Основные способы восстановления деталей класса валы - Производственный и технологический процессы изготовления и ремонта автомобиля
Валы двигателей и других автомобильных агрегатов являются весьма разнообразными в конструктивно-технологическом отношении и этим определяется различие способов их восстановления, несмотря на то, что основными дефектами всех валов являются износы подшипниковых шеек. Из других дефектов (смотря по конструкции) наблюдаются: износы кулачков, зубьев шестерен, резьбовых и шлицевых поверхностей, забитость центровых отверстий.
Основное требование, которое необходимо выполнить при восстановлении валов, является обеспечение: размеров и шероховатости восстанавливаемых поверхностей, их твердости, сплошности покрытия, прочности сцепления нанесенных слове с основным металлом, а также симметричности, соосности, радиального и торцового биений обработанных поверхностей, паралельности боковых поверхностей зубьев шлицевых поверхностей и шпоночных пазов оси вала или образующим базовых поверхностей.
Коленчатые валы [2]
Кол. валы а/м двигателей изготавливаются из конструктивных сталей 45 и 50 с более сужеными пределами содержания углерода (стали селект) или с повышенным содержанием марганца-сталь 50Г-(ЯМЗ), или литыми из магниевого чугуна (ГАЗ). Долговечность кол. Валов определяется износостойкостью шатунных шеек, износ которых выше износа коренных шеек на 40-50%.
Валы и оси выбраковываются, если в них есть трещины и изношены посадочные места сверх предельных размеров. Особое внимание при дефектовке уделяют контролю коленчатых валов. Трещины выявляют наружным осмотром или одним из методов дефектоскопии. Предельные размеры посадочных мест, шлицев, шпоночных канавок оценивают при помощи скоб, шаблонов, колец и др.
План операции по устранению дефектов кол. валов зависит от способа восстановления шеек под подшипники. Коренные и шатунные шейки кол. валов всех конструкций а/м двигателей первоначально, до использования вкладышей всех ремонтные размеров, выпускаемых ремонтной промышленностью, восстанавливаются способом ремонтных размеров. После использования вкладышей шейки валов обычно восстанавливают наплавкой с последующей механической обработкой под номинальный или ремонтный размер в зависимости от наличия на заводе вкладышей того или иного размера.
Способ ремонтных размеров: правка центров, контроль биения вала и при необходимости правка, нарезание резьбы ремонтного размера под храповик, шлифование коренных и шатунных шеек, развертывание отверстий во фланце вала под болты крепления маховика, растачивание отверстия под подшипник ведущего вала КП запрессовка кольца (втулки) тонкое растачивание отверстия втулки под наружное кольцо шарикоподшипника, полирование шеек, контроль вала, балансировка.
Правка центров вала (центровальными сверлами на центровальном станке. Погнутость проверяют индикатором по средней шейке. Если величина погнутости меньше припуска на шлифование под рем. размер вкладыша вал не правят). Обычно при погнутости более 0,1 мм вал правят на прессе с установкой вала в центрах (большая точность, чем на призмах, однако применение ее целесообразно при небольших прогибах и преимущественно для валов двигателей легкого типа) или на призмы. Допустимая погнутость по средней шейке 0,05 мм.
Искажение геом. формы шеек в результате износа (овальность, конусность) устраняют шлифованием шеек на спец. круглошлифовалых станках под ремонтные размеры вкладышей. Первоначально шлифуют коренные шейки с установкой вала в центрах с фланцем, обращенным к центру задней бабки (при шлифовании коренных шеек валов, не имеющих центров, в качестве базы используют шейку под ступицу шкива кол. вала или шейку под распределительную шестерню и цилиндрическую поверхность фланца для крепления маховика. На эти базовые поверхности плотно насаживаются фланцы-стаканы с центровыми отверстиями, расположенными строго по оси посадочных поверхностей и, следовательно, коренных шеек. В кол. Валах, не обладающих достаточной жесткостью, первоначально шлифуют среднюю стенку под люнет. Базой при шлифовании шатунных шеек служат коренные шейки.
Для шлифования шатунных шеек на планшайбы передней и задней бабок устанавливаются переходные плиты, к которым крепятся призматические зажимы-кронштейны. Вал устанавливается в кронштейны (центросмесители) и зажимается крышкой и винтами. Для балансировки установленного в кронштейнах вала в горизонтальной и вертикальной плоскостях. При правильной установке вала ось симметрии шлифуемых шеек должна находиться на оси центров станка. Предварительная установка вала производится по шаблонам, а точная - с помощью индикатора.
