Свердлильні та свердлильно-пазувальні верстати
Свердлильні та свердлильно-пазувальні верстати
Круглі отвори та довгасті гнізда для різних шипів виготовляють на свердлильних, свердлильно-пазувальних і ланцюгодовбальних верстатах.
Різальні інструменти для свердлильних верстатів. Різальним інструментом на свердлильних верстатах є свердла різних розмірів і форм. Розміри свердел вибирають залежно від потрібного діаметра отвору, а тип -- від умов свердління і глибини отворів.
З усіх типів свердел найкраще застосовувати спіральні, якими можна свердлити отвори в різних напрямках, причому стружка легко видаляється з отвору (див. рис. 15, з, і, к). Вони досить міцні в експлуатації і при заточуванні зберігають форму і розміри різальної частини. Для висвердлювання довгастих гнізд на свердлильно-пазувальних верстатах застосовують кінцеві фрези з одним, двома або трьома різцями. Гнізда, вибрані кінцевими фрезами, мають заокруглені краї (Рис. 1).
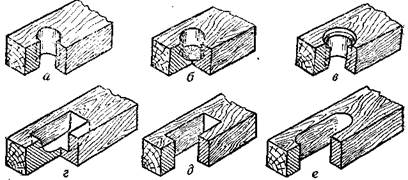
Рис. 1. Отвори, виготовлені на верстатах:
А, б, в -- свердлильних, г, д -- ланцюгодовбальних, е -- свердлильно-пазувальних
Одношпиндельні свердлильні верстати. Одношпиндельні свердлильні верстати випускаються з вертикальним і горизонтальним розміщенням шпинделів. З вертикально-свердлильних одношпиндельних верстатів найширше застосовуються моделі СвП-2 і СвА-2, в яких довжина паза регламентується переміщенням стола. Горизонтально-свердлильний одношпиндельний верстат СвПА-2 є модифікацією СвПА. Нова модель -- двосторонній верстат СвПГ-2. На цих верстатах висвердлюють круглі отвори або довгасті гнізда із заокругленнями по краях. Довжина паза регламентується переміщенням або коливанням свердла.
Одношпиндельний вертикально-свердлильний верстат СвП-2 складається з станини, шпинделя, електродвигуна, пересувного стола і гальма. Вертикальне і горизонтальне переміщення стола здійснюється відповідними маховичками через зубчасто-рейковий механізм, а на потрібній висоті стіл фіксується затискним гвинтом.
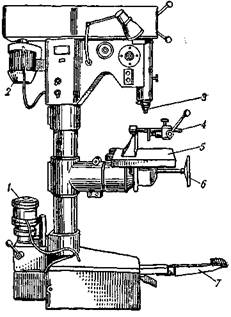
Рис. 2. Одношпиндельний свердлильний верстат СвА-2:
1 -- електродвигун гідронасоса механізму подачі, 2 -- електродвигун механізму різання. 3 -- шпиндель, 4-- затискувач, 5 -- стіл, 6 -- маховичок механізму переміщення стола, 7 -- педаль
На базі верстата СвП-2 розроблено нову модель вертикального свердлильно-пазувального верстата СвА-2 (Рис. 2) з механічною подачею, хоч тут збережено ручну і ножну подачі супорта. Механічна подача здійснюється за допомогою педалей. На бічній частині станини закріплено редуктор з електродвигуном, від якого рухаються свердлильна головка і стіл. Привод переміщення шпинделя зблокований з електромагнітом з'єднувальної муфти, керування якою здійснюється педаллю. При механічній подачі муфта з'єднується з приводом переміщення шпинделя і рукояткою встановлюється одна із двох швидкостей. При ручній або ножній подачах супорта ця муфта магнітом роз'єднується, і привод переміщення шпинделя відключається.
