Подбор подшипников, Технологический процесс изготовления - Методика конструирования узлов и деталей винтового подъемника
Проверяем пригодность роликоподшипников конических однорядных по ГОСТ 333-79, условное обозначение - 7202.
Проверим пригодность подшипника по [8;c.103]:
Fa = 186 Н; КБ = 1,3; КТ = 1.
RCХ = 142 Н; RCy = 357 Н;
RХА = 72 Н; RYA = 167 Н.
Rrc = = 384 Н;

RrА = = 182 Н;
Rr1 = 384 Н;
Rr2 = 182 Н;
RS1 = 0,83-0,45384 = 143 Н;
RS2 = 0,83-0,45182 = 68 Н;
Rа1 = RS1; Rа2 = Rа1 + Fa = 143 + 186 = 329 Н;

= = 0,37 ;



= = 2,1 ; x = 0,4; y = 1,6;
Re1 = V-x3-Rr1Кб-Кт = 113841,31 = 500 Н;
Re2 = (V-x3-Rr1 + - Rа2)Кб-Кт = (10,4 182 + 1,6329) 1,3 = 778 Н.
Расчетная долговечность опоры:

Lioah = Q23 = 5400 часов.
Подшипники пригодны для заданного режима работы.
Смазка подшипников, винта и др. трущихся поверхностей осуществляется пластичным смазочным материалом типа солидол жировой, с помощью пресс - масленки.
Технологический процесс изготовления
Маршрутная технология
Часть производственного процесса, непосредственно связанная с постепенным превращением заготовок в готовое изделие, технологический процесс, включает в себя все виды обработки механическую и сборку.
Технологический процесс разделяется по степени унификации; единичный, групповой, по детализации описания; с маршрутными, маршрутно-операционным описанием.
Единичный технологический процесс - изготовление или ремонт единичных изделий независимо от типа производства.
Типовой - процесс изготовления группы изделий с общими технологическими признаками.
Групповой - процесс изготовления группы изделий с различными коструктивными, по общим технологическим признакам.
Маршрутно-оперативное описание - сокращенное описание технологических операций в маршрутной карте, в последовательности их выполнения, с последовательным описанием отдельных операций в других технологических документациях.
Маршрутное описание - сокращенное описание всех технологических операций, в маршрутной карте в последовательности их выполнения без указаний переходов.
Операционное описание - последовательное описание всех технологических операций в порядке их выполнения с указанием переходов и технологических режимов.
Разрабатывая технологический процесс обработки детали необходимо выполнить следующие условия;
- - наметить базовые поверхности, которые должны быть обработаны в самом начале процесса; - выполнить операции черновой обработки, при которых снимают небольшие слои металла, что позволяет сразу выявить дефекты заготовки и освободиться от внутренних напряжений вызывающих деформацию; - первым следует обрабатывать те поверхности, которые требуют высокой точности качества; - при выборе технологических баз следует стремиться к соблюдению основных принципов базирования - совмещение и постоянство баз; - необходимо учитывать на каких стадиях технологического процесса целесообразно производить механическую обработку в зависимости от требований чертежа; - отдельные операции следует выполнить к концу технологического процесса обработки, за исключением тех случаев, когда поверхности служат базой для последующих операций.
При разработке технологической операции необходимо особое внимание уделять выбору баз для обеспечения точности обработки деталей и выполнение технических требований чертежа.
При выборе баз необходимо принимать поверхности, не подлежащие обработке, а если деталь имеет несколько таких поверхностей, то за базу надо принимать ту из них, которая должна иметь наименьшее смещение относительно своей оси, или быть с наименьшим припуском на обработку.
При выборе баз необходимо принимать поверхности, от которых дан размер на чертеже, определяющих положение обрабатываемой поверхности. Базы должны обеспечить отсутствие не допускаемых деформаций детали, так же простоту конструкции станочного приспособления с удобством установки, креплением и снятием обрабатываемой детали.
В маршрутной технологии в процессе обработке предусматривают контроль с целью обеспечения заданных параметров качества обработанной детали.
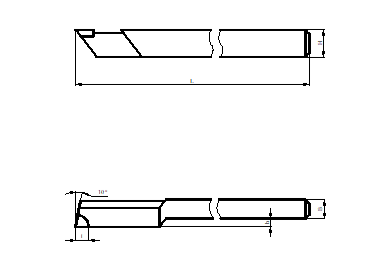
Рисунок 8.1
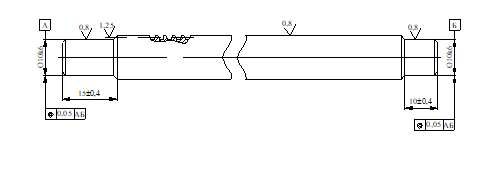
Таблица 8.1 Требования к поверхностям детали
|
Данные о поверхности |
Механическая обработка | |||
|
Наименование формы пов-ти |
Основные размеры |
Поле допу-ска, Мкм |
Шероховатость поверхности | |
|
Цилиндрическая наружная |
|
13 |
Ra = 0,8 |
Многократное точение шлифование |
|
Внешняя наружная |
|
18 |
Ra = 12,5 |
Точение многократное шлифование |
|
Цилиндрическая наружная |
|
13 |
Ra = 0,8 |
Многократное точение шлифование |
|
Шпоночный паз |
?=15 |
52 |
Ra = 3,2 |
Фрезерование |