При правильной установке вала губки шаблонов плотно, без просветов касаются поверхности шеек. Шлифование шеек вала должно вестись при обильном охлаждении эмульсией на режимах, предотвращающих поверхностно-закаленный слой от отпуска и появления шлифовочных трещин и ожогов. В качестве охлаждающей жидкости используется 2-3%-ный раствор кальцинированной соды.
Для шлифования рекомендуется применять электрокорундовые круги ЭК-46 на керамической связке твердостью СТ3 или СТ2и зернистостью 46. Шлифование чугунных валов целесообразно вести кругом КЧ-К46 (карбид кремния черный на керамической связке) зернистостью 46, твердостью СМ2 или М2.
Скорость вращение шлифовального круга 25-30 м/с, вала 10-12 м/мин для шатунных шеек и 18-20 м/мин для коренных шеек. Поперечная подача шлифовального круга 6 мкм на один оборот вала. При шлифовании и шеек необходимо соблюдать радиус галтелей и остерегаться увеличения длины шатунных шеек.
Для сокращения времени на промер шеек вала в процессе шлифования применяются специальные приспособления (рис.1), позволяющие производить контроль автоматически, не прерывая работы станка. Применение таких приспособлений сокращает брак по размерам шеек вала и повышает производительность труда.
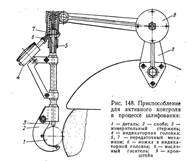
Рис.1. Приспособление для активного контроля в процессе шлифования
1-деталь; 2-скобка; 3- измерительный стержень; 4- индикаторная головка; 5,7- передаточный механизм; 6-ножка в индикаторной головке; 8- масляный гаситель; 9- кронштейн
Отверстия во фланце под болты крепления маховика развертывают под ремонтный размер болтов, а отверстие в торце вала под подшипник ведущего вала растачивается под кольцо (короткую втулку) отверстие в запрессованном кольце подвергается тонкому растачиванию под размер наружного кольца шарикоподшипника.
Окончательной обработкой шеек кол. валов является их полирование на специальных полировальных станках или а станках класса нестандартного оборудования. Одновременно производится полирование всех коренных и шатунных шеек двух кол. валов. Для этой цели на закрепленные в станке кол. валы между одноименными коренными и шатунными шейками устанавливаются хомуты, представляющие собой металлические оправки телескопического типа с закрепленными на них кожанными и фетровыми лентами. Ленты хомутов смазываются полировальной пастой. Прижим ленты к шейке вала обеспечивается пружиной. Натяг пружины должен быть в пределах 2,5-3,5 кгс (25-35 Н) на рабочей поверхности хомута.
После шлифования и полирования шеек необходимо очистить маслянные каналы и грязеуловители и тщательно промыть коленчатый вал.
Овальность и конусность шеек отремонтированных кол. валов должна быть не более 0,01-0,02 мм; биение вала по средней шейке не более 0,03-0,05, по шейке под распределительную шестерню - 0,03 мм. Осевое биение фланца не должно превышать 0,03-0,05 мм. Шероховатость поверхности шеек должна соответствовать 9-му классу по ГОСТ 2789-73. (Балансировка вала отдельно и в сборе с маховиком рассматриваются на ст 409-411).
Шейки кол. Валов, вышедшие из всех ремонтных размеров, восстанавливают наплавкой под флюсом по одному из трех ранее приведенных вариантов (предпочтительнее первому) с соблюдением указанной последовательности операции (стр. 247) и технологии наплавки под флюсом. После механической обработки шеек целесообразно упрочнение галтелей поверхностей поверхностным пластическим деформированием (стр. 317-318).
Валы двигателей ЯМЗ-236, ЯМЗ-238 трудно поддаются наплавке под флюсом из-за образования трещин вследствие достаточно высокого содержания углерода в стали 50Г. Поэтому валы этих двигателей, а еще двигателей можно восстанавливать газовой металлизацией, а еще целесообразнее - плазменно-дуговой металлизацией с использованием для напыления порошкообразной проволоки из твердых сплавов.
