Анализ основных дефектов двигателя ЗМЗ-406, регламентированных заводом изготовителем - Разработка участка по ремонту двигателя ЗМЗ-406, входящего в состав АТСК "Плутон"
Для разработки технологического процесса ремонта двигателя необходимо выполнить анализ дефектов и методов их устранения регламентированных заводом изготовителем[18 с, 88]
|
Места контроля |
Наименование дефекта |
Способ устранения дефекта |
|
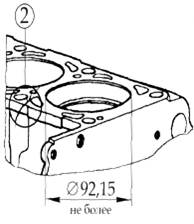
Блок цилиндров |
1. Износ диаметров цилиндров до размера более 95,15мм |
Ремонтировать. Расточить и хонинговать под один из ремонтных размеров |
2. Пробоины на стенках цилиндров, трещины на верхней плоскости блока и на ребрах, поддерживающих коренные подшипники, пробоины на водяной рубашке и картере. |
БРАКОВАТЬ | |
|
3. Повреждение резьбовых отверстий в виде забоин или срыва резьбы менее двух ниток |
Ремонтировать. Прогнать резьбу метчиком номинального размера. | |
|
4. Износ или срыв резьбы резьбовых отверстий более двух ниток. |
Ремонтировать.
| |
Втулки опор и опоры промежуточного вала |
1. Износ диаметра втулок опор промежуточного вала |
Ремонтировать. Заменить втулки на ремонтные. При установке ремонтных втулок обеспечить совпадение отверстий масляных каналов. Расточку опор промежуточного вала произвести за одну установку для обеспечения соосности |
|
2. Износ переднего посадочного отверстия под втулку опоры промежуточного вала или проворачивание втулки в отверстии |
БРАКОВАТЬ |
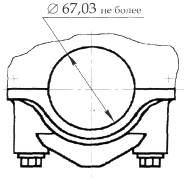 
Опоры коленчатого вала |
1. Износ диаметров опор под вкладыши коренных подшипников более 67,03 мм |
БРАКОВАТЬ |
|
Средние опоры коленчатого вала | 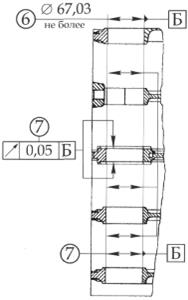
Радиальное биение средних опор коленчатого вала относительно крайних более 0,05 мм |
БРАКОВАТЬ |
|
Поршень | 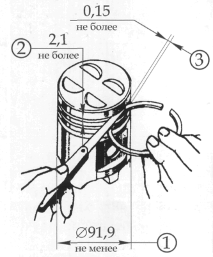
1. Износ диаметров поршней менее 91,9 мм |
Ремонтировать. Установить поршни одного из ремонтных размеров |
|
2. Износ ширины канавки под компрессионное кольцо |
БРАКОВАТЬ | |
|
3. Зазор по высоте между канавкой и кольцом более 0,15 мм |
БРАКОВАТЬ | |
Зазор между поршнем и цилиндром более 0,25 мм |
Ремонтировать. Произвести подбор поршня к цилиндру, выдерживая зазор от 0,024 до 0,048 мм между цилиндром и поршнем | |
|
Шатун | 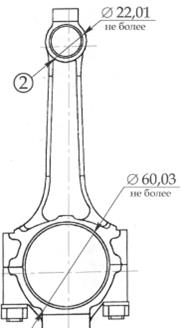
1. Износ диаметра кривошипной головки шатуна более 60,03 мм |
Ремонтировать. Произвести осталивание головки шатуна и крышки. Расточить головку совместно с крышкой шатуна в номинальный размер |
|
2. Износ диаметра поршневой головки шатуна более 22,01 мм |
Ремонтировать. Заменить втулку поршневой головки шатуна ремонтной втулкой, запрессовать в шатун. Расточить в номинальный размер |
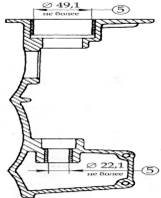
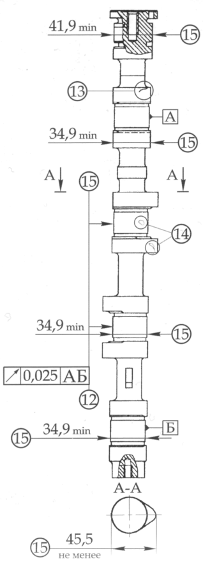
Промежуточный вал |
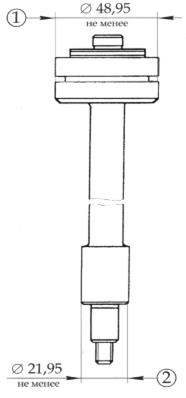
Износ диаметра шеек промежуточного вала: Передней - 48,95 мм Задней - 21,95 мм |
Ремонтировать. 1. Хромировать шейки промежуточного вала. Шлифовать до номинального размера 2. Шлифовать шейки под ремонтный размер |
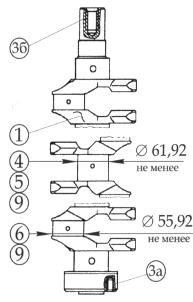
Коленчатый вал |
1. Трещины любого характера и расположения |
БРАКОВАТЬ |
|
2. Повреждение резьбы или срыв резьбы в резьбовых отверстиях не более двух ниток |
Ремонтировать. Прогнать резьбу метчиком номинального размера |
|
3. Износ или срыв резьбы более двух ниток |
Ремонтировать. |
|
А) в отверстиях под болты крепления маховика |
Установка резьбовых спиральных вставок |
|
Б) в отверстиях под пробки, в отверстиях под храповик |
