Токарні та круглопалкові верстати
Токарні та круглопалкові верстати
Іиларні та круглопалкові верстати призначені для виготовлення різноманітних деталей круглої (циліндричної) і фасонної форми. При роботі на токарних верстатах обробка деталей здійснюється обертанням заготовок, а на круглопалкових -- обертанням ножової головки.
Токарні верстати. Будовою всі токарні верстати дуже подібні між собою, проте деякі відмінності в окремих вузлах є. Для кріплення заготовок в окремих верстатах є спеціальні центри, тому їх називають центровими, а в окремих -- тільки планшайби, на яких кріпиться і оброблюється заготовка,-- їх називають лобовими. Різання здійснюється стамесками різних форм і конструкцій (Рис. 1), які подаються на виріб вручну (робітник спирається при цьому на підручник, розміщений в потрібному положенні) або різцем, закріпленим на супорті, який переміщується за допомогою механізму подачі з приводом від електродвигуна.
Різальний інструмент для токарних робіт поділяють на обдирний, чистовий та спеціальний.
Як обдирний інструмент для токарних робіт застосовують стамеску з напівкруглим лезом (рейер) 6--50 мм завширшки. Такі стамески застосовують для чорнової обробки деталей.
Для чистового обточування деталей застосовують стамески з прямолінійним лезом (мейсель). Кромка леза мейселя скошена під кутом 70-- 80°до осі. Залежно від виду обточуваних порід кут загострення лез має становити 20--35°. Скіс леза стамески з боку тупого кута використовують для обточування заокруглень, а з боку гострого кута -- для підрізання торців і відрізування обточених виробів. Серединою скошеного леза стамески обточують опуклі поверхні. Ширина стамесок з прямолінійним лезом така сама, як з напівкруглим.
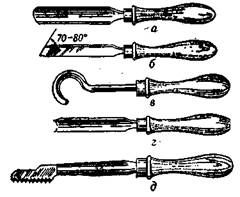
Рис. 1. Різальні інструменти для токарних робіт:
А -- стамеска з напівкруглий лезом (рейер), б -- стамеска з прямолінійним лезом (мейсель), в -- гачок, г -- стамеска, заточена з вигнутого боку, д -- гребінка
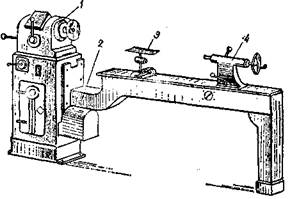
Рис. 2. Токарний верстат:
1 -- передня бабка, 2 -- станина, 3 -- підручник, 4 -- задня бабка
Для різних видів токарної обробки застосовують спеціальні різці. Внутрішні поверхні обробляють за допомогою крючків. Крючок являє собою плоский різець із загнутим кінцем. Заточка леза різця може бути одностороння або двостороння, ширина різальної кромки крючка 4--25 мм. Фігурні різці мають спеціальні леза, конфігурація яких відповідає формі деталі. Для нарізування різьби та інших канавок на зовнішній поверхні деталі застосовують спеціальні різці-гребінки.
Кожен токарний верстат (Рис. 2) складається із станини і передньої бабки, в якій змонтований у підшипниках шпиндель, що рухається від електродвигуна за допомогою пасової передачі. Для зміни швидкості обертання шпинделя застосовують ступеневі шківи або електродвигуни з безступеневою зміною швидкості. Задня бабка з розміщеним у ній центром переміщується по напрямних станини в потрібне положення залежно від довжини заготовок.
Затискування заготовки в центрі здійснюється маховичками, що е на задній бабці. Крім того, заготовку можна кріпити в пустотілому патроні або на планшайбі болтами.
Настроювання та експлуатація верстатів. На токарному верстаті працює один робітник. На верстаті обробляють заготовки квадратного перерізу з попередньо обтесаними сокирою ребрами.
Підручник, або супорт, встановлюють так, щоб його опорна поверхня була на рівні центрів заготовки або на 2--3 мм вище від них. Між підручником і заготовкою має бути зазор 2--3 мм. Такою ж має бути відстань між підручником або супортом і заготовкою.
