Применение инструментов контроля качества и их анализ - Анализ точности и стабильности технологического процесса
Контроль качества -- это деятельность, включающая проведение измерений, экспертизы, испытаний или оценки параметров объекта и сравнение полученных величин с установленными требованиями к этим параметрам (показателями качества).
Современные инструменты контроля качества -- это методы, которые используются для решения задачи количественной оценки параметров качества. Такая оценка необходима для объективного выбора и принятия управленческих решений при стандартизации и сертификации продукции, планировании повышения ее качества и т. д. Применение статистических методов -- весьма действенный путь разработки новых технологий и контроля качества процессов. Из всего разнообразия статистических методов для контроля наиболее часто применяют самые простые статистические инструменты качества. Их еще называют семь инструментов качества или семь инструментов контроля качества. Эти инструменты были отобраны из множества статистических методов союзом японских ученых и инженеров (JUSE). Особенность этих инструментов заключается в их простоте, наглядности и доступности для понимания получаемых результатов. В то же время, при всей своей простоте эти методы позволяют сохранить связь со статистикой и дают возможность профессионалам при необходимости совершенствовать их.
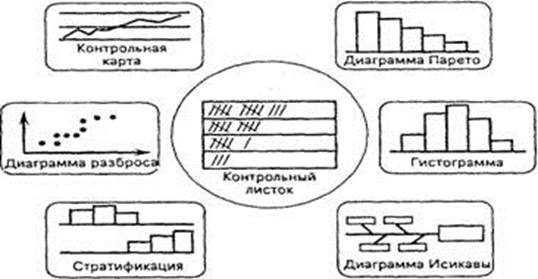
Рисунок 1- Инструменты контроля качества
Итак, к семи основным методам или инструментам контроля качества относятся следующие статистические методы: контрольный листок, гистограмма, диаграмма разброса, диаграмма Парето, стратификация (расслоение),диаграмма Исикавы (причинно-следственная диаграмма), контрольная карта.
Для применения этих инструментов не требуется глубокое знание математической статистики, а потому сотрудники легко осваивают инструменты контроля качества в ходе непродолжительного и простого обучения. Какая бы задача не стояла перед системой, объединяющей последовательность применения статистических методов, всегда начинают со сбора исходных данных, на базе которых затем применяют тот или иной инструмент.
- 1. Контрольный листок (или лист) -- это инструмент для сбора данных и автоматического их упорядочения для облегчения дальнейшего использования собранной информации. 2. Для наглядного представления тенденции изменения наблюдаемых значений применяют графическое изображение статистического материала. Наиболее распространенным графиком, к которому прибегают при анализе распределения случайной величины при проведении контроля качества, является гистограмма.
Гистограмма -- это инструмент, позволяющий зрительно оценить закон распределения статистических данных.
- 3. Диаграмма разброса -- инструмент, позволяющий определить вид и тесноту связи между парами соответствующих переменных. Использование диаграммы разброса в процессе контроля качества не ограничивается только выявлением вида и тесноты связи между парами переменных. Диаграмма разброса используется также для выявления причинно-следственных связей показателей качества и влияющих факторов. 4. Диаграмма Парето позволяет наглядно представить величину потерь в зависимости от различных дефектов.
Виды диаграмм различаются:
- - по результатам деятельности (отражают нежелательные дефекты и отказы); - по причинам (отражают причины проблем, которые возникают в процессе производства).
Этапы построения диаграмм Парето:
- 1) выбор вида диаграммы по причинам; 2) классификация результатов; 3) определение метода и периода сбора данных; 4) разработка контрольного листа для регистрации данных; 5) ранжирование данных по каждому признаку в порядке значимости; 6) построение столбиковой диаграммы.
Сущность анализа Парето заключается в выявлении таких дефектов, на поиске которых необходимо сосредоточить особое внимание. При этом действует правило, что 80% всех дефектов вызвано небольшим числом причин. управление качество стандарт вариабельность
5. Стратификация (метод расслаивания данных) - это инструмент, позволяющий произвести селекцию данных, отражающих требуемую информацию о процессе. Данные разделяют на группы в соответствии с их особенностью, называемые слоями (стратами).
Процесс разделения называется расслаиванием или стратификацией.
