Оборудование для обработки деталей лезвийным и абразивным инструментом - Оборудование для реализации основных технологических процессов авторемонтного производства. Оборудование для подготовки к окраске и для сушки лакокрасочных покрытий
Детали современных автомобильных двигателей -- блок цилиндров, головка блока, коленчатый и распределительный валы, шатуны -- изготовляются с высокой точностью. Допустимые отклонения размеров, взаимного расположения и формы рабочих поверхностей, как правило, не превышают 0,01 мм. Соответственно и стоимость таких изделий высока. При всей сложности восстановления их выгоднее ремонтировать, а не менять на новые. С другой стороны, оборудование для ремонта должно обеспечивать точность обработки рабочих поверхностей на уровне,
Соответствующем точности новой детали.
Наиболее известные зарубежные фирмы (такие, как Van - Norman ( США) Quick-Way ( СШ А ), Sunnen ( Швейцария) и другие) предлагают широкий выбор оборудования и имеют выраженную специализацию: Van-Norman специализируется на выпуске расточных и шлифовальных станков; Quick-Way - расточных станков и станков для ремонта головок блока; Sunnen - оборудования для ремонта различных отверстий в деталях двигателя.
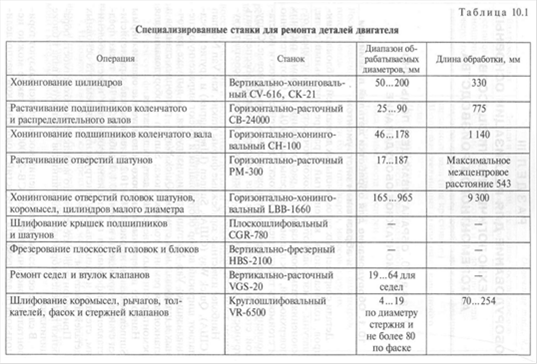
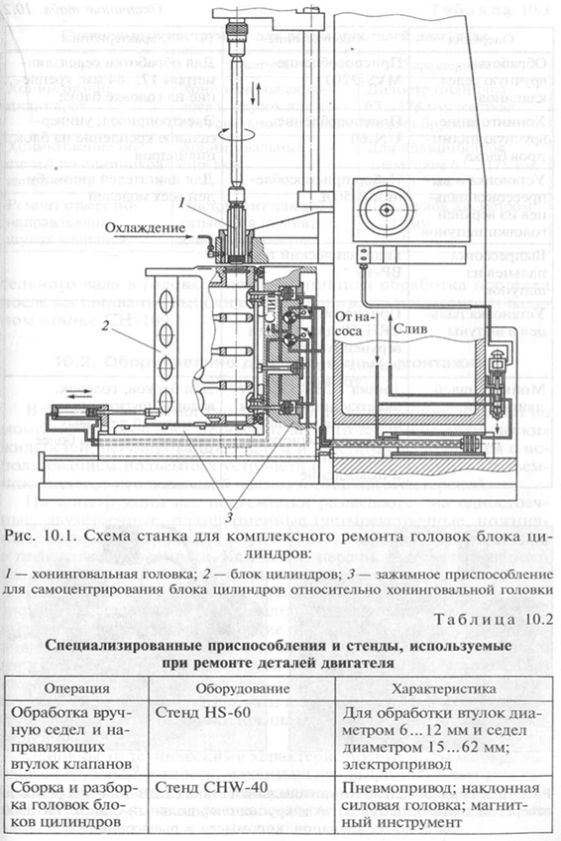
Наиболее интересные и широк о используемые станки фирмы Sunnen показаны на рис. 10.1 и 10.2, а технические характеристики станков приведены в табл. 10.1. В табл. 10.2 и 10.3 также представлена информация по специализированным приспособлениям, стендам и специальному
Инструменту для ремонта основных деталей двигателя.
При ремонте двигателей часто возникает необходимость обработки постелей коренных подшипников коленчатого вала в блоке цилиндров.
В случае серьезных повреждений постелей используют горизонтально-расточный станок СВ-24 .000 . Его также можно использовать для ремонта отверстий подшипников распределительного вала в головке блока. Финишная обработка постелей после растачивания выполняется на горизонтально-хонинговальном станке СН - 100 .