Восстановление шеек кол. валов возможно и гальваническими покрытиями - струйным хромированием или железнением. Однако металлизация, хромирования и железнение шеек валов в практике авторемонта не получило широкого распространение.
Отличительной особенностью восстановления распределительных валов является шлифование изношенных кулачков по всему профилю "как чисто" методом врезания на копировально-шлифовальном станке типа 3433. Предварительное шлифование производится с подачей в пределах 0,01-0,2 мм на оборот детали, окончательное от 5 до 7 мкм. Частота вращения вала составляет 16-32 об/мин, шлифовального круга - 1033 об/мин (станок 3433).
Шейки распределительных валов восстанавливают шлифованием под ремонтные размеры, а вышедшие из ремонтных размеров - в зависимости от оснащения предприятия вибродуговой наплавкой, хромированием или железнением с последующим шлифованием под номинальный размер.
В валах КП и задних мостов изнашиваются шейки под внутренние кольца подшипников качения, резьбы или шлицы, зубья шестерен. Шейки под подшипники качения наплавляют проволокой типа Нп-2Х13, Нп-2Х14, Нп-30ХГСА в среде углекислого газа (или в смеси с аргоном), вибродуговым способом проволокой типа У7, износостойким хромированием или железнением. После нанесения металлопокрытий наплавленные шейки подвергают черновому и чистовому шлифованию под номинальные размеры на круглошлифовальных одно - или двухкаменных станках методом врезания.
Шлицы карданных валов и полуосей после наплавки под флюсом АН-348А или ОСЦ-45 проволокой Нп-ЗОХГСМ проверяют на биение, при необходимости правят, а затем обрабатывают под требуемые размеры. Механическая обработка шлицев зависит от способа центрирования сопряженной детали (шестерни, карданной вилки или шлицевой муфты). Существуют три способа центрирования: по наружному диаметру, внутреннему и по боковым поверхностям шлицев.
При центрировании сопряженной детали по наружному диаметру шлицев шлицевый вал получает точный размер после чистовой обточки или шлифования на круглошлифовальном станке. Внутренний диаметр шлицев при этом способе центрирования имеет грубый допуск и потому кроме фрезерования другой не требует.
При центрировании по внутреннему диаметру размеры последнего и размеры ширины шлицев имеют довольно узкие допуски и вследствие этого обработка шлицев является более сложной, чем при центрировании по наружному диаметру.
Независимо от способов центрирования после наплавки шлицев производят обточку детали на токарном станке, затем нарезают шлицы. Наиболее производительным и точным методом нарезания шлицев является нарезание их методом обкатки на зубофрезерных станках при помощи червячных фрез. При этом методе фреза помимо вращательного движения имеет продольное перемещение вдоль оси нарезаемого валика.
При отсутствии зуборезного станка нарезание шлицев можно производить по методу деления на горизонтально - или универсально-фрезерных станках. Деление детали на требуемое число шлицев осуществляется при помощи делительной головки или делительного приспособления.
Обработать шлицы по ширине за один проход из-за довольно узких пределов допуска обычно не представляется возможным. Поэтому первоначально двумя дисковыми фрезами обрабатывают боковые поверхности начерно, оставляя припуск на чистовое фрезерование в пределах 0,8-1,2 мм. Чистовое фрезерование внутренней поверхности производят фасонной или дисковой фрезой, заточенной по шаблону. Чистовое фрезерование боковых поверхностей шлицев производится двумя фрезами, расстояние между которыми должно соответствовать ширине шлицев по чертежу. После нарезания шлицы при необходимости подвергают термической обработке, обычно закалке на требуемую по чертежу детали твердость.
Шлифование по наружному диаметру в случае центрирования по нему производится на круглошлифовальных станках с установкой детали обычно в центрах. При других способах центрирования производится шлифование по внутреннему диаметру и по боковым поверхностям шлицев. При наличии специальных станков шлифование может быть произведено тремя кругами за одну операцию. Несмотря на высокую производительность этот способ требует частой правки шлифовальных кругов вследствие неравномерного их износа. При шлифовании же шлицевых валиков за две отдельные операции первоначально шлифуется поверхность внутреннего диаметра валика, а затем боковые стороны шлица. После механической обработки производится контроль шлицев.