Чорнову обробку заготовки здійснюють рейєром. Спочатку першу стружку 1--2 мм завтовшки знімають середньою частиною леза рейєра, а в наступних проходах працюють по черзі правим і лівим боком рейєра, Для чистової обробки заготовки залишають 2--3 мм. Чистову обробку виконують мейселем. Спочатку ріжуть середньою частиною леза, а потім частиною леза з тупим кутом. Мейселем можна обточувати поверхні прямолінійної і криволінійної форми, а також розрізати деталі. Різцями для фасонного обточування працюють як і мейселем, тільки їх напрямок до деталі встановлюється залежно від місця і форми виїмок. Частоту обертання різців встановлюють залежно від діаметра оброблюваних заготовок.
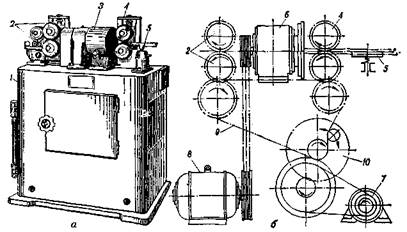
Рис. 3. Круглопалковий верстат КПА20:
А -- загальний вигляд, б -- кінематична схема; 1 -- станина, 2 -- задні ролики, 3 -- кожух ножової головки, 4 -- механізм подачі з передніми роликами, 5 -- напрямний лоток, 6-- пустотілий шпиндель з ножовою головкою, 7 -- електродвигун подачі, 8 -- електродвигун ножової головки, 9 -- ланцюгова передача, 10 -- зубчаста передача
Продуктивність токарних верстатів можна визначити за формулою, шт. в зміну,
,
Де kД і kМ -- 0,8...0,85; п-- кількість одночасно оброблюваних деталей.
Круглопалкові верстати. Оскільки обробка деталей на кругло-палкових верстатах здійснюється внаслідок обертання ножової головки, то конструктивно вони цілком відрізняються від токарних. Крім того, це верстата прохідного типу, що підвищує їхню продуктивність.
Різальним інструментом для круглопалкових верстатів є прямолінійні або профільні ножі, що мають пряму або фігурну кромку. Ножі кріплять на спеціальні ножові головки, з корпуса яких знято фаски. Корпус головки кріплять на пустотілому шпинделі, який під час роботи обертається.
Для виготовлення круглих палок і шкантів найширше застосовуються верстати КПА20, КПА50, КПА90, а для фасонних палок -- КПФ-2.
На Рис. 3 показано круглопалковий верстат КПА20, що складається із станини, на якій закріплено пустотілий шпиндель з ножовою головкою і двома парами роликів спереду ножової головки -- пара подавальних, а ззаду -- пара приймальних. Шпиндель зв'язаний з електродвигуном через пасову передачу. Подавальні ролики приводяться в рух від окремого електродвигуна через пасову, зубчасту або ланцюгову передачу.
Передні ролики мають прямокутний переріз, бо заготовки у верстат подаються прямокутної форми, а задні -- круглі, бо деталі" з верстата виходять круглої форми.
Відстань між передніми і задніми роликами, які закріплені на стояках, можна змінювати залежно від перерізу і довжини заготовок.
Настроювання та експлуатація верстатів. При настроюванні верстатів треба спочатку підібрати і встановити в шпиндель верстата втулку, внутрішній діаметр якої відповідає діаметру виготов-люваних палок, і закріпити на головці різці. При встановленні різців користуються циліндричним еталоном, який затискують одночасно в обох парах подавальних роликів. При обертанні головки її ножі мають злегка торкатись своєю прямолінійною частиною поверхні еталона.
Для регулювання передніх роликів беруть квадратний брусок, а для задніх -- круглу палку, їх треба ставити так, щоб вм'ятини на поверхні заготовок не перевищували 0,2--0,9 мм. Заготовки подаються у верстат торець в торець.
Працює на верстаті один робітник, який завантажує живильний магазин заготовками і періодично перевіряє гладкість і розміри оброблених деталей. При виході з верстата деталі падають у прийомний бункер.
Продуктивність круглопалкових верстатів можна визначити за формулою, шт. в зміну,
,
Де kД = 0,9, kМ = 0,95.
Список використаної літератури.
