии АПК
Организация производства неразрывно связана с технологией. Технология устанавливает последовательность выполнения операций по превращению предметов труда...
-
Прокат и его производство - Прокат и его производство
Прокатка - Это способ обработки пластическим деформированием - наиболее распространенный. Прокатке подвергают до 90 % всей выплавляемой стали и большую...
-
Усилители вкуса и аромата (запаха) -- вещества, усиливающие природный вкус и запах пищевого продукта. По происхождению ароматизаторы подразделяют на...
-
Современное металлургическое производство представляет собой комплекс различных производств, базирующихся на месторождениях руд и коксующихся углей,...
-
Характеристика готовой продукции и сырья, Характеристика сырья - Производство хлеба бородинского
Характеристика сырья Качество булочных изделий обусловлено качеством сырья и технологией приготовления. Основным сырьем в производстве хлеба формового...
-
Ферросилиций Доменный ферросилиций содержит до 14 % Si. Ферросплавная промышленность выпускает ферросилиций 3 марок: 45 %-ный (43-50 % Si), 75 %-ный...
-
Волочение металла - Технология обработки металлов давлением
Волочение металла -- это протягивание изделия круглого или фасонного профиля через отверстие волочильного очка (волоку), площадь выходного сечения...
-
Основное сырье Колбасные изделия вырабатывают из мяса всех видов скота и птицы, обработанных субпродуктов 1-ой и 2-ой категории, белоксодержащих...
-
Качество продукции на машиностроительных предприятиях - Машиностроительное производство
Вопросы по теме: Понятие и показатели качества продукции. Управление качеством продукции. 1. Понятие и показатели качества продукции Качество - Это...
-
Выбор типа дробильного оборудования производят исходя из того, что дробилки, устанавливаемые на последовательных стадиях дробления, должны быть увязаны...
-
Основное и главное различие при изготовлении разнообразной продукции заключается в объемах производства одинаковых изделий, повторяемости и ритмичности...
-
Исходными моментами для разработки плана производства и реализации продукции являются: перспективный план развития предприятия; мероприятия по повышению...
-
Оценка качества ячменя - Методы контроля качества сырья и готовой продукции при производстве пива
Качество ячменя оценивают в каждой партии по показателям, предусмотренным требованиями действующего ГОСТа. Партией называют любое количество однородного...
-
К факторам сохраняющим качество продовольственных товаров, относятся тара и упаковочные материалы, условия и сроки транспортирования, хранения и...
-
В столовой расположены 5 цехов: холодный, овощной, мясорыбный, кондитерский и горячий. Овощной цех - цех первичной обработки овощей и фруктов, их...
-
Рис. 2.1 Технологическая схема приготовления белых кореньев Требования к качеству готовой продукции Контроль качества осуществляют по ГОСТ 16731-71...
-
Выбор метода и способа получения заготовки Необходимость экономии материальных ресурсов предъявляет высокие требования к рациональному выбору заготовок,...
-
Прием и хранение сырья Прием и хранение спирта Этиловый спирт поступает на ликероводочные заводы в железнодорожных или автомобильных цистернах. Спирт...
-
Крупность породы, подаваемой в приемный бункер ДСУ, контролируется визуально машинистом экскаватора, мастером смены участка добычи, мастером ДСУ....
-
ОБРАБОТКА РЕЗАНИЕМ - Основные технологические процессы механообрабатывающих производств
Обработка металлов резанием, технологические процессы обработки металлов путем снятия стружки, осуществляемые режущими инструментами на металлорежущих...
-
ЗАКЛЮЧЕНИЕ - Планирование организации производства продукции на предприятии АПК
При планировании производственной программы, особенно на первом этапе составления техпромфинплана, и при разработке проекта контрольных показателей плана...
-
В разделе определяют численность работающих, фонд оплаты по категориям (тарифным разрядам) работающих, среднюю з/п одного работающего. Число рабочих на...
-
Инструмент и оборудование для прокатки Инструментом прокатки являются валки , которые в зависимости от прокатываемого профиля могут быть гладкими (рис....
-
Щебень для дорожного строительства Щебень является одним из основных материалов, применяющихся для строительства, ремонта и содержания, автомобильных...
-
Себестоимость единицы продукции - это выраженная в денежной форме сумма затрат на ее производство и реализацию. В качестве калькуляционной единицы можно...
-
Оценивание уровня качества продукции, в частности колбас, будем производить методами, принятыми в квалиметрии. Квалиметрия - научная дисциплина,...
-
Крупы Полтавскую и Артек вырабатывают из твердой пшеницы. Зерноочистительное отделение Пшеницу в зерноочистительном отделении очищают путем: однократного...
-
Основными факторами, которые влияют на процесс термического разложения пирита являются: - температура обжига, °С (Х1); - продолжительность обжига, время,...
-
По экспорту машиностроение занимает 2-ое место после ТЭК. Эта отрасль дает 15 % экспорта России. Но если взять Японию и Германию, то экспорт их...
Волочение - Продукция прокатного производства