Наружный диаметр проверяется предельной скобкой, а внутренний - специальной скобкой, а еще лучше - индикаторной, а профиль внутреннего диаметра - шаблоном. Проверка биения по внутреннему диаметру и на конусность производится индикатором.
Резьбу валов, имеющую дефекты, удаляют обтачиванием, затем поверхность вала направляют проволокой типа Нп-10ГЗ или Св-10Г2, и после протачивания наплавленного металла нарезают резьбу необходимого размера. автомобильный деталь заготовка сборка
Шлицевые и гладкие валы [3]
Гладкие и шлицевые валы и оси составляют большую част номенклатуры восстанавливаемых деталей. В большинстве случаев именно эти детали лимитируют ресурс узлов и агрегатов машин.
У валов наиболее частые дефекты появляются на посадочных поверхностях под подшипники и резьбовых поверхностях. Поверхности под подшипники восстанавливают при износе более 0,017-0,060 мм; поверхности неподвижных соединений (места под ступицы со шпоночными пазами и др.) за счет дополнительных деталей-при износе более 0,04-0,13 мм; поверхности подвижных соединений - при износе более 0,4-1,3 мм; под уплотнения более 0,15- 0,20 мм. Шпоночные пазы восстанавливают при износе по ширине более 0,065-0,095 мм; шлицевые поверхности - при износе более 0,2-0,5 мм.
Преимущественное применение при восстановлении валов получили следующие виды наплавки: в среде углекислого газа, вибродуговая в различных защитных средах, в природном газе и под флюсом. Применияются приемущественно при износах более более 0,5 мм. Электроконтактная приварка металлического слоя (ленты, проволочки) используются для восстановления поверхностей, работающих в условиях неподвижных сопряжений (плюсы: незначительный нагрев детали, приварка металл. слоя различной твердости и износостойкости, уменьшение расхода материалов, регулировка толщины наносимого слоя, повышение производительности, улучшение условий труда).
Электромеханическое высаживание и выглаживание эффективно при износе неподвижных поверхностей до 0,2 мм (плюсы: не требует дополнительно материала, при выглаживании-упрочнение поверхностного слоя, повышенеи износостойкости и усталостной прочности).
Гальваниические процессы применяются только при массовом восстановлении однотипных деталей.
Восстановление гладких валов и осей рекомендуется выполнять по трем технологическим маршрутам (рис.2)
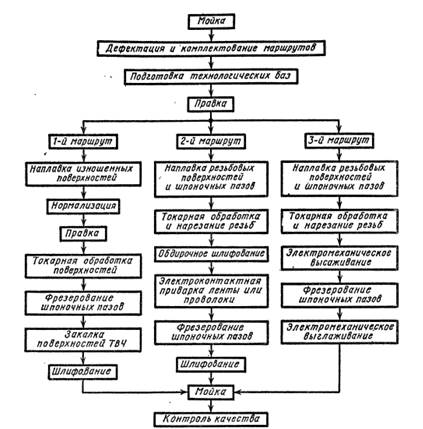
Рис.2. Схема технологического процесса восстановления гладких валов и осей
На шлицевых валах наряду с устранением дефектов, характерных для гладких валов, необходимо восстанавливать шлицевые поверхности. Наиболее широко для восстановления шлицевых поверхностей применяют дуговую наплавку. Технологический процесс включает операции наплавки, нормализации, токарной обработки, фрезерования, термической обработки и шлифования. Технология трудоемка и не всегда экономически выгодна.
При небольших износах для восстановления шлицевых валов рекомендуется холодное пластическое деформирование.
При износе зубьев по толщине до 0,5 мм на их нерабочей поверхности холодным пластическим деформированием на гидравлическом прессе с помощью шлицеканатной головки формируют технологическую канавку. Металл, вытесненный из канавки, заполняет боковую изношенную поверхность зуба и увеличивает наружны диаметр вала, обеспечивая минимально необходимый припуск для механической обработки шлицевой поверхности.
Если износ зубьев по толщине составляет 0,5-1,2 мм, тогда на их наружной поверхности наплавляют валики металла и осаживают на гидравлическом прессе с помощью шлиценакатной головки. При осадке наплавленные на зубья валики внедряются в основной металл, увеличивая ширину зубьев до необходимых размеров в целях получения припуска на механическую обработку.
Пр и износе зубьев по толщине более 1,2 мм наплавляют их боковые и наружные поверхности и подвергают механической обработке без деформирования.