- 1. Амалицкий В. В., Любченко В. И. Справочник молодого станочника по деревообработке.-- М. : Лесн. пром-сть, 1984.-- 239 с. 2. Бобиков П. Д. Изготовление художественной мебели.-- М. : Высш. шк., 1988.-- 288 с. 3. Кулебокин Г. И. Столярное дело.-- М. : Стройиздат, 1987.-- 144 с. 4. Кряпов М. В., Гулин В. С., Берилин А. В. Современное производство мебели.-- М. : Лесн. пром-сть, 1986.-- 263 с. 5. Сахаров М. Л. Автоматизация деревообрабатывающего производства.-- М. : Лесн. пром-сть, 1987.-- 243 с. 6. Справочник, мебельщика. Станки и инструменты. Организация производства и контроль качества.-- М. : Лесн. пром-сть, 1985.--* 375 с. 7. Худяков В. А. Деревообрабатывающие станки и работа на них.-- М. : Лесн. пром-сть, 1982.-- 324 с. 8. Шумега С. С. Спеціальна технологія меблевого виробництва.-- К. : Вища шк. Головне вид-во, 1981.-- 242 с. 9. Шумега С. С. Технология столярно-мебельного производства.-- М. : Лесн. пром-сть, 1984.-- 265 с.
Похожие статьи
-
Основні типи токарних верстатів, Токарні верстати - Токарна група верстатів
За класифікацією група токарних верстатів поділяється на 9 підгруп (типів): Автомати і напівавтомати одношпиндельні; Автомати і напівавтомати...
-
Спеціалізовані токарні верстати, Устрій верстатів токарної групи - Токарна група верстатів
Верстати даного типажу мають вузькоспеціалізоване направлення. В даний тип верстатів увійшли: Вальцетокарні; Верстати для обробки злитків; Для обробки...
-
Свердлильні та свердлильно-пазувальні верстати
Свердлильні та свердлильно-пазувальні верстати Круглі отвори та довгасті гнізда для різних шипів виготовляють на свердлильних, свердлильно-пазувальних і...
-
Токарно-лобові верстати, Токарно-карусельні верстати - Токарна група верстатів
Лобові токарні верстати застосовуються для виготовлення деталей великого діаметра і малої довжини. Оброблювана заготовка встановлюється на планшайбі,...
-
Токарно-револьверний верстат -- верстат токарної групи з револьверною головкою (замість задьої бабки), застосовується для багатоінструментальної обробки...
-
Історія - Токарна група верстатів
Токарний верстат у простому вигляді був відом ще у ІІ тисячолітті до н. е. Доказами цього служать різці які були знайдені в 1949 проф. Б. Куфтіним при...
-
Верстат токарної групи з ЧПК - Токарна група верстатів
Автоматами називаються верстати, у яких автоматизовані всі робочі і допоміжні рухи, необхідні для виконання технологічного циклу обробки деталі. До...
-
Вступ - Токарна група верстатів
Верстати токарної групи призначені для обробки зовнішніх і внутрішніх поверхонь тіл обертання (циліндричної, конічної і фасонних), обробки плоских...
-
Матеріал деталі - сталь ст3 пс5, Маса - 3,4 кг, Виробництво - дрібносерійне. 1. Проводимо розмірний аналіз креслення. По таблицям допусків знаходимо...
-
Холодная штамповка, Объемная холодная штамповка - Технологии штамповки
Холодная штамповка производится в штампах без нагрева заготовок и сопровождается деформационным упрочнением металла. Холодная штамповка является одним из...
-
Оборудование - Производство хлеба бородинского
Тестомесильная машина Х-12 Тестомесильная машина Х-12 представляет собой корыто, изготовленное из нержавеющей стали. По его оси находится вал с восемью...
-
Технологический процесс прокатки - Прокат и его производство
Исходным продуктом для прокатки могут служить квадратные, прямоугольные или многогранные слитки, прессованные плиты или кованые заготовки. Процесс...
-
Захисні гази - Здатність до зварювання алюмінієвого сплаву
Для зварювання відповідальних конструкцій із алюмінію рекомендується застосовувати інертні гази - аргон та гелій. В ряді випадків краще формування швів...
-
Маршрутная технология процесса изготовления деталей - Ремонт токарного станка
Выбор заготовки: при выборе заготовки для механической обработки заменяемой детали нужно учитывать технические требования, предъявляемые к детали....
-
МАТЕРИАЛ И КЛАССЫ ПРОЧНОСТИ БОЛТОВ - Виды болтов и типоразмеры
Механические свойства крепежных изделий с диаметром резьбы до 48 мм и материалы для их производства регламентируются ГОСТ 1759--70. Для болтов...
-
Схема резки металла на ножницах различных типов - Заготовительные операции
Резка и обработка кромок. Резка деталей с прямолинейными кромками из листов толщиной до 40 мм, как правило, производится на гильотинных ножницах...