Расслаивание осуществляется: по исполнителям (по квалификации, стажу, полу); масштабам и оборудованию (по новому и старому, марке, конструкции, материалу, месту производства, фирме производителя, партии, качеству сырья); способу производства (по температуре; технологическим приемам); измерению (по виду измерения; точности измерения).
Условия, которые необходимо соблюдать, - различия между значениями случайных величин и слоями должны быть минимальными; различие между слоями должно быть, как можно больше.
6. Диаграмма Исикавы позволяет выявить причины дефектов и сосредоточиться на устранении этих причин. Схема Исикава представляет собой графическое упорядочение многообразных факторов, влияющих на объект анализа и характеризующих конкретные результаты деятельности или процессов. Определяющим достоинством схемы Исикава является то, что она дает наглядное представление не только о совокупности различных факторов (характеристик), оказывающих воздействие на объект анализа, но и о причинно-следственных связях этих факторов.
Этапы построения:
- 1) выбор результативного показателя характеризуемого качества изделия; 2) выбор главных причин, влияющих на показатель качества (большие "кости"); 3) выбор вторичных причин, влияющих на главные; 4) выбор причин третичного порядка (мелкие), которые влияют на вторичные; 5) ранжирование факторов по их значимости и выделение наиболее важных.
Главное при построении схемы Исикавы заключается в том, чтобы обеспечить правильную соподчиненность и взаимозависимость факторов, а также четкость оформления схемы, чтобы она легко читалась. Поэтому независимо от наклона каждого вектора-фактора его наименование всегда располагают в строго горизонтальном положении в конце вектора.
7. Контрольная карта - это инструмент для сбора данных и автоматическое упорядочение собранной информации. Это бумажный бланк, где заранее напечатаны контролируемые параметры, соответственно которым можно заносить данные с помощью пометок или символов.
Похожие статьи
-
План статистического регулирования - Анализ точности и стабильности технологического процесса
План статистического регулирования состоит в назначении: 1) периода отбора выборок, для которых определяют длину серий выборок налаженного L0 и...
-
Обзор и характеристика применяемых ГОСТов - Анализ точности и стабильности технологического процесса
Для написания данной курсовой работы были использованы такие ГОСТы как: 1. ГОСТ Р ИСО/ТО 10017-2005 Статистические методы. Руководство по применению в...
-
Мероприятия по снижению вариабельности - Анализ точности и стабильности технологического процесса
В основе нового подхода управления лежала концепция непрерывного уменьшения вариабельности на основе принципов, предложенных У. Шухартом и развитых У....
-
Первое восприятие статистических методов качества в виде выборки имеет многовековую историю. Еще несколько столетий тому назад покупатели зерна и хлопка...
-
Контрольные карты - Анализ точности и стабильности технологического процесса
Контрольная карта Шухарта , в управлении производством, бизнес-процессами -- визуальный инструмент, график изменения параметров процесса во времени....
-
Виды статистического контроля - Анализ точности и стабильности технологического процесса
В общем случае статистический контроль -- процесс установления соответствия между состоянием объекта и заданными на него нормами. Контролем охватывают...
-
Для изготовления данной крышки используется материал Сталь 20. Назначение стали: панели, основания, платы, кронштейны, угольники, ребра жесткости, а...
-
Анализ конструкции (объекта дипломного проектирования) на предмет снижения ее массы, применения новых материалов, совершенствования конструктивных...
-
Для изготовления передней рамы фронтального погрузчика МоАЗ 40484 применяется механизированная сварка, для сварки в защитном газе плавящимся проволочным...
-
Понятие о качестве продукции. Качество продукции -- это совокупность свойств, обусловливающих ее пригодность удовлетворять определенные потребности в...
-
Класс в Rational Rose -- это описание общей структуры (данных и связей) для дальнейшего создания объектов. Для того чтобы генератор Rational Rose имел...
-
Размерные цепи и их уравнения Составим уравнения операционных размерных цепей в виде уравнений номиналов. В общем виде это выглядит: [A] = IAI, (2.1) Где...
-
Организация процессов приемки, хранения и подготовки товаров к продаже Товароснабжение - это процесс обеспечения розничных торговых предприятий товарами...
-
Для отделки платьев из трикотажа используют бейку. Ассортимент отделочной бейки включает ряд различный по ширине (10, 15, 20, 30 и 80мм), гладкокрашеные...