Как для гладких валов, так и для шлицевых разработана технология восстановления по трем технологическим маршрутам в зависимости от величины износа зубьев шлицевых поверхностей (рис.3).
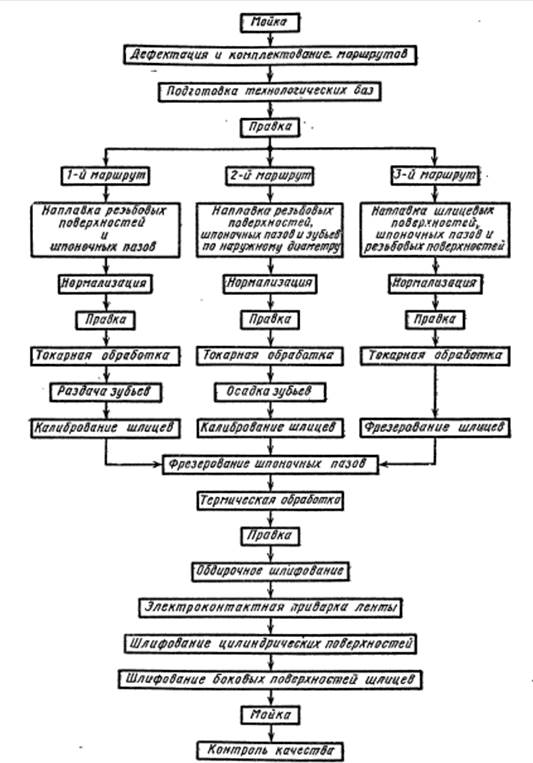
Рис. 3. Схема технологического восстановления шлицевых валов.
Похожие статьи
-
Существует несколько технологий восстановления чугунных коленчатых валов[3]. Одним из часто применяемых способов восстановления работоспособности...
-
Процесс восстановления деталей в авторемонтном производстве является важным элементом, влияющим на технико-экономические показатели выпускаемой...
-
Основная задача, которую преследуют ремонтные предприятия, это снижение себестоимости ремонта автомобилей и агрегатов при обеспечении гарантий...
-
При устранении износа шеек под шариковый подшипник и восстановлении износа шлицев под фланец ведомого вала по толщине в качестве базовой поверхности...
-
Коленчатый вал -- деталь (или узел деталей в случае составного вала) сложной формы, имеющая шейки для крепления шатунов, от которых воспринимает усилия и...
-
Характеристика деталей и условия ее работы - класс детали-круглые стержни - материал - высокопрочный чугун (ВЧ 42-12) - твердость - НВ 140-200 -...
-
Каждая деталь должна быть восстановлена с минимальными затратами, обеспечивая максимальный срок службы после ремонта. Для устранения дефекта №1...
-
Выбор рациональных способов восстановления детали Ведомый вал коробки передач автомобиля ГАЗ-53 А изготавливается из стали хромомарганцевая с молибденом...
-
Таблица 5 - Описание выбранного режущего инструмента Номер и наименование операции Название режущего инструмента ГОСТ или ТУ на режущий инструмент...
-
Для восстановления первоначального зазора или натяга регулируют соединения, обрабатывают детали под ремонтный размер, заменяют соединяемые детали новыми,...
-
Для гильз, в зависимости от величины износа центрирующих поясков, установлено три маршрута их ремонта. К первому маршруту относят детали с незначительным...
-
При выборе оборудования для каждой технологической операции необходимо учитывать назначение обработки, габаритные размеры деталей размер партии...
-
На основании полученного задания на курсовую работу, разработан технологический процесс восстановления коренных шеек коленчатого вала двигателя...
-
Составленный план восстановления поверхностей детали занесен в таблицу 2. Таблица 2 - План восстановления поверхностей Номер и название поверхности...
-
Черновое шлифование коренных шеек: Требуемый диаметр: 59,62-0,2 мм; Диаметр шлифуемой детали: 59,9 мм; Используется кругло - шлифовальный станок 3А432....
-
Б. Валов - Производственный и технологический процессы изготовления и ремонта автомобиля
Конструкции валов обычно имеют сложную форму и представляют собой сочетания гладких шеек, резьб, фланцев, зубчатых венцов и т. д. Осевые отверстия валов...