Нарезание ремонтной резьбы |
|
4. Износ диаметра коренных шеек менее 61,92 мм |
Ремонтировать. Шлифовать коренные шейки под один из ремонтных размеров |
|
5. Биение коренных шеек более 0,04 мм |
БРАКОВАТЬ |
|
6. Износ диаметра шатунных шеек менее 55,92 мм |
Ремонтировать. Шлифовать шатунные шейки под один из ремонтных размеров |
|
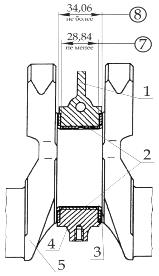
7. Износ длины третьей коренной шейки между двумя опорными поверхностями более 34,06 мм |
БРАКОВАТЬ |
|
8. Увеличение овальности коренных и шатунных шеек более 0,01 мм |
Ремонтировать. Шлифовать коренные и шатунные шейки коленвала до устранения дефекта. |
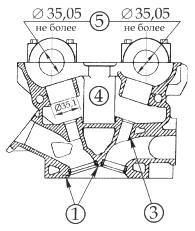
Головка блока цилиндров |
1. Наличие пробоин, прогара и трещин на стенках камеры сгорания и разрушение перемычек между гнездами |
БРАКОВАТЬ |
|
2. Ослабление посадки втулки клапанов в ГБЦ |
Ремонтировать. Установить втулки клапанов одного из ремонтных размеров |
|
3. Износ диаметра отверстия под гидротолкатель более 35,1 мм |
БРАКОВАТЬ |
|
4. Износ диаметров опор головки под шейки распределительных валов более 35,05 мм |
БРАКОВАТЬ |

1. Коробление тарелки клапана и прогорание клапана и седла |
Ремонтировать.
|
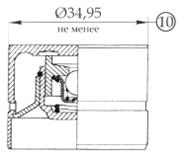
Износ диаметра гидротолкателя до размера менее 34,95 мм |
БРАКОВАТЬ |
|
Ремонтировать. Шлифовать средние опорные шейки до устранения дефекта БРАКОВАТЬ БРАКОВАТЬ |
Похожие статьи
-
Двигатель ЗМЗ-406 - это действительно современный двигатель, являющийся базовым для серии двигателей ЗМЗ-406.3, ЗМЗ-40522.10 Для определения...
-
Образование автоцентра "Плутон" Торговый лейбл автоцентра "Плутон" известен в городе Новосибирске уже достаточно давно. Автоцентр образовался в 1994...
-
на новые агрегаты -12 месяцев. на новые детали, узлы - 6 месяцев. на замененные запасные части и работы по восстановлению агрегатов, Узлов - 6 месяцев....
-
АТСК "Плутон" предоставляет следующие услуги: Авторемонтная зона: Гарантийный ремонт автомобилей SUZUKI. Предпродажную подготовку автомобилей SUZUKI....
-
В состав комплекса входит ряд взаимосвязанных между собой подразделений, классифицируемых преимущественно по видам деятельности: Участок мойки...
-
Двигатели, выпускаемые Заволжским моторным заводом Заволжский моторный завод - крупнейший в России производитель двигателей внутреннего сгорания для...
-
Для увеличения экономической эффективности необходимо дополнять спектр предлагаемых услуг. Исходя из анализа хозяйственной деятельности комплекса,...
-
Большинство обслуживаемых в автокомплексе автомобилей зарубежного производства - это видно из таблицы 1. Сегодня принято считать, что ремонт иномарок...
-
Объем, предоставляемых автокомплексом, услуг в среднем равен 25550 мелких и крупных ремонтов в год. Это значит, что за один день через комплекс проходит...
-
Введение - Разработка участка по ремонту двигателя ЗМЗ-406, входящего в состав АТСК "Плутон"
Автосервис - сфера услуг связанная с техническим обслуживанием и ремонтом автомобилей. Бурное развитие автосервиса в России совпало с периодом...
-
Таблица 2.1 Наименование неисправности Основные причины возникновения Способы устранения неисправностей 1. Сварочные ожоги - термомеханическое...
-
Описание разработки Основной и трудоемкой операцией по ремонту является разборка. Для разборки узлов и агрегатов основным условием является аккуратная...
-
Обоснование размера производственной партии ,шт. (1) Где: q - количество деталей в партии, шт. N - производственная программа изделий в год, шт. N -...