-
В таблице приведено содержание пищевых веществ (калорийности, белков, жиров, углеводов, витаминов и минералов) на 100 г съедобной части. Калорийность...
-
Анализ служебного назначения детали. Назначение технических требований Задача данного раздела - на базе анализа технических требований к детали...
-
Высокого качества производимой продукции можно добиться внедрением в производство нового эффективного оборудования, различных методов...
-
Контроль технологического процесса - Булочки из муки высшего сорта
Технологические процессы направлены на изменение свойств исходного сырья с целью получения продукта с конкретными заданными свойствами. Контроль качества...
-
Рассмотрев варианты технологических процессов, обеспечивающих примерно одинаковое качество изделий, соответствующее требованиям технического задания,...
-
Конструкция тех или иных источников света и применяемая технология должна обеспечивать стабильность световых параметров и механическую прочность ламп в...
-
Определим запасы устойчивости по логарифмическим частотным характеристикам динамической системы, которые изображены на рисунке 26. Определим запас...
-
Наиболее высокий уровень автоматизации в промышленности строительных материалов имеет цементное производство. Основной предпосылкой для этого является...
-
Разработка технологии изготовления опоры ножа Одна из основных деталей измельчителя является опора ножа представленная на рисунке 3.1 Рисунок 3.1 - Опора...
-
Конструкция тех или иных источников света и применяемая технология должна обеспечивать стабильность световых параметров и механическую прочность ламп в...
-
Штамп предназначен для серийного производства деталей, усилитель. ОПИСАНИЕ КОНСТРУКЦИИ ИЗДЕЛИЯ И УСЛОВИЙ РАБОТЫ, ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Штамп...
-
Анализ проблемы - Выбор варианта автоматизации процесса конструирования
Рассматривая появление новых технических изделий на рынке, пусть это будет сравнительно простой технический предмет потребления или сложная...
-
Описание задачи проектирования Данная система предназначена для установки "Cannon Viking Maxfoam", которая в свою очередь предназначена для производства...
-
Перечень рекомендуемых элементов систем качества приведен в таблице, приложенной к стандарту ИСО 9000 - 1. В эту таблицу включены следующие элементы: 1....
-
Сущность, показатели и приемы анализа качества продукции Качество, как экономическая категория, отражает совокупность свойств продукции, обуславливающих...
-
Запуск системы производства поролона производится по команде оператора после того, как им были введены параметры протекания процесса. Перед запуском...
-
КОНТРОЛЬ КАЧЕСТВА ДЕТСКОЙ ОБУВИ - Технология производства детской обуви
Сложность комплекса требований, предъявляемых к обуви различного назначения, большой ассортимент материалов, а также разнообразие и сложность воздействия...
-
Технологический процесс производства хлеба - Технологический процесс производства хлеба
Испокон веков выпекание хлеба требовало от пекаря особого мастерства, терпеливости и старания. Невзирая на бурное развитие передовых приемов переработки,...
-
Классификация детали по схеме класс - подкласс - группа - тип Для правильного решения задач ориентирования существенное значение имеет классификация...
-
Введение - Проектирование маршрута технологического процесса с размерным анализом и синтезом
Проектирование - процесс составления описания, необходимого для создания в заданных условиях еще не существующего объекта, на основе первичного описания...
-
Т. к производство крупносерийное и деталь зубчатое колесо с большой разницей в диаметре, заготовку рационально получать штамповкой на...
-
Экспертиза качества хлеба - Технологический процесс производства хлеба
Обеспечение качества продукции представляет собой совокупность планируемых и систематически проводимых мероприятий, создающих необходимые условия для...
-
Системы оценки качества хлеба - Технологический процесс производства хлеба
В зависимости от вида муки хлеб бывает ржаной, ржано-пшеничный и пшеничный. По рецептуре теста хлеб подразделяют на простой, улучшенный и сдобный. По...
-
Для начала производства технических устройств (машин, механизмов, приборов и т. п. изделий) необходимо наличие законченной и аттестованной...
-
Анализ условий труда Анализ условий труда на участке производства поролона, приводит к заключению о потенциальной опасности данного участка. Суть...
-
В данной конструкции изделия можно выявить размерные связи элементов изделия, обеспечивающих служебное назначение насоса - это линейные и радиальные...
Применение инструментов контроля качества и их анализ - Анализ точности и стабильности технологического процесса