Окончание таблицы 10.2
|
Операция |
Оборудование |
Характеристика |
|
Обработка вручную седел клапанов. |
Приспособление MVS-2200 |
Для обработки седел диаметром 17...64 мм; крепление на головке блока |
|
Хонингование вручную цилиндров блока |
Приспособление UN-60 |
Электропривод; универсальное крепление на блок цилиндров |
|
Установка и выпрессовка пальцев из верхней головки шатунов |
Набор приспособлений B-500L |
Д ля двигателей автомобилей всех моделей |
|
Выпрессовка пальцев из шатунов. |
Гидравлический пресс BP-10 | |
|
Установка пальцев в шатуны. |
Приспособление CRH-50 для нагрева верхней головки Шатуна и поршня | |
|
Мойка деталей двигателей. |
Лини я TCS-1530 для очистки деталей в три стадии: термоочистка, воздушная очистка, вибрационная очистка и охлаждение |
Для блоков, головок, валов и других деталей двигателей легковых автомобилей -- не более 55 мин |

Рис. 10.2. Горизонтально-хонинговальный станок LBB-1660 для ремонта отверстий головок шатунов и кругло-шлифовальный, станок VR-6500 для ремонта клапанов, коромысел и рычагов.
Таблица 10.3
Специальный инструмент для ремонта деталей двигателя.
|
Операция |
Инструмент |
Характеристика |
|
Хонингование цилиндров. |
Хонинговальная го ловка, брусок для хонинговальной головки. |
Диаметр цилиндра 63 ... 178 мм; жесткая подача брусков |
|
Хонингование постелей подшипников валов. |
Хонинговальные оправки. |
Д ля подшипников Диаметром 61 .. . 178мм, 26 ...28,5мм |
|
Ремонт отверстий направляющих втулок клапанов. |
Инструмент для раскатывания втулки, алмазная развертка. |
Д ля втулок диаметром 1... 15мм |
Похожие статьи
-
В авторемонтном производстве пневмоинструмент находит широкое применение для работ с силовым крепежом, а также для выполнения слесарно-сборочных,...
-
Многогранность структуры авторемонтного производства, выполняемых работ и используемого технологического оборудования предопределяют многообразие видов...
-
Системы вытяжки отработавших газов Оборудование деталь лакокрасочный инструмент Отработавшие газы удаляются с рабочих постов АРП с помощью...
-
Оборудование участка подготовки автомобилей к окраске Участки подготовки автомобилей к окраске предназначены для изоляции зоны пылеобразующих работ...
-
Идеальным агрегатом для качественного ремонта лакокрасочного покрытия является окрасочно-сушильная камера. Но такие камеры слишком дороги, сложны и...
-
В условиях авторемонтного производства большинство работ по монтажу и демонтажу деталей и агрегатов, замене технических жидкостей, регулированию систем и...
-
Качество и долговечность лакокрасочного покрытия кузовов в значительной мере зависят от правильного выбора и соблюдения режима сушки. Интенсифицировать...
-
Требования по технике безопасности к инструменту приспособлениям и основному технологическому оборудованию Все рабочие места должны быть в чистоте, не...
-
Годовой объем работ по каждой операции в отдельности рассчитывают по формуле TГ =tnNКМр(чел/ч) ТГ=5,286*16,82*7000*0,5=311186,82 чел/ч Где t -...
-
Выбор материала шатуна Для изготовления шатуна бензинового автомобильного двигателя (n=6000 об/мин) выбираем в качестве материала шатуна сталь 18Х2Н4МА,...
-
Размер партии деталей запускаемой в обработку в год, определим по формуле: ,(1) Где Q - количество деталей в год, ремонтируемых по заданному маршруту,...
-
Таблица 5 - Описание выбранного режущего инструмента Номер и наименование операции Название режущего инструмента ГОСТ или ТУ на режущий инструмент...
-
В качестве заготовки для шестерни используем поковку, изготовленную на горячештамповочном кривошипном прессе. Существует ряд основных принципов...
-
При выборе оборудования для каждой технологической операции необходимо учитывать назначение обработки, габаритные размеры деталей размер партии...
-
Моторный участок предназначен для проведения ремонта автомобильных двигателей. На участке выполняются: - проверка технического состояния блока цилиндров,...
-
Технологический процесс - это изменение качественного состояния объекта производства, которое проявляется в изменении формы предметов труда, свойств,...