|
Технічна характеристика одношпиндельних свердлильно-пазувальних верстатів | ||||
|
Показник |
СвП-2 |
СвА-2 |
СвПА-2 |
СвПГ-2 |
|
Розміри отворів, мм: | ||||
|
Діаметр |
50 |
50 |
25 |
25 |
|
Ширина паза |
16 |
16 |
16 |
16 |
|
Довжина |
200 |
200 |
120 |
125 |
|
Глибина |
120 |
150 |
80 |
80 |
|
Частота обертання шпинделя | ||||
|
За хвилину |
3000--4500 |
3000--4500 |
3000-6000 |
10 000 |
|
Частота коливань шпинделя | ||||
|
За хвилину |
-- |
-- |
10--250 |
150--300 |
|
Швидкість подачі, м/хв |
-- |
2,4 |
0,1 -- 1,5 |
0--5 |
|
Потужність, кВт: | ||||
|
Шпинделів |
1,7 |
1,94 |
4,9 |
2,2 |
|
Механізму подачі |
-- |
-- |
-- |
-- |
|
Гідронасоса |
-- |
-- |
-- |
-- |
|
Розміри верстата, мм: | ||||
|
Довжина |
1350 |
1500 |
1475 |
700 |
|
Ширина |
600 |
600 |
990 |
1200 |
|
Висота |
1900 |
1830 |
1350 |
750 |
|
Маса верстата, кг |
217 |
405 |
830 |
1150 |
Горизонтальний свердлильно-пазувальний верстат СвПА-2 (Рис. 3) складається із станини, на якій шарнірно закріплена плита з електродвигуном. Здовжений вал електродвигуна є одночасно і робочим шпинделем верстата. У кінці шпинделя є патрон 8, в який вставляється і закріплюється кінцева фреза. У напрямних станини на супорті кріпиться стіл, який може пересуватись в горизонталь--них напрямних супорта до різального інструменту і від нього. За допомогою маховичка 2 з гвинтовим механізмом стіл переміщується по висоті. Заготовку ставлять на стіл до упорного кутника 6 і в такому положенні затискують її затискувачами 7. Всім органам верстата надають руху гідродвигуни.
Настроювання верстатів. При настроюванні одношпиндельних вертикально-свердлильних верстатів встановлена і закріплена на столі заготовка при верхньому положенні шпинделя має бути на відстані 15--20 мм від нього. Упорна лінійка паралельна напрямку переміщення стола і має знаходитись від бічної грані свердла на відстані, що дорівнює відстані між кромкою заготовки і кромкою отвору. Положення лінійки перевіряють, послідовно пересуваючи стіл і заміряючи відстань від вертикальної площини лінійки до кромки свердла. Упор, що обмежує глибину отвору, регулюють у кожному окремому випадку залежно від типу свердла і його розмірів. Тому після настроювання стола по висоті шпиндель із свердлом опускають на відстань, що дорівнює глибині свердління плюс 10--15 мм, і закріплюють упор.
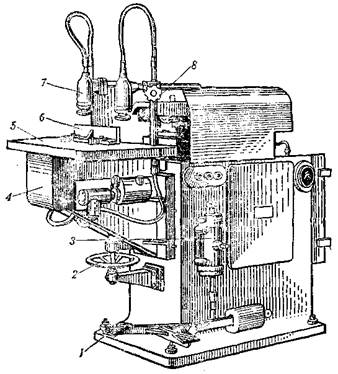
Рис. 3. Свердлильно-пазувальний верстат СвПА-2:
1 -- педаль, 2 -- маховичок механізму установлення стола по висоті, S -- золотник, 4 -- кронштейн, 5 -- стіл, 6 -- упорний кутник, 7 -- затискувач, 8 -- патрон
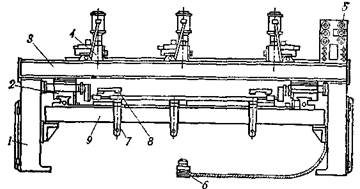
Рис. 4. Загальний вигляд багаг. шпиндельного верстата СГВП-1:
1 -- стояк, 2 -- горизонтальна свердлильна головка, 3 -- поздовжня балка, 4 -- вертикальна свердлильна головка, 5 -- панель керування, 6 -- педаль, 7 -- упор, 8 -- притискний пристрій, 9 -- стіл
Настроювання свердлильно-пазувальних верстатів починається після закріплення відповідного різального інструменту. Стіл верстата встановлюють по висоті так, щоб відстань від площини стола до кола, яке описує фреза, дорівнювала відстані від кромки бруска до стінки гнізда. Цю' відстань беруть з креслення.
Для регулювання положення упорного кутника заготовку кладуть на стіл так, щоб відстань між ЇЇ бічною поверхнею, поверненою в бік фрези, і фрезою дорівнювала 15--20 мм. Для протилежної бічної поверхні заготовки присувають кутник і закріплюють його.
