Конструкторская разработка - Проектирование единичного технологического процесса восстановления гидропривода
Станочные приспособления (СП) применяют для установки заготовок на металлорежущие станки. В соответствии с требованиями ЕСТПП различают: три вида СП - специальные (одноцелевые, непереналаживаемые), специализированные (узкоцелевые, ограниченно переналаживаемые), универсальные (многоцелевые, широкопереналаживаемые); семь стандартных систем СП - универсально-сборные (УСП), сборно-разборные (СРП), универсальные безналадочные (УБП), неразборные специальные (НСП), универсальные наладочные (УНП), специализированные наладочные (СНП), агрегатные средства механизации зажима (АСМЗ).
Обоснованное применение СП позволяет получать высокие технико-экономические показатели. Трудоемкость и длительность цикла технологической подготовки производства, себестоимость продукции можно уменьшить за счет применения стандартных систем СП, сократив трудоемкость, сроки и затраты на проектирование и изготовление СП. В условиях серийного машиностроения выгодны системы УСП, СРП, УНП, СНП и другие СП многократного применения. Производительность труда значительно возрастает (на десятки -- сотни процентов) за счет применения СП: быстродействующих с механизированным приводом, многоместных, автоматизированных, предназначенных для работы в сочетании с автооператором или технологическим роботом. Точность обработки деталей по параметрам отклонений размеров, формы и расположения поверхностей увеличивается (в среднем на 20-40%) за счет применения СП точных, надежных, обладающих достаточной собственной и контактной жесткостью, с уменьшенными деформациями заготовок и стабильными силами их закрепления. Применение СП позволяет обоснованно снизить требования к квалификации станочников основного производства (в среднем на разряд), объективно привода, вспомогательных механизмов, деталей для установки, направления и контроля положения режущего инструмента. Графические обозначения опор и зажимных механизмов регламентированы ГОСТ 3.1107-81. Для токарной обработки (сверления) будет использовать зажимное приспособление представленное на рис.15.
Где - сила подачи сверла, Н;
- сила трения, Н.
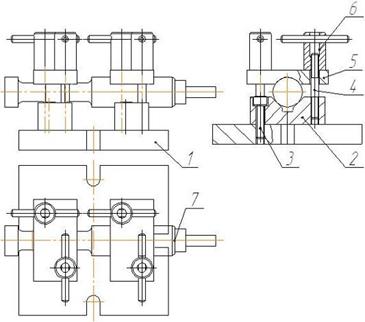
Рисунок 15 - Зажимное приспособление.
Приспособление состоит из плиты 1, которая устанавливается на токарный станок посредством четырех пазов. На плиту установлены две призмы 7033-0034 ГОСТ 12195-66 2, которые крепятся к ней при помощи винтов 3. В призмы вкручиваются шпильки 4, на которые сверху устанавливается прижимы 5. Прижимы зажимаются гайками с рукоятками 7003-0221 ГОСТ 13426-68. Золотник установленный между призмой и прижимом надежной закреплен для сверления в его торце отверстия под нарезание резьбы. Для проверки нормальной работы приспособления необходимо сравнить силу подачи сверла и силы трения, которая зависит от силы прижатия приспособления, т. е.
Сила осевой подачи сверла при сверлении отверстия
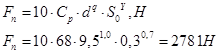
Где - коэффициенты и показатели степеней, учитывающие условия обработки, ;
- диаметр сверла, мм, .
Сила трения находится по формуле

Где - сила закрепления золотника, Н;
- коэффициент трения золотника о прижимы приспособления, .
Сила закрепления находится по формуле
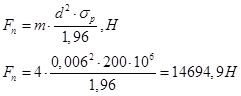
Где - число винтов (шпилек) в приспособлении, ;
- - диаметр шпильки, м, ; - допускаемое напряжение на растяжение, МПа, .
Тогда сила трения равна
Приспособление подходит для данного вида механической обработки, так как выполняется неравенство
Сборочный чертеж приспособления приведен на листе 3 курсовой работы.
Похожие статьи
-
План рациональной последовательности технологического процесса восстановления золотника принимаем следующий: 005 Моечная операция (очистка золотник от...
-
Для восстановления всех наружных поверхностей используем вибродуговую наплавку. Основное преимущество этого процесса - небольшой нагрев детали (не более...
-
При комплектовании деталей распределителя следует руководствоваться величиной допускаемых зазоров в сопряжениях, в соответствии с ГОСТ 16514-96...
-
При эксплуатации гидрооборудования очень важно своевременно и быстро обнаружить детали, нуждающиеся в ремонте. Наиболее эффективным средством обнаружения...
-
Характеристика составных частей стола для компьютера Характеристику составных частей изделия выполняем в виде таблицы 1. Рассматриваемый компьютерный...
-
Анализ служебного назначения детали. Назначение технических требований Задача данного раздела - на базе анализа технических требований к детали...
-
Введение Внедрение современных компьютерных технологий на российских промышленных предприятиях позволяет им выжить и преуспеть на рынке...
-
В зависимости от назначений и требований, предъявляемых к отдельным типам ламп накаливания их конструкция может меняться. Однако основные узлы всех типов...
-
Системы автоматизированного проектирования (САПР) в настоящее время являются во многих случаях единственно возможными методами при конструировании новых...
-
Запуск системы производства поролона производится по команде оператора после того, как им были введены параметры протекания процесса. Перед запуском...
-
Данному виду обработки подлежат следующие поверхности: - Ш16 с фаской 1Ч45° - 30 и 31 соответственно. Обработка поверхностей будет проходить за 2...
-
Для восстановления золотника в зависимости от масштабов производства применяют технологии: А) подефектную; Б) групповую; В) маршрутно-групповую; Г)...
-
Выбор и обоснование баз От правильного выбора технологических баз во многом зависит качество обработки детали. Здесь следует, прежде всего, стрем Иться к...
-
Выбор метода организации технологического процесса на объекте проектирования Основные задачи, которые ставятся перед инженерно-технологической службой...
-
Разработка технологических процессов - Технологическая подготовка машиностроительного производства
Для служб ТПП исходным документом является приказ руководителя предприятия, в котором определяется поэтапное выполнение мероприятий по технологической...
-
После описания звеньев системы определяем ее передаточную функцию, которая представляет собой произведение всех ПФ звеньев: (2.10) Подставляем в...
-
Описание задачи проектирования Данная система предназначена для установки "Cannon Viking Maxfoam", которая в свою очередь предназначена для производства...
-
Быстрое развитие информационных технологий на предприятиях, обусловлено необходимостью повышения конкурентоспособности производимой продукции, как на...
-
Для фрезерной обработки паза выбираем концевую фрезу из твердого сплава, хвостовик по DIN 6535HA. Таблица 11.2.2 - Режущий инструмент и его параметры для...
-
Механическая обработка - обработка изделий из стали и других материалов с помощью механического воздействия с применением резца, сверла, фрезы и другого...
-
Технологические, эстетические и конструктивно-эргономические требования к одежде из года в год возрастают. На текстильном рынке появляются новые ткани,...
-
Технологический процесс изготовления щитов из ламинированной ДСтП включает следующие операции: 1) раскрой плит на щитовые заготовки (без припусков на...
-
Работы по санации и восстановлению трубопроводов независимо от применяемого метода в обязательном порядке должны предваряться комплексному...
-
Данному виду обработки подлежат следующие поверхности: - шпоночный паз (10Н9 глубиной 7) - 27. Глубина резания (мм) пов. 27 будет равняться глубине паза....
-
Данному виду обработки подлежат следующие поверхности: - линейные - 4, 16, 7, 9, 13, 19; - диаметральные - 3, 6, 17, 8, 14; - фаски - 2, 5, 10, 12, 15,...
-
Токарная обработка Токарная черновая обработка Данному виду обработки подлежат следующие поверхности: - линейные - 3, 6, 21, 24; - диаметральные - 4, 7,...
-
005. Для токарной операции выбираем токарно-винторезный станок модели 16Л20, исходя из его технических характеристик: 1. Наибольший диаметр...
-
Введение - Проектирование единичного технологического процесса восстановления гидропривода
Одно из направлений повышения эффективности производства - его переоснащение современной техникой, внедрение передовых технологических процессов и...
-
Контроль -- это процесс, обеспечивающий достижение целей организации. Он необходим для обнаружения и разрешения возникающих проблем раньше, чем они...
-
Режущий инструмент для токарной, фрезерной и сверлильной обработки будет выбираться из общего инструментального каталога фирмы Walter [6]. Токарная...
-
В инновационной рыночной экономике все потребности людей имеют рыночную стоимость, а значит, могут быть выражены в денежном эквиваленте. Поэтому с...
-
Отрицательным последствием осуществления фасовки творога вручную является достаточно высокая погрешность, которая составляет от 3% до 15% в сторону...
-
Тарелка - короткая стеклянная трубка с конусообразным расширением. Диаметр основания конической части устанавливают в зависимости от диаметра горловины...
-
В стеклянных деталях изготовленных ламп могут оставаться внутренние напряжения, которые в определенных случаях могут привести к растрескиванию стекла и...
-
Резьбовые цоколи являются наиболее массовым типом цоколей для ламп накаливания общего назначения. Корпус резьбового цоколя чаще всего изготавливают из...
-
Вакуумная лампа накаливания общего назначения Б 127-40-1 подвергается автоматической или полуавтоматической откачки. Вакуумной обработкой обеспечивается...
-
Отожженную спирализованную проволоку на керне разрезают на отдельные отрезки требуемой длины на специальных машинах резки спиралей нескольких типов....
-
Дроты (стеклянные трубки) изготовляются механизированным горизонтальным вытягиванием, так как размягченное стекло способно сохранять при растягивании...
-
Технологическая схема зависит от вида и характера, вида и качества исходных материалов, от уровня развития техники (рис.1.). Рисунок 1- Технологическая...
-
Исходные данные для проектирования электропривода цепного транспортера Объектом для проектирования электропривода является механизм с...
Конструкторская разработка - Проектирование единичного технологического процесса восстановления гидропривода