-
Омметром проверяем отсутствие замыкания обмотки статора на корпус. Проверяем отсутствие обрыва цепи в обмотке статора. Проверяем отсутствие замыкания...
-
Припуском на обработку называется слой материала, удаляемый с поверхности заготовки в процессе ее обработки для обеспечения заданного качества детали....
-
При устранении износа шеек под шариковый подшипник и восстановлении износа шлицев под фланец ведомого вала по толщине в качестве базовой поверхности...
-
Черновое шлифование коренных шеек: Требуемый диаметр: 59,62-0,2 мм; Диаметр шлифуемой детали: 59,9 мм; Используется кругло - шлифовальный станок 3А432....
-
Количество основного оборудования может быть определенно или по трудоемкости работ, выполненных на нем, или по производительности оборудования. При...
-
На основании полученного задания на курсовую работу, разработан технологический процесс восстановления коренных шеек коленчатого вала двигателя...
-
Исходные данные для теплового расчета берем из таблицы 1. Расчет значений характерных диаметров проводим следующим образом: Диаметр цилиндра (по заданию)...
-
Фрезерная операция - Технологический процесс восстановления ведомого вала коробки передач
При работе на фрезерных станках возможны несчастные случаи в результате соприкосновения с вращающейся фрезой, передаточным механизмом (зубчатыми...
-
Стенд для правки кузовов - Проектирование участка по кузовному ремонту и окраске кузовов
Отличительной чертой особенности стенда является возможность точной установки, крепления верхней опоры телескопической стойки передней подвески и от этих...
-
Гильза цилиндров двигателя КамАЗ-740 изготовлена из серого специального чугуна, упрочненного объемной закалкой, она отличается уменьшенной (по высоте)...
-
Приспособление для правки кузовов - Проектирование участка по кузовному ремонту и окраске кузовов
Набор приспособлений предназначен для правки кузовов легковых автомобилей. Комплектация набора. В набор инструментов и приспособлений с гидроприводом...
-
Все оборудование для ТО и ремонта можно разбить на три группы: А) технологическое (станки, автомобильные мойки, подъемники); Б) организационная оснастка...
-
Составленный план восстановления поверхностей детали занесен в таблицу 2. Таблица 2 - План восстановления поверхностей Номер и название поверхности...
-
Устройство числового программного управления 2Р22, именуемое в дальнейшем "устройство", предназначено для управления металлообрабатывающими станками. По...
-
В этом подразделе пояснительной записки необходимо выполнить планировку участка (отделения), имеющуюся на предприятии по месту практики. Планировка...
-
Для бесперебойной эксплуатации вагонного парка и содержания его в исправном состоянии на железных дорогах России установлена четкая система технического...
-
Подбор технологического оборудования для зоны Д-2 - Проект АТП на 70 автомобилей УАЗ-31514
Техническое диагностирование - комплекс работ (операций) по определению с установленной точностью технического состояния. Диагностирование является одним...
-
Очистка и мойка двигателя автомобиля - обязательная операция, предшествующая его ремонту в любых автосервисах и на станциях техобслуживания. Она во...
-
Технологический анализ чертежа Деталь - колесо зубчатое, изготовляется из легированной стали 45Х ГОСТ 4543-71 (С=0,41% ; Si=0,17% ; Mn=0,5% ; Cr=0,8%),...
-
Замена полуоси Трудоемкость - 34,0 чел. мин (0,57 чел. час) Исполнитель - слесарь по ремонту автомобилей 4 разряда № выполняемых работ Наименование и...
-
Деталь: Вал ведомый коробки передач № детали: 52-1701105 Материал: Сталь 25ХГМ ГОСТ 4543-61 Твердость: HRC 60-65 Технические требования на...
-
Автоматические системы и измерительные комплексы, используемые для целей навигации, стабилизации и других видов управления, состоят из различных деталей,...
-
Деталь характеризуется по следующим параметрам: - класс детали: полые стержни - материал, из которого изготовлена деталь. Чугун КЧ 35-10-ковкий чугун -...
-
Ремонт кузова и крыши Кузов и крышу вагонов-хопперов для зерна ремонтируют в соответствии с требованиями пунктов 7.1, 7.1.1, 7.1.2 настоящей...
Оборудование для обработки деталей лезвийным и абразивным инструментом - Оборудование для реализации основных технологических процессов авторемонтного производства. Оборудование для подготовки к окраске и для сушки лакокрасочных покрытий