Глибина гнізда залежить від положення рухомого упора, що дів на плоский золотник гідросистеми. Упор встановлюють так, щоб відстань від нього до важеля золотника дорівнювала глибині гнізда плюс відстань від кінця фрези до кромки заготовки, яка прикладена ло кромки кутника.
При одному оберті диска кривошипного механізму кінець фрези має переміщуватись на довжину гнізда плюс діаметр фрези. Коливання забезпечують переміщенням куліси, що закріплена в сухарі кулісного механізму кривошипного диска. Якщо кінець фрези переміщується на більшу відстань, то кулісу пересувають до центра диска, а якщо на меншу, то навпаки.
Після цього встановлюють притискувачі так, щоб підняті диски притискувачів були над заготовкою на відстані, що дає змогу вільно встановити заготовки, але не перевищує величинигходу поршня притискувачів. Точність настроювання перевіряють обробкою пробних заготовок".
Багатошпиндельні свердлильні верстати. Багатошпиндельні свердлильно-присаджувальні верстати СГВП та СГВП-1 призначені для висвердлювання отворів під шканти. їх застосовують у крупносерійному меблевому виробництві. За будовою ці верстати аналогічні. СГВП-1 відрізняється від СГВП тільки тим, що в нього механізовано завантаження та розвантаження деталей (Рис. 4).
Шістнадцятишпиндельний свердлильно-присаджувальний верстат СГВП-1 найбільш досконалий. Верстат має 16 шпинделів, з яких 12 розміщені вертикально і можуть пересуватися по траверсі, на якій вони змонтовані, а 4 -- горизонтально і змонтовані по два на двох супортах, що пересуваються по горизонтальних напрямних. На столі є базові упори і пневмопритискні пристрої для базування і кріплення деталей.
Технічна характеристика багатошпиндельних свердлильних верстатів
|
Показник |
Св8 |
Св12 |
СГВП-1 |
|
Розміри заготовок, мм: | |||
|
Товщина |
20--60 |
20--400 |
16--40 |
|
Ширина |
300--700 |
700 |
200--650 |
|
Довжина |
200--1800 |
2000 |
400--1800 |
|
Розміри отворів, мм. |
До 35 |
До 35 |
До 35 |
|
Глибина свердління, мм: |
50 |
50 |
50 |
|
Кількість шпинделів: | |||
|
Горизонтальних |
8 |
-- |
8 |
|
Вертикальних |
-- |
12 |
6 |
|
Частота обертання шпинделя за хвилину |
3000 |
3000 |
3000 |
|
Мінімальна відстань між шпинделями |
130 |
130 |
100 |
|
Швидкість подачі, м/хв |
1,3 |
1,3 |
0,2--4 |
|
Загальна потужність електродвигунів, кВт |
3,7 |
5,92 |
6 |
|
Продовження таблиці | |||
|
Розміри верстата, мм: | |||
|
Ширина |
1100 |
1565 |
1510 |
|
Довжина |
3800 |
2740 |
3785 |
|
Висота |
1160 |
2100 |
1675 |
|
Маса верстата, кг |
1350 |
2270 |
2070 |
Настроювання та експлуатація верстатів. Настроювання верстатів починається з встановлення і кріплення базових упорів і розміщення шпинделів на певній відстані один від одного і від упорів. Траверси і супорти переміщуються за допомогою рейкових механізмів вручну. Щиток, призначений для висвердлювання отворів, кладуть на кінцеві бруски стола і притискують двома кромками до базових упорів. Після цього натискують на педаль, і автоматично включаються: механізм досилки щита до базових упорів; пневмо-притискувачі, що фіксують положення щита; пневмоциліндри механізмів подачі вертикальних і горизонтальних смердлильних головой, Після висвердлювання всіх отворів на задану глибину шпинделі і притискувачі автоматично відводяться у вихідне положення.
Верстати для висвердлювання сучків. Сучки на деталях не тільки псують їхній зовнішній вигляд, а й знижують якість, тому сучки висвердлюють, а отвори, що утворились на цьому місці, залатують пробками з тієї самої породи деревини. Сучки можна висвердлювати на будь-яких свердлильних верстатах, а потім залатувати їх вручну або на верстатах. Досить ефективним для залатування сучків є напівавтомат СвСА-2 (Рис. 5). Стіл 4 встановлюється на потрібну висоту маховичком 3 залежно від товщини заготовки. Супорт 6 має два робочі шпинделі, з яких один служить для висвердлювання сучків, а другий -- для висвердлювання і запресовування пробки. Шпинделям надають руху два вали -- приводний 7 і розподільний кулачковий, які з'єднані з електродвигуном через пасову і зубчасту передачі. Дерев'яну планку, з якої виготовляють пробку для заповнення отвору, подає механізм. Крім того, верстат забезпечений пристроєм для впорскування клею в заповнений отвір.
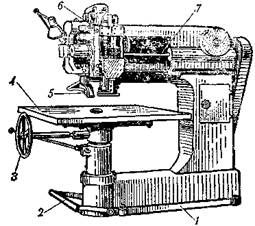
Рис. 5. Напівавтомат СвСА-2 для висвердлювання та заповнення отворів від сучків:
1 -- станина, 2 -- педаль вмикання механізму, 3 -- маховичок механізму настроювання по висоті стола, 4 -- стіл, 5 -- притискувальний механізм, 6 -- робочий супорт з двома шпинделями, 7 -- приводний вал.
Настроювання та експлуатація верстатів. Настроювання верстата полягає в тому, щоб установити стіл на висоту відповідно до товщини деталей. При роботі деталь ставлять на стіл так, щоб сучок, який підлягає видаленню, знаходився безпосередньо під першим (свердлильним) шпинделем. За допомогою педалі 2 включають механізм привода автомата, внаслідок чого під дією кулачків розподільного вала на деталь опускаються притискувачі 5 і свердлильний шпиндель, який висвердлює сучок. Після закінчення цієї операції супорт 6 із шпинделями автоматично циліндричним кулачком пересувається вперед на величину, яка дорівнює відстані між осями шпинделів (деталь тримається в цей час на столі за допомогою притискувачів 5). В цей же момент з клеянки плунжером засмоктується казеїновий клей і впорскується у висвердлений отвір. Зупинившись біля отвору, другий шпиндель опускається, а сверд-лом-пробкою висвердлюється пробка з дерев'яної планки, яка потім подається у висвердлений отвір і запресовується. Розподільний вал включається педаллю 2, а після залатування отвору виключається автоматично. Після цього супорт повертається у вихідне положення. Стружка здувається з деталі через сопло вентилятором і відсмоктується приймачем, що приєднаний до ексгаустерної сітки. Всі оброблювані деталі повинні бути однакові по товщині (± 0,5мм). Ширина планки для пробок має бути на 0,5 мм менша за ширину напрямних уступів у пробкотримачі, а товщина на 0,5 мм більша від глибини висвердлюваного отвору. Грані мають бути перпендикулярними, не більше 1--1,2 м завдовжки (розміри свердел і пробочників подано в табл. 6).
Таблиця 6. Розміри свердел і пробочників до верстата СвСА-2
|
Деревина |
Діаметр, мм | ||
|
Свердла |
Пробочника |
Свердла |
Пробочника |
|
М'яка 25,2 25,3 Тверда 25,3 25,3 |
|
|
Продуктивність свердлильних верстатів визначають за формулами, шт. в зміну:
Одношпиндельних
,
Багатошпиндельних
,

Де т -- кількість одночасно оброблюваних деталей; kД = 0,9; kМ -- 0,3...0,6; п -- кількість отворів у деталі; t -- машинний час на вибірку одного або кількох отворів за один робочий хід; с: t = 60 , де Н -- величина ходу свердла.
Список використаної літератури.
- 1. Амалицкий В. В., Любченко В. И. Справочник молодого станочника по деревообработке.-- М. : Лесн. пром-сть, 1984.-- 239 с. 2. Бобиков П. Д. Изготовление художественной мебели.-- М. : Высш. шк., 1988.-- 288 с. 3. Кулебокин Г. И. Столярное дело.-- М. : Стройиздат, 1987.-- 144 с. 4. Кряпов М. В., Гулин В. С., Берилин А. В. Современное производство мебели.-- М. : Лесн. пром-сть, 1986.-- 263 с. 5. Сахаров М. Л. Автоматизация деревообрабатывающего производства.-- М. : Лесн. пром-сть, 1987.-- 243 с. 6. Справочник, мебельщика. Станки и инструменты. Организация производства и контроль качества.-- М. : Лесн. пром-сть, 1985.--* 375 с. 7. Худяков В. А. Деревообрабатывающие станки и работа на них.-- М. : Лесн. пром-сть, 1982.-- 324 с. 8. Шумега С. С. Спеціальна технологія меблевого виробництва.-- К. : Вища шк. Головне вид-во, 1981.-- 242 с. 9. Шумега С. С. Технология столярно-мебельного производства.-- М. : Лесн. пром-сть, 1984.-- 265 с.
Похожие статьи
-
Токарні та круглопалкові верстати
Токарні та круглопалкові верстати Іиларні та круглопалкові верстати призначені для виготовлення різноманітних деталей круглої (циліндричної) і фасонної...
-
Спеціалізовані токарні верстати, Устрій верстатів токарної групи - Токарна група верстатів
Верстати даного типажу мають вузькоспеціалізоване направлення. В даний тип верстатів увійшли: Вальцетокарні; Верстати для обробки злитків; Для обробки...
-
Токарно-лобові верстати, Токарно-карусельні верстати - Токарна група верстатів
Лобові токарні верстати застосовуються для виготовлення деталей великого діаметра і малої довжини. Оброблювана заготовка встановлюється на планшайбі,...
-
Токарно-револьверний верстат -- верстат токарної групи з револьверною головкою (замість задьої бабки), застосовується для багатоінструментальної обробки...
-
Основні типи токарних верстатів, Токарні верстати - Токарна група верстатів
За класифікацією група токарних верстатів поділяється на 9 підгруп (типів): Автомати і напівавтомати одношпиндельні; Автомати і напівавтомати...
-
СВЕРЛЕНИЕ - Операции ручного изготовления ювелирных украшений
Процесс образования отверстия в сплошном материале при помощи режущего инструмента -- сверла -- называется сверлением. Процесс увеличения при помощи...
-
Устройства для загрузки на станке - Виды автоматизированных производств
При обработке на станках-автоматах штучных заготовок их загрузку и выгрузку выполняют с помощью бункерных или магазинных механизмов питания,...
-
Назначение и классификация сверлильных станков - Сверлильные станки
В зависимости от области применения различают универсальные и специальные сверлильные станки. Находят широкое применение и специализированные сверлильные...
-
Введение, Режим резания и геометрия срезаемого слоя - Режимы резания
Резание технологический трение От современных машин требуются высокие эксплуатационные и технико-экономические характеристики, надежность работы. Проходя...
-
Технологический процесс прокатки - Прокат и его производство
Исходным продуктом для прокатки могут служить квадратные, прямоугольные или многогранные слитки, прессованные плиты или кованые заготовки. Процесс...
-
Технічні характеристики по паспорту 1 Найбільша загрузка машини: А) сухої білизни для прання, кг - 1,5; Б) рідини до позначки рівня, л - 28. 2 Час прання...
-
Специальные виды проката - Продукция прокатного производства
Периодический профиль - профиль, изменяющийся по определенному закону, повторяющемуся по длине. Периодические профили получают продольной, поперечной и...
-
Т. к производство крупносерийное и деталь зубчатое колесо с большой разницей в диаметре, заготовку рационально получать штамповкой на...
-
Столовая посуда . На предприятиях общественного питания используется посуда различных видов: фарфоровая, фаянсовая, керамическая, стеклянная,...
-
Шлифование - Технологии машиностроения
Шлифование -- это процесс обработки при помощи абразивного инструмента, режущими элементами которого являются зерна абразивных материалов. Форма этих...
-
Задачей правильной эксплуатации оборудования является получение от него наибольшей производительности, при обеспечении его долговечности и точности. Для...
-
ВВЕДЕНИЕ - Проведение банкета-фуршета
Название слова "банкет-фуршет" происходит от французского слова "а ля фуршет", что означает "на вилку". Основным столовым прибором во время еды на...
-
Матеріал деталі - сталь ст3 пс5, Маса - 3,4 кг, Виробництво - дрібносерійне. 1. Проводимо розмірний аналіз креслення. По таблицям допусків знаходимо...
-
Обгрунтування планіровки цеху - Розрахунок техніко-економічних показників цеху
Схематичний план цеху із вказанням взаємного розташування виробничих і допоміжних ділянок, конторських і побутових приміщень, що забезпечують необхідну...
-
Назначение, устройство и принцип работы приспособления вертикальный гидравлический зажим Зажимные устройства с гидравлическими приводами широко применяют...
-
Обслуживание банкетов - Организация процесса обслуживания в кафе "Верона"
Порядок приема заказов на обслуживание банкетов Организованная четкая работа по подготовке банкета и в период обслуживания гостей во многом зависит от...
-
Сила різання [PZ]МЗ, яка допускається міцністю заготовки [PZ]МЗ = W [ЗГ] / (Ф( L ) ), (3.4) Де W - момент опору перерізу заготовки, м3; [ЗГ] - допустиме...
-
За даними табл. Д.4.1 [1], враховуючи розміри заготовки, зокрема діаметр та довжину, вибираємо токарний верстат, який може забезпечити оброблення...
-
Зажимными называют механизмы, устраняющие возможность вибрации или смещения заготовки относительно установочных элементов под действием собственного веса...
-
Описание технологического процесса Современные прокатные цеха являются важнейшим звеном металлургического производства, в значит, степени определяющим...
-
Устройства для автоматической смены инструмента - Виды автоматизированных производств
Особенность многоцелевых станков с ЧПУ -- наличие устройств автоматической смены инструментов, основное назначение которых -- сокращение времени простоя...
-
Парк хранения очищенного конденсата обеспечивает буферное (промежуточное) хранение продукта в случае нарушения нормальной работы перерабатывающих...
-
Шляхи підвищення продуктивності обробки - Токарна група верстатів
Трудомісткість верстатної обробки може бути знижена шляхом скорочення машинного або допоміжного часу операції, а також загального скорочення штучного...
-
Выбор оптимального режима резания - Режимы резания
Качество и эффективность изготовления деталей машин зависят от рационального проведения процессов обработки заготовок резанием, которое достигается в...
-
Устройство и назначение ремонтируемого узла - Ремонт токарного станка
Полуавтомат работает методом обкатки инструмента и изделия. Для осуществления обкатки на полуавтомате предусмотрена кинематическая связь вращения...
-
Система питания. Источник питания - трехфазная сеть переменного тока, напряжением 380* 10%, частотой 50 Гц. Напряжение вторичных источников: А)...
-
Форма обслуживания посетителей - Предприятие общественного питания кафе "Калинка"
На предприятиях общественного питания традиционно применяется следующие формы обслуживания: повседневное обслуживание, обслуживание банкетов, специальные...
-
Історія - Токарна група верстатів
Токарний верстат у простому вигляді був відом ще у ІІ тисячолітті до н. е. Доказами цього служать різці які були знайдені в 1949 проф. Б. Куфтіним при...
-
Введение, Технология кузнечных работ - Кузнечные операции
Испокон веков кузнечное ремесло ассоциировалось с магией. Да и как могло быть иначе, если в кузнице бесформенные куски железа превращались в вещи...
-
Краткая характеристика работ на копировально-фрезерных станках, Резцы-фрезы - Машинное гравирование
Копировально-фрезерный станок предназначен для выполнения копировальных работ на плоскости и по объему с использованием соответствующих копиров и...
-
Технологические возможности способов резания - Технологические возможности способов резания
Точение. Точение является основным способом обработки поверхностей тел вращения. Процесс резания осуществляется на токарных станках при вращении...
-
Количество официантов определяется по формуле: К = Р/П Где К - количество официантов; Р - количество мест в зале; П - количество мест, обслуживаемых...
-
Операции листовой штамповки - Технологии штамповки
Разделительные операции предназначены или для получения заготовки из листа или ленты, или для отделения одной части заготовки от другой. Операции могут...
-
Ресторан "День и ночь" это общедоступное предприятие общественного питания, предоставляющее потребителям широкий ассортимент блюд азиатской, европейской...
-
9 Баранки Особую группу у хлебобулочных изделий, отличающуюся составом, свойствами, технологией производства и условиями хранения, составляют бараночные...
Свердлильні та свердлильно-пазувальні верстати