-
А. Изготовление корпусных деталей Особенности конструкции и обработки корпусных деталей. Корпусные детали в большинстве случаев являются базовыми...
-
При всем многообразии применяемых в производстве ремонтных операций все же многие из них можно сгруппировать в типовые группы с одинаковым...
-
Порядок работ После очистки пятника от грязи, наплывов и коррозионных повреждений производится осмотр на наличие трещин, проверяются размеры и крепление...
-
Детали современных автомобильных двигателей -- блок цилиндров, головка блока, коленчатый и распределительный валы, шатуны -- изготовляются с высокой...
-
В качестве заготовки для шестерни используем поковку, изготовленную на горячештамповочном кривошипном прессе. Существует ряд основных принципов...
-
Обоснование размера производственной партии ,шт. (1) Где: q - количество деталей в партии, шт. N - производственная программа изделий в год, шт. N -...
-
Гильза цилиндр поршневой двигатель В разработке данного курсового проекта предложено приспособление для восстановления внутренней поверхности гильз...
-
Деталь характеризуется по следующим параметрам: - класс детали: полые стержни - материал, из которого изготовлена деталь. Чугун КЧ 35-10-ковкий чугун -...
-
Зубчатые колеса являются наиболее массовыми деталями автомобилей. С повышением требований к надежности автомобилей возрастают и требования к точности и...
-
Восстановление шеек осей, Способ металлизации. - Технология ремонта шеек колесных пар электровоза
Потребность в восстановлении шеек осей возникает, если: - размер шейки выходит за пределы нижнего допускаемого размера (130++00,,052025 мм); - если шейка...
-
Для сравнительного анализа предварительно составим схемы увязки технологической оснастки как базовым (рисунок 36), так и проектируемым (рисунок 37)...
-
Годовой объем работ по каждой операции в отдельности рассчитывают по формуле TГ =tnNКМр(чел/ч) ТГ=5,286*16,82*7000*0,5=311186,82 чел/ч Где t -...
-
Размер партии деталей запускаемой в обработку в год, определим по формуле: ,(1) Где Q - количество деталей в год, ремонтируемых по заданному маршруту,...
-
Технологический процесс ремонта шин грузового автомобиля - Ремонт шин
Зачем восстанавливать резину? Ответ на этот вопрос банально прост - экономия. Недооценивать роль покрышек мы не имеем права, ведь от их состояния...
-
Выбор и обоснование метода организации технологического процесса ТО В зависимости от числа постов для данного вида ТО и уровня их специализации различают...
-
Моторный участок предназначен для проведения ремонта автомобильных двигателей. На участке выполняются: - проверка технического состояния блока цилиндров,...
-
Дефект: Износ отверстия под наружное кольцо наружного подшипника Способ устранения дефекта: -ремонтировать 1) Постановка втулки 2) вибродуговая наплавка...
-
Для разработки технологического процесса ремонта двигателя необходимо выполнить анализ дефектов и методов их устранения регламентированных заводом...
-
Исходные данные: операция наплавка(010) - деталь: шатунные шейки коленчатого вала ЗМЗ 402; - материал: Высокопрочный чугун; - номер по каталогу:...
-
Способы создания ремонтных заготовок С вложением материалов и (или) энергии в исходные заготовки (для обработки под номинальные размеры) Без вложения...
-
Технологию контроля состояния деталей и устранения дефектов - Ремонт масляного насоса дизеля 10Д100
Перед ремонтом шестерни необходимо произвести очистку ее от различных видов загрязнений. Шестерня для очистки погружается в ванну с горячим моющим...
-
Разработка плана технологических операций - Восстановление коленчатого вала компрессора ЗИЛ
Последовательность операций технологического процесса восстановления данной детали и применяемые средства следующие: - Промыть деталь и обезжирить...
-
План технологических операций - Технологический процесс восстановления ведомого вала коробки передач
Таблица 2 № опер. Наимено-вание и содержание операции Оборудование Приспо-собления Инструмент Рабочий Измери-тельный 1 2 3 4 5 6 005 Шлифовальная....
-
Дефект Способ устранения № операции Наименование и содержание операции Установочная база Износ шатунных шеек Износ коренных шеек Износ отверстий во...
Основные способы восстановления деталей класса валы - Производственный и технологический процессы изготовления и ремонта автомобиля