Винт имеет 3 вида поверхности. Две из них работают в паре с подшипниками скольжения. Несоосность поверхности 5мкм, шероховатость 0,8 мкм, допуск мм. Поэтому назначаем многократное точение и шлифование. Резьба с высокими требованиями к точности изготовления, поэтому она многократно обрабатывается точением и шлифованием.
Технолог устанавливает объект контроля и его место, обращая внимание на операции, при которых точность обеспечивается наиболее трудно.
Отразим необходимые операции по изготовлению винта в маршрутной технологии обработки.
Операция 010 .Заготовительная
Данная операция предназначена для отрезки заготовки от цельного прутка проката. Отмеряем длину с помощью линейки с точностью до 1мм, на ножовочном станке.
Операция 020. Токарная
Операция предназначена для обработки торцов и центрирования.
Выполнение операции на токарном станке 16к20. Центрируем деталь сверлом по ГОСТ 401-77.
Операция 030. Токарная
Предназначена для обработки наружной поверхности детали. выполняется на токарно-винторезном станке 16к20.
Операция 040. Токарная
Предназначена для нарезания резьбы с учетом заданных размеров. применяем для нарезания трапециидальной резьбы.
Операция 050. Фрезерование
Предназначена для выполнения шпоночного паза. Выполняется операция на фрезерном станке 6р12.
Операция 060. Термообработка
В муфельной печи проводим термообработку, предназначающуюся для улучшения свойств материала.
Операцию 070 Шлифование
Данная операция предназначена для шлифования посадочных мест под подшипники. Осуществляется на шлифовальном станке 3М150, обеспечиваем при шлифовании точность не ниже 6-7 квалитетов и шероховатость поверхности не более Rz=6,3 Мкм.
Операция 080. Промывочная
Осуществляется с целью удаления абразивных частиц, стружки, пыли с поверхности детали.
Операция 090. Технический контроль
Выбор заготовки
При изготовлении валов, винтов и осей исходные данные получают путем пластического деформирования, сюда входят; литье, штамповка, ковка и т. д.ибо путем резки проката. В нашем случае мы имеем дело с индивидуальным единичным производством, винт имеет несколько перепадов диаметрального размера, поэтому используем горячий прокат который, разрезается на штучные
ГОСТ 2590-71
Принимаем пруток круглый толщиной 14 мм (исходя из конструктивных особенностей) длинной 475.
Марки стали; Ст 3
.
Расчет межоперационных припусков
Слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали называются припуском.
Для выбора минимальных размеров заготовки необходимо рассчитывать величину припуска на первую и последующую операции. Минимальный припуск рассчитываем по формуле:9; с 175:
2Zi min = 2Rz+hi-1+i-1+i, 8.1
Где Rzi-1-высота неровностей профиля на предшествующем периоде hi-1-глубина дефективного слоя на предшествующем переходе.
I-1 - сумарное отклонение расположения поверхности
I - погрешность установки заготовки на выполняемом переходе.
Сумарное отклонение расположение отклонение расположение расчитываем по формуле 9;с 177.
=K, 8.2
Где K - отклонение оси детали от прямолинейности кривизны Мкм/мм;
-длина детали, мм величины параметров Rz, h
, K приведины в таблице 1,4 9,ст180
= 2х70 =140
2 Zi min= 2125+150+140=830Мкм
Таким образом, минимальный припуск для чернового точения составил 2Zi min= 830 Мкм.
Чистое обтачивание:
2 Zi min= 2Rzi min+hi min+;
Где i =Kyi-1 (Ky =0,06 7,c190);
I =0,06140 =9,8Мкм
Rz i и hi - приведены в таблице 59;с18.
Черновое шлифование:
Rzi и hi - приведены в таблице 59;с181.
- 2Zi min = 2Rz+h 2Zi min = 230+30 =120Мкм
Шлифование чистовое:
Rzi и hi - приведены в таблице 59с 181.
2Zi min = 210+20=60Мкм
Шлифование тонкое:
Rzi и hi - приведены в таблице 59;181.
2Zi min = 26,3+12=36,6Мкм
Расчетный наименьший размер для каждого перехода определяем с наименьшего предельного размера по чертежу путем прибавления к чертежу этому размеру расчетного припуска.