-
Обгрунтування прийнятого способу проектування верху взуття Найбільш розповсюдженими системами моделювання взуття є: копіювальна, копіювально-графічна,...
-
Структура и задачи ремонтно-механической службы Технологический процесс в цехе, краткий анализ основных механического оборудования. Первоначальное...
-
Перелік посилань - Розрахунок редуктора
1. Цехнович Л. И., Петриченко И. П. Атлас конструкций редукторов: Учеб. пособие. - 2-е изд., перераб. И доп. - К: Выща шк. 1990. - 151с. 2. Дунаев П. Ф.,...
-
Назначение и классификация сверлильных станков - Сверлильные станки
В зависимости от области применения различают универсальные и специальные сверлильные станки. Находят широкое применение и специализированные сверлильные...
-
Організація робочого місця - Технологія приготування пельменів
Робочим місцем називають частину виробничої площі де працівник виконує певні операції, використовуючи при цьому спеціальне обладнання посуд, інвентар,...
-
Выбор материала и технология производства заготовок деталей и инструментов
ВЫБОР МАТЕРИАЛА И ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЗАГОТОВОК ДЕТАЛЕЙ И ИНСТРУМЕНТОВ Цель работы - провести анализ условий работы заданного изделия, выбор...
-
Для изготовления передней рамы фронтального погрузчика МоАЗ 40484 применяется механизированная сварка, для сварки в защитном газе плавящимся проволочным...
-
Устройства для автоматической смены инструмента - Виды автоматизированных производств
Особенность многоцелевых станков с ЧПУ -- наличие устройств автоматической смены инструментов, основное назначение которых -- сокращение времени простоя...
-
Т. к. партия изготовляемых деталей составляет 400шт. Производство не крупносерийное; материал детали не литейная сталь, в исключительных случаях...
-
Подготовка металла к сварке Подготовка металла под сварку заключается в очистке, правке, разметке, резке и сборке под сварку. Разделка кромок в моем узле...
-
Изготовление пластин для оптических деталей
Изготовление любой оптической детали начинают с выбора заготовки. Для крупносерийного и массового производства заготовкой является прессовка, а для...
-
В условиях массового производства повышение производительности труда достигается автоматизацией технологических процессов, внедрением в производство...
-
Проверяем пригодность роликоподшипников конических однорядных по ГОСТ 333-79, условное обозначение - 7202. Проверим пригодность подшипника по [8;c.103]:...
-
Круглопильный станок, Технологический процесс - Изготовление прихожей
Инструмент и его применение Пневмодрелъ - применяется для просверливания отверстий. Рулетка - применяется для измерения ширины, высоты и Длины заготовки...
-
Формообразующие операции листовой штамповки - Способы формообразования конструкционных материалов
При формообразующих операциях стремятся получить заданную величину деформации, чтобы заготовка приобрела требуемую форму. Основные формообразующие...
-
Задачей правильной эксплуатации оборудования является получение от него наибольшей производительности, при обеспечении его долговечности и точности. Для...
-
Завдання. Для заданих вихідних умов оброблення партій деталей розрахувати оптимальні режими різання для токарного оброблення Номер варіанту Розміри...
-
Диффузионная металлизация - Химико-термическая обработка металлов
Наиболее распространенными видами диффузионной металлизации являются алитирование, хромирование, силицирование. Алитирование представляет собой...
-
Химико-термическая обработка металлов, Цементация. - Химико-термическая обработка металлов
Целью химико-термической обработки является получение поверхностного слоя стальных изделий, обладающего повышенными твердостью, износоустойчивостью,...
-
Застосування титану і його сплавів - Властивості та застосування титану та його сплавів
В даний час титан широко використовується в ракетно-космічній техніці, в суднобудуванні і транспортному машинобудуванні, де особливо важливу роль...
-
СВЕРЛЕНИЕ - Операции ручного изготовления ювелирных украшений
Процесс образования отверстия в сплошном материале при помощи режущего инструмента -- сверла -- называется сверлением. Процесс увеличения при помощи...
-
Общий припуск z0 равен сумме всех промежуточных припусков zI. Поэтому для каждой обрабатываемой детали можно записать: , Где - число технологических...
-
Перечень составных частей станка приведен в таблице 2.2. Таблица 2.2 - Перечень составных частей станка Наименование Обозначение Кол Примечание Станина...
-
Припуск - слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали. Припуск на обработку...
Токарні та круглопалкові верстати