Технологические операции, предшествующие и завершающие процессы восстановления трубопроводов - Эксплуатация трубопроводов
Работы по санации и восстановлению трубопроводов независимо от применяемого метода в обязательном порядке должны предваряться комплексному диагностическому инспекционному контролю трубопровода и его эффективной прочистке. Проведение данных работ является неотъемлемой составной частью технологии санации.
Инспекционный контроль. Контроль проводится до и после санации (для оценки качества работ). В нашей стране внутренняя инспекция с целью диагностики состояния водопроводных трубопроводов большого диаметра предусматривает визуальный контроль, а малых диаметров - телеконтроль специальными роботами.
Роботы представляют собой перемещающиеся внутри трубопровода транспортные модули на колесном ходу или салазках, на которых располагается телекамера, а также ремонтные головки (например, заделочная или бандажная). Управляются роботы по кабелю длиной до 150 м. Аппаратура управления и пост оператора находятся в специальном микроавтобусе. Здесь же располагаются кабельный барабан, подъемники, устройства очистки и связи, генератор, бортовой компьютер, видеосистема и прочее оборудование. Робот полностью герметичен и способен работать в частично заполненных водой трубопроводах, что дает ему преимущества перед другими средствами диагностики.
Инспекция трубопроводов осуществляется цветной телекамерой с высокой разрешающей способностью, которая дает богатую информацию о состоянии сети. Телекамера способна обнаружить даже небольшие трещины и течи, засоры и посторонние предметы, определить точное местоположение и характер дефекта, состояние трубопровода вокруг дефекта. Видеосъемка может производиться круглосуточно и независимо от погодных условий.
Технология съемки заключается в следующем. Оператор управляет видеосъемкой из студии, размещенной в автомобиле. На монитор выводится четкое и ясное изображение внутренней поверхности трубы. По кромке изображения высвечивается и фиксируется информация о заказчике, а также данные о месте проведения работ и виде трубопроводов. В нижней части кадра записываются время съемок и ход камеры (расстояние от исходной точки движения). В местах обнаружения повреждений (дефектов) внутренней поверхности оператор останавливает камеру и подробно осматривает место путем поворота объектива. Комментарии оператора вместе с изображением должны записываться на видеопленку. Видеокассета передается заказчику и хранится в его видеоархиве. По результатам осмотра должен составляться письменный отчет, в котором представляется полное описание нарушений стыковых соединений, ответвлений и всех дефектов внутренней поверхности: трещин, прогибов, изломов, деформаций, заусениц, зазубрин и т. д. В заключении отчета должны помещаться выводы о необходимости проведения соответствующих ремонтных работ и профилактических мероприятий.
Обнаруженные в результате телеинспекции дефекты могут быть сгруппированы в две основные категории:
Дефекты структурные (микротрещины, вызывающие локальную эксфильтрацию и инфильтрацию, продольные и круговые трещины, нарушение стыковых соединений в результате старения труб и т. д.);
Дефекты, вызванные некачественным монтажом труб (например, прокладкой с малым уклоном) и неудовлетворительной эксплуатацией (деформация, образование ржавчины, биообрастаний и наносов на внутренней поверхности труб, проникновение корней деревьев внутрь трубопроводов, преждевременное разрушение материала труб и защитных оболочек из-за агрессивного воздействия грунтов и т. д.).
На практике в большинстве случаев весьма трудно определить значимость и приоритетность факторов, которые определяют периодичность, последовательность и характер ремонтных работ на сетях. Необходимо отметить, что временной фактор (разрушение труб по причине старения) не всегда является приоритетным при принятии решения по организации работ по восстановлению трубопроводов. Специальными исследованиями установлено, что появление дефектов зависит от ряда обстоятельств, в частности, агрессивности грунта и глубины заложения трубопровода. Практика показывает, что чем меньше глубина заложения, тем ранее наступает старение и появляются трещины и свищи. Например, как результат динамических нагрузок (проход транспорта, удары), а также вибрации. Определенное влияние на частоту появления тех или иных дефектов может оказывать и соотношение длины трубопровода к его диаметру. Так, при больших значениях этого соотношения наиболее вероятно появление круговых, а при малых - продольных трещин.
Телеконтроль водопроводных и водоотводящих сетей осуществляют в трубах из любого материала диаметром 80-150 мм с помощью неповоротной и несамоходной (протягиваемой на тросе или проталкиваемой фибергласовым стержнем) телеустановки;
В трубах диаметром 100-250 мм при помощи самоходного колесного робота с неповоротной широкоугольной телекамерой;
В трубах диаметром до 1 020 мм с помощью самоходных роботов с поворотной телекамерой, устанавливаемой при помощи пантографического механизма по центру трубы.
В каждом из перечисленных вариантов используется цветная телекамера с разрешением не менее 330-470 линий.
Прочистка трубопроводов. Перед санацией трубопроводов должна проводиться их эффективная прочистка, исключающая повреждение внутренней поверхности трубы, и заделка стыковых раструбных соединений (например, при ремонте чугунных и других труб).
В зависимости от степени зарастания живого сечения трубопроводов можно использовать следующие методы их прочистки:
Водяной или гидромеханический - для труб диаметром 100 мм и менее при наличии неуплотненных бугристых наносов;
Водо-воздушный - для трубопроводов диаметром 150-200 мм при наличии неуплотненных бугристых наносов и длиной обрабатываемого участка за один цикл (проход) до 2 000 м (рис. 12);
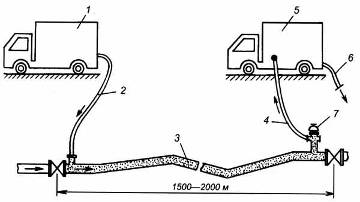
Рис. 12. Схема водо-воздушной прочистки трубопроводов: 1,5 - соответственно компрессорная установка и цистерна для отстаивания; 2,4 - шланги (рукава) соответственно для подачи сжатого воздуха и отвода смеси; 3 - обрабатываемый трубопровод; 6 - шланг для удаления отстоя; 7 - водоразборная колонка или гидрант.
Гидропрочистка с использованием высоконапорных устройств с вращательными головками - для трубопроводов диаметром до 300 мм и длиной обрабатываемого участка за один цикл (проход) до 1 000 м, а также для очистки водоотводящих трубопроводов диаметром до 750 мм от корней деревьев и кустарников;
Использование цилиндрических поршневых скребков из полиуретана, покрытого ворсистым металлическим патроном (рис.13), - для трубопроводов диаметром 80-150 мм;
Использование стержневых устройств или спиралевидных скребков (рис. 