Наименьший предельный размер винта:
10-0,05=9,985 мм.
Шлифование черновое:
9,985+0,060=10,045мм.
Чистовое точение:
10,045+0,120=10,165мм.
Черновое точение:
10,165+0,282=10,447мм.
Прокат:
10,447+1,150=11,597мм/
Допуск Т на каждой операции определяем начиная с допуска на наименьший предельный размер детали. В соответствии с данными таблицы 59,с181 и таблицы 32 9,с192 находящим допуск Т.
Допуск на прокат по таблице 62 [9;c.169] Т = 800 Мкм.
Величины допусков приведены в таблице 8.2.
Затем определяем предельные размеры. Наименьший размер по переходам получаем, округляем расчетные размеры, с каким дан допуск на размер для каждого перехода.
Наибольший размер получаем путем прибавления допуска к наибольшему размеру. Принятые размеры приведены в таблице 8.2. Затем определяем предельные значения припусков Zmax и Zmin, как разницу предельных размеров предшествующего и выполняемого переходов.
Например минимальный припуск для:
- - чернового точения:
- 2Zmin = 11,597 - 10,447 = 1150 Мкм;
- 2Zmin = 10,447 - 10,165 = 182 Мкм;
- 2Zmin = 10,165 - 10,045 = 120 Мкм;
- 2Zmin = 10,4045 - 9,85 = 60 Мкм.
Максимальный припуск для:
- - чернового точения:
- 2Zmax = 12,79 - 10,59 = 2200 Мкм;
- 2Zmax = 10,59 - 10,23 = 360 Мкм;
- 2Zmax = 10,23 - 10,07 = 160 Мкм;
- 2Zmax = 10,07 - 10,00 = 70 Мкм.
Величины предельных припусков заносим в таблицу 8.2.
Достоверность расчетов определяем по формуле [7;c.193].
Td3 - Tdд = 2Z0max - 2Z0min, (8.3)
Где Td3 - допуск на изготовление заготовки, Мкм;
Tdд - допуск на изготовление детали Мкм;
2Z0max - сумма максимальных припусков по переходам Мкм.
Tdз - Tdд = 800 - 15 = 785Мкм;
2Z0max - 2Z0min = 2720 - 1935 = 785 Мкм.
Проверочный расчет показал, что расчеты проведены правильно.
Таблица 8.2 Карта расчета припусков на обработку и предельных размеров по межтехнологическим переходам
|
Элементарная пов-ть детали и технологич. маршрут обработки |
Элементы припуска |
Расчетн. припуск 2ZMin, мкм |
Расчетн. максим. размер, мм |
Допуск на изготовление Td, мкм |
Принятые размеры по переходам, мм |
Полученные предельные припуски, мкм | |||||
|
RZ |
H |
DMax |
DMin |
2Z max |
2Z min | ||||||
|
Прокат |
125 |
150 |
300 |
- |
- |
11,597 |
800 |
12,43 |
11,62 |
- |
- |
|
Точение черновое |
63 |
60 |
18 |
- |
1150 |
10,447 |
150 |
10,59 |
10,45 |
2200 |
1150 |
|
Точение чистовое |
30 |
30 |
- |
- |
282 |
10,165 |
58 |
10,23 |
10,16 |
360 |
282 |
|
Шлифование черновое |
10 |
20 |
- |
- |
120 |
10,045 |
22 |
10,02 |
10,05 |
160 |
120 |
|
Шлифование чистовое |
6,3 |
12 |
- |
- |
60 |
9,985 |
15 |
10 |
9,985 |
70 |
60 |
Расчеты режимов резания
Режимы резания находятся в зависимости от типа и конструкции инструмента, по геометрии режущей части, качества заточки правильности установки и закрепления инструмента на станке, от типа оборудования на станках, системы СПИД.
При окончательном назначении режимов резания учитывают материал и состояние заготовки.
Изготавливаем винт на 1Е61. применяемый станок позволяет выполнять все токарные операции (см. маршрутную технологию). Мощность двигателя
Nдв = 10 кВт.
Коэффициент полезного действия = 0,75.
При черновом точении по корке при относительно равномерном сечении среза рекомендуется использовать для режущей части резца сплав пластинки (твердый) Т15К6.
Тип резца - прямой проходной упорный с углом в плане = 900 по ГОСТ 18879-73.
Сечение держовки HxBxL = 25х16х40 мм, = 15, R = 1 мм.
Форма передней поверхности - радиусная с фаской. Передней угол = 150, задний угол = 120, R = 4 мм, В = 2 мм, S = - 50, = 900, f = 0,3 мм, и = -50.
Рисунок 8.2
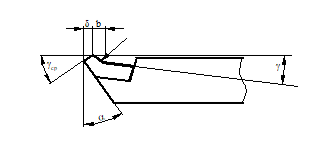
Рисунок 8.3
Глубина резания
При точении глубину резания определяют по формуле:

T = (8.4)
Где D - диаметр заготовки;
D - диаметр детали.

T = = 0,25 мм.
Подачу при черновом точении выбираем в зависимости от требуемых параметров шероховатости обрабатываемой поверхности и радиуса при вершине резца. Согласно данным таблицы 2 [9; c.418] принимаем:
S = 1,3 мм/об.
Скорость резания, допускаемую режущими свойствами инструмента, при наружном точении рассчитывают по формуле:

V = (8.5)
Где Т - стойкость инструмента;
T - глубина резания, мм;
S - подача мм/об;
M, x, y - показатели степени;
Cv, Kv - коэффициенты учитывающие условия работы.
Так как обрабатываемая сталь с пределом прочности В = 400 МПа при наружном точении проходным резцом и материал режущей части Т15КВ принимаем:
X = 0,15 y = 0,35 m = 0,2 Cv = 350 (таблица 8 [9;c.422]).
Коэффициент Кv определяется по формуле:
Кv = Кm- Кn- Кu- К - Кr,
Где Кm, Кu - коэффициенты учитывающие физико - механические свойства материала;
К, Кr - коэффициенты учитывающие угол в плане и радиус при вершине.
Значения коэффициентов приводятся в таблицах 16 - 18 [9;c.426].
Так как угол в плане 900, то К = 0,7; Кu = 1; Кn = 0,9; т. к. состояние поверхности прокат с коркой.

Кm = Cm,
Где Cm - коэффициент обрабатывемости.
Так как обрабатывем сталь с пределом прочности В = 400 МПа принимаем Cm = 1, n = 1 (таблица 10 [9;c.424]).
Стойкость инструмента Т = 60 мин [9;c.424].
Тогда:

Кm = 1 = 1,88;
Кv = 1,88- 0,9- 1- 0,7 = 1,18;
V = = 278 м/мин.
Силу резания находим по формуле:
Pz = 10CptxSyVnКp, (8.6)
Где Cp Кp - коэффициенты учитывающие условия обработки, свойства материала заготовки и инструмента;
T, S, V - глубина, подача и скорость резания;
X, y, n - показатели степени;
Кp, - коэффициент учитывающий физико - механические свойства заготовки, определяемый по формуле:
Кp = Кm- К- Кj- К - Кr, (8.7)
Где К, Кj, К, Кr - коэффициенты учитывающие геометрию инструмента.
Так как главный угол в плане = 90о, и материал режущей части инструмента твердый сплав к = 890, передний угол j = 15о, kj = 0,75.
Т. к. угол наклона главного лезвия = - 5о, то К = 1.
Значения коэффициентов приведены в таблице 23 [9;c.275]:
Кp = 1- 0,75 - 0,89 - 1 - 1 = 0,67.
Постоянная Ср и показатели степени x, y, n для заданных условий обработки приведены в таблице 22 {9;c.273]:
Ср = 300; x = 1; y = 0,75; n = 0,15;
Pz = 10-300110,430,75100,5-0,150,67 = 796,34.
Определим необходимую мощность резания:

N = = 3,7 кВт.
Для осуществления процесса резания необходимо обязательное соблюдений условий:
Np Nст;
3,7 10 - 0,75 = 7,5.
Условие соблюдается, следовательно процесс обработки заданного материала (при всех выбранных режимах резания ) реален.
Основное время рассчитывается по формуле:

Т0 = , (7.9)
Где L - путь инструмента, мм;
I - число проходов;
S - подача, мм/об;
N - частота вращения шпинделя, об/мин.

Т0 = = 0,2 мин.
Похожие статьи
-
Обоснование технологического маршрута изготовления детали. План изготовления детали Задача раздела - разработать оптимальный технологический маршрут, т....
-
Маршрутная технология процесса изготовления деталей - Ремонт токарного станка
Выбор заготовки: при выборе заготовки для механической обработки заменяемой детали нужно учитывать технические требования, предъявляемые к детали....
-
Аносов В. М. Разработка технологического процесса изготовления детали "зубчатое колесо" - Челябинск: ЮУрГУ, ТВ, 2006, 39 стр., 30 илл. Библиография...
-
Введение - Разработка технологического процесса на изготовление детали "Фланец"
Будущие учителя технологии и предпринимательства должны владеть знаниями по обработке конструкционных материалов, а именно знаниями о свойствах...
-
Расчет межоперационных припусков Таблица 3.1.1Расчет межоперационных припусков на размер Ш 46 Н7 Размер Припуск Отклонение Качество Размер по чертежу Ш46...
-
Определение крутящего момента на винте Крутящий момент на винте Мкр определим по формуле, [2с.507]; ; (3.1) = 0,75 1кНм. Требуемая мощность на выходе...
-
Возможные способы получения заготовки Виды обработка металлов давлением Процессы обработки металлов давлением по назначению подразделяют на два вида: 1)...
-
Общий припуск z0 равен сумме всех промежуточных припусков zI. Поэтому для каждой обрабатываемой детали можно записать: , Где - число технологических...
-
Изготовление пластин для оптических деталей
Изготовление любой оптической детали начинают с выбора заготовки. Для крупносерийного и массового производства заготовкой является прессовка, а для...
-
Выбор вида заготовки зависит от конструктивных форм деталей, их назначения, условий их работы в собранной машине, испытываемых напряжений. Существует...
-
Схема размещения технологического оборудования - это расположение технологического оборудования и рабочих мест на производственной площади. В курсовом...
-
Для разработки процесса изготовления какой-либо оптической детали необходимо иметь чертеж оптической детали, содержащий все требования к детали, чертеж...
-
Так как размерный анализ имеет большую трудоемкость выполнения, то применять его целесообразно при методе достижения точности с помощью настроенного...
-
Материал детали - сталь 45 ГОСТ 1050-74. Данная сталь нелитейная, поэтому выбор литейной заготовки не целесообразен. Так как разность диаметров большая,...
-
На токарной черновой операции 05 черновыми технологическими базами являются поверхности 8 и 9. На этой операции получаем отверстие и торец, которые...
-
Анализ служебного назначения детали. Назначение технических требований Задача данного раздела - на базе анализа технических требований к детали...
-
Порядок выполнения заданной детали. Обработка заготовки на токарно-винторезном станке (черновая) I-центра; II-заготовка; III - резец черновой токарный...
-
Заключение, Список литературы - Разработка технологического процесса на изготовление детали "Фланец"
В процессе выполнения курсовой работы были применены знания по обработке конструкционных материалов. На примере детали "Фланец" описаны свойства...
-
005. Для токарной операции выбираем токарно-винторезный станок модели 16Л20, исходя из его технических характеристик: 1. Наибольший диаметр...
-
Наладка станка заключается в установке инструментов и деталей, их закреплении, настройке инструмента резания, подаче, скорости резания. Настройка на...
-
Ориентировочный расчет ведомого вала Диаметр вала определим по формуле: , Где Т2 = 30 Нм. 1,5-10-2 = 15 мм. DБП dп + 3,2r = 22 мм, Где r - радиус...
-
Вывод, Библиографический список - Методика конструирования узлов и деталей винтового подъемника
В данной дипломной работе представлены разработки следующих вопросов: 1. Расчет и проектирование винтового механизма. 2. Выбор электродвигателя....
-
Схема привода Рисунок 1.1 1 - двигатель 2 - муфта 3 - конический редактор 4 - гайка 6 - стол 7 - муфта Устройство и работа привода Привод винтового...
-
Введение - Методика конструирования узлов и деталей винтового подъемника
Актуальность выбранной темы. Важную роль на уроках труда, черчения и др. предметов, в школе играют наглядные средства обучения. Они служат для более...
-
Припуск - слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали. Припуск на обработку...
-
Операция 210 технологического процесса обработки детали "Рейка рулевого управления" является финишной операцией и выполняется после лезвийной обработки и...
-
Производственный процесс -- понятие более широкое, включающее в себя кроме технологического процесса все другие вспомогательные процессы, подготовку...
-
Схема технологического процесса Рисунок 2.1.2. - Схема технологического процесса, изготовления лампы накаливания Изготовление вводов Важными...
-
Разработка технологического процесса является одним из важнейших этапов подготовки производства, так как от нее в значительной степени зависит качество...
-
При разработке технологического процесса карты технологического процесса подразделяют на групповые и индивидуальные технологические процессы....
-
Выбор заготовки, Технологический маршрут изготовления детали - Технология изготовления вала
Исходные данные: 1) рабочий чертеж детали; 2) Тип производства серийный. Деталь представляет собой тело вращения. В качестве заготовки можно принять...
-
Разработка технологии изготовления опоры ножа Одна из основных деталей измельчителя является опора ножа представленная на рисунке 3.1 Рисунок 3.1 - Опора...
-
Т. к. партия изготовляемых деталей составляет 400шт. Производство не крупносерийное; материал детали не литейная сталь, в исключительных случаях...
-
Размерные цепи и их уравнения Составим уравнения операционных размерных цепей в виде уравнений номиналов. В общем виде это выглядит: [A] = IAI, (3.1) Где...
-
Размерные цепи и их уравнения Составим уравнения операционных размерных цепей в виде уравнений номиналов. В общем виде это выглядит: [A] = IAI, (2.1) Где...
-
Спецификацию деталей и сборочных единиц изделия выполняем в виде таблицы 2. При составлении спецификации определяем размеры заготовок, которые...
-
Аналитический операция 010 Токарная Глубина резания, мм: T2=1,1мм, i=2. T3=1,15 мм. T4=1,0 мм, i=2. Подача, мм/об: S2=1,3 мм/об [1,стр. 266] SД2 = 1,4...
-
Расчет подшипников ведущего вала Определяем реакции опор валов из уравнений равновесия. Рисунок 8.1 - Расчетная схема ведущего вала Плоскость XZ: : ; . :...
-
Финансовый план - Методика конструирования узлов и деталей винтового подъемника
Расчет себестоимости производства единицы продукции Таблица № п/п Статьи затрат Сумма Тыс руб. Обоснование 1 Сырье и основные материалы 90 Таблица 8. 1 2...
-
Описание проекта - Методика конструирования узлов и деталей винтового подъемника
Описание товара Столы-подъемники являются неотъемлемой и важной частью любой работы Правильный выбор столов влияет на безопасность работы. Технические...
Подбор подшипников, Технологический процесс изготовления - Методика конструирования узлов и деталей винтового подъемника