-
Производственно-техническая база предприятия - Участок по ремонту подвижного состава
Для обеспечения работы организации ООО "Пассажирское АТП" в гараже используется различная спец. техника, легковые автомобили для перевозки начальства,...
-
Характеристика деталей и условия ее работы - класс детали-круглые стержни - материал - высокопрочный чугун (ВЧ 42-12) - твердость - НВ 140-200 -...
-
Основное время : T=(l*i)/(n*s), где N - частота вращения заготовки, n=(200-600)об/мин Сталь 18Х2Н4МА S - подача, мм I - число проходов L=lвр+lп+l0 -...
-
Технологию контроля состояния деталей и устранения дефектов - Ремонт масляного насоса дизеля 10Д100
Перед ремонтом шестерни необходимо произвести очистку ее от различных видов загрязнений. Шестерня для очистки погружается в ванну с горячим моющим...
-
Анализ неисправностей, устраняемых на участке текущего отцепочного ремонта Текущий ремонт вагонов играет важную роль в обеспечении исправного...
-
Ремонт коробки передач - Устройство коробки передач автомобиля ЗИЛ-130
Картеры коробок передач изготавливают для всех автомобилей, кроме ГАЗ-24, отливают из алюминиевого сплава АЛ 4, НВ 80. Основные дефекты картера: ) Обломы...
-
Детали современных автомобильных двигателей -- блок цилиндров, головка блока, коленчатый и распределительный валы, шатуны -- изготовляются с высокой...
-
Коленчатый вал -- деталь (или узел деталей в случае составного вала) сложной формы, имеющая шейки для крепления шатунов, от которых воспринимает усилия и...
-
Технологический процесс восстановления деталей составляется в определенной последовательности согласно ТУ на ремонт. Для восстановления деталей...
-
Каждая деталь должна быть восстановлена с минимальными затратами, обеспечивая максимальный срок службы после ремонта. Для устранения дефекта №1...
-
Технические требования: 1. Нитроцементация h 0,7...1,1 мм. Для шлифованных поверхностей допускается снижение глубины нитроцементации до 0,4 мм не менее и...
-
При устранении износа шеек под шариковый подшипник и восстановлении износа шлицев под фланец ведомого вала по толщине в качестве базовой поверхности...
-
Дефект: Износ отверстия под наружное кольцо наружного подшипника Способ устранения дефекта: -ремонтировать 1) Постановка втулки 2) вибродуговая наплавка...
-
Приспособление для правки кузовов - Проектирование участка по кузовному ремонту и окраске кузовов
Набор приспособлений предназначен для правки кузовов легковых автомобилей. Комплектация набора. В набор инструментов и приспособлений с гидроприводом...
-
Для гильз, в зависимости от величины износа центрирующих поясков, установлено три маршрута их ремонта. К первому маршруту относят детали с незначительным...
-
Гильза цилиндров двигателя КамАЗ-740 изготовлена из серого специального чугуна, упрочненного объемной закалкой, она отличается уменьшенной (по высоте)...
-
Деталь характеризуется по следующим параметрам: - класс детали: полые стержни - материал, из которого изготовлена деталь. Чугун КЧ 35-10-ковкий чугун -...
-
Размер партии деталей запускаемой в обработку в год, определим по формуле: ,(1) Где Q - количество деталей в год, ремонтируемых по заданному маршруту,...
-
А) в составе специфических прямых производственных расходов Б) в составе общепроизводственных расходов В) в составе общехозяйственных расходов Г) в...
-
Исходные данные для теплового расчета берем из таблицы 1. Расчет значений характерных диаметров проводим следующим образом: Диаметр цилиндра (по заданию)...
-
Дефект Способ устранения № операции Наименование и содержание операции Установочная база Износ шатунных шеек Износ коренных шеек Износ отверстий во...
-
Разборка Перед разборкой генераторы подают в моечную машину для наружной мойки с последующей сушкой горячим воздухом при температуре 100°С. Состав...
-
Проверка технического состояния и ремонт - Техническое состояние деталей головки блока цилиндров
Головка блока цилиндров. Тщательно вымойте головку блока цилиндров и очистите масляные каналы. Удалите нагар из камер сгорания и с поверхности выпускных...
-
Динамический расчет - Конструирование и расчет двигателей внутреннего сгорания
Целью данного расчета является получение действующих сил и моментов, необходимых для расчета на прочность деталей кшм, прогнозирование условий работы...
-
Техническое обслуживание и ремонт подвижного состава, систем электроснабжения и путевого хозяйства На электротранспортных предприятиях Украины...
-
Филиал "Жлобинавтотранс" ОАО "Гомельоблавтотранс" осуществляет перевозки пассажиров на 25 пригородных, 21 городском и 3 междугородних маршрутах. Общая...
-
Основной целью деятельности филиала "Жлобинавтотранс" ОАО "Гомельоблавтотранс" является хозяйственная деятельность, направленная на извлечение прибыли....
Анализ основных дефектов двигателя ЗМЗ-406, регламентированных заводом изготовителем - Разработка участка по ремонту двигателя ЗМЗ-406, входящего в состав АТСК "Плутон"