Восстановление размеров посадочных поясков - Разработка технологического процесса восстановление гильзы цилиндров двигателя КамАЗ-740
Для гильз, в зависимости от величины износа центрирующих поясков, установлено три маршрута их ремонта.
К первому маршруту относят детали с незначительным (до 0,09 мм) износом поясков. Эти детали не требуют наращивания поясков.
По второму маршруту ремонтируют детали с износом центрирующих поясков не более 0,2 мм. Пояски с таким износом наращивают способом хромирования.
В третий маршрут включают гильзы с износом центрирующих поясков более 0,2 мм. Для этих деталей рекомендуется наращивание поясков виброконтактной наплавкой.
Признаком для бракования гильзы являются глубокие раковины на рабочей поверхности и на поясках, возникающие вследствие коррозии, которые нельзя устранить шлифованием.
Если на поверхности центрирующих поясков нет коррозии и не требуется их наращивания, то при их ремонте ограничиваются слесарной обработкой. Напильником зачищают выступающие неровности металла на кромках поясков. Поверхность поясков рекомендуется полировать наждачным полотном зернистостью 18-140. При наличии коррозии и износе до 0,2 мм пояски гильзы шлифуют, хромируют и вторично шлифуют до нормальных размеров. Для шлифования посадочных поясков на круглошлифовальном станке деталь устанавливают на центровую оправку (рис. 2.2) с двумя соосными коническими грибками. Обрабатываемую гильзу базируют по неизношенным нерабочим фаскам, расположенным по концам отверстия.
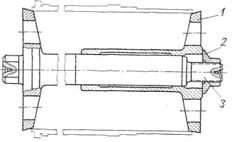
Рис. 2.2. Центровая оправка для шлифования поясков гильзы: 1 - втулка; 2 - гайка; 3 - оправка
Для хромирования поясков гильз применяют индивидуальные подвесные приспособления. Поверхности, не подлежащие хромированию, изолируют перхлорвиниловым пластикатом. После обезжиривания и анодной обработки пояски гильз хромируют в сернокислом электролите.
Для получения блестящего осадка принимают плотность тока 45-50 а/дм2, температуру электролита 55-60° С. Толщина слоя хрома должна быть 0,15-0,2 мм.
Хромированные пояски шлифуют корундовым кругом зернистостью 46-60, твердостью СТ1 - СТ2.
Овальность поясков должна быть не более 0,05 мм; разностенность детали в зоне поясков допускается не более 0,08 мм.
На поверхности поясков допускаются мелкие углубления (сыпь), площадью не более 20% поверхности обоих поясков.
Для виброконтактной наплавки изношенных центрирующих поясков гильз применяют малоуглеродистую сварочную проволоку диаметром 1,4-1,6 мм. Рекомендуется следующий режим наплавки: напряжение сварочного тока 16-18 В, индуктивность 8 витков, амплитуда вибрации электрода 1,5 мм; скорость подачи проволоки 48-60 м/мин; число оборотов гильзы 0,75 в минуту (окружная скорость 48 м/мин); скорость перемещения электрода вдоль оси детали 2 мм за один оборот. Охлаждающую жидкость подводят к внутренней поверхности гильзы. Поверхность буртика и переходной канавки от наплавки и брызг металла предохраняют тонким слоем обмазки состава (в г): мел - 600, декстин - 50 и вода - 340.
Наплавленные посадочные пояски шлифуют под ремонтные размеры. Для обработки применяют корундовый круг зернистостью 45-60, твердостью С1 - С2.
Похожие статьи
-
При всем многообразии применяемых в производстве ремонтных операций все же многие из них можно сгруппировать в типовые группы с одинаковым...
-
Для гильз принята следующая схема технологического процесса ремонта: 1) правка; 2) восстановление размеров посадочных поясков; 3) устранение...
-
Очистка и мойка двигателя автомобиля - обязательная операция, предшествующая его ремонту в любых автосервисах и на станциях техобслуживания. Она во...
-
Введение - Разработка технологического процесса восстановление гильзы цилиндров двигателя КамАЗ-740
О надежности и долговечности машины судят обычно по стабильности рабочих характеристик, заложенных в ней при изготовлении. В условиях эксплуатации...
-
Характеристика деталей и условия ее работы - класс детали-круглые стержни - материал - высокопрочный чугун (ВЧ 42-12) - твердость - НВ 140-200 -...
-
Размер партии деталей запускаемой в обработку в год, определим по формуле: ,(1) Где Q - количество деталей в год, ремонтируемых по заданному маршруту,...
-
Гильза цилиндр поршневой двигатель В разработке данного курсового проекта предложено приспособление для восстановления внутренней поверхности гильз...
-
Поврежденные уплотнительные канавки на верхнем торце буртика восстанавливают прокатыванием стальных закаленных роликов. Металл, вытесненный из канавок,...
-
Исходя из функционального назначения, гильзы цилиндров относятся к главным элементам поршневых ДВС и являются наиболее ответственной деталью ЦПГ. Стенки...
-
Дефект Способ устранения № операции Наименование и содержание операции Установочная база Износ шатунных шеек Износ коренных шеек Износ отверстий во...
-
На основании полученного задания на курсовую работу, разработан технологический процесс восстановления коренных шеек коленчатого вала двигателя...
-
Составленный план восстановления поверхностей детали занесен в таблицу 2. Таблица 2 - План восстановления поверхностей Номер и название поверхности...
-
Существует несколько технологий восстановления чугунных коленчатых валов[3]. Одним из часто применяемых способов восстановления работоспособности...
-
Коленчатый вал -- деталь (или узел деталей в случае составного вала) сложной формы, имеющая шейки для крепления шатунов, от которых воспринимает усилия и...
-
Гильза цилиндров двигателя КамАЗ-740 изготовлена из серого специального чугуна, упрочненного объемной закалкой, она отличается уменьшенной (по высоте)...
-
В курсовом проекте были рассмотрены основные дефекты гильзы цилиндров КамАЗ-740. Рассмотрены различные технологии восстановления гильзы цилиндров. Из них...
-
В числе мероприятий по поддержанию работоспособности машины за период полного срока службы периодически выполняют работы по ее текущему и капитальному...
-
Таблица 5 - Описание выбранного режущего инструмента Номер и наименование операции Название режущего инструмента ГОСТ или ТУ на режущий инструмент...
-
При устранении износа шеек под шариковый подшипник и восстановлении износа шлицев под фланец ведомого вала по толщине в качестве базовой поверхности...
-
При выборе оборудования для каждой технологической операции необходимо учитывать назначение обработки, габаритные размеры деталей размер партии...
-
Основная задача, которую преследуют ремонтные предприятия, это снижение себестоимости ремонта автомобилей и агрегатов при обеспечении гарантий...
-
Минимальный припуск по видам обработки [8]: Шлифование черновое 100 мкм; Шлифование чистовое 50 мкм; Полирование 5 мкм. Минимально допустимый размер...
-
Хромирование - Восстановление клапанов двигателя ЗИЛ-4314
Хромированием целесообразно восстанавливать детали с износом не более 0,3 мм. При большей толщине покрытия из хрома имеют пониженные механические...
-
Восстановление деталей газораспределительного механизма - Восстановление клапанов двигателя ЗИЛ-4314
При наличии трещин клапан бракуется. Деформация стержня клапана устраняется статической правкой. Износ стержня устраняется хромированием или железнением....
-
Выбор рациональных способов восстановления детали Ведомый вал коробки передач автомобиля ГАЗ-53 А изготавливается из стали хромомарганцевая с молибденом...
-
Исходные данные: операция наплавка(010) - деталь: шатунные шейки коленчатого вала ЗМЗ 402; - материал: Высокопрочный чугун; - номер по каталогу:...
-
Припуском на обработку называется слой материала, удаляемый с поверхности заготовки в процессе ее обработки для обеспечения заданного качества детали....
-
Процесс восстановления деталей в авторемонтном производстве является важным элементом, влияющим на технико-экономические показатели выпускаемой...
-
Черновое шлифование коренных шеек: Требуемый диаметр: 59,62-0,2 мм; Диаметр шлифуемой детали: 59,9 мм; Используется кругло - шлифовальный станок 3А432....
-
Сварочная операция. Видимые лучи электрической дуги и газосварочного пламени действуют ослепляюще на глаза и в случае длительного облучения могут вызвать...
-
Деталь характеризуется по следующим параметрам: - класс детали: полые стержни - материал, из которого изготовлена деталь. Чугун КЧ 35-10-ковкий чугун -...
-
В качестве заготовки для шестерни используем поковку, изготовленную на горячештамповочном кривошипном прессе. Существует ряд основных принципов...
-
Выбор материала шатуна Для изготовления шатуна бензинового автомобильного двигателя (n=6000 об/мин) выбираем в качестве материала шатуна сталь 18Х2Н4МА,...
-
В результате выполнения данной работы была проведена разработка технологического процесса изготовления партии деталей, установлены и рассчитаны: материал...
-
Фрезерная операция - Технологический процесс восстановления ведомого вала коробки передач
При работе на фрезерных станках возможны несчастные случаи в результате соприкосновения с вращающейся фрезой, передаточным механизмом (зубчатыми...
-
Технологический анализ чертежа Деталь - колесо зубчатое, изготовляется из легированной стали 45Х ГОСТ 4543-71 (С=0,41% ; Si=0,17% ; Mn=0,5% ; Cr=0,8%),...
-
Припуском на обработку называется слой материала, удаляемый с поверхности заготовки в процессе ее обработки для обеспечения заданного качества детали....
-
Осталивание - Восстановление клапанов двигателя ЗИЛ-4314
По сравнению с хромированием процесс осталивания имеет ряд преимуществ: большую скорость нанесения покрытия, высокий выход, металла по току, возможность...
-
Шлифование - Восстановление клапанов двигателя ЗИЛ-4314
Шлифование является основным способом обработки износостойких покрытий, отличающихся высокой твердостью. Шлифование обеспечивает должное качество...
-
Железнение - Восстановление клапанов двигателя ЗИЛ-4314
Железнением называется процесс получения прочных износостойких железных покрытий из электролитов. Этот процесс используется в ремонтном производстве для...
Восстановление размеров посадочных поясков - Разработка технологического процесса восстановление гильзы цилиндров двигателя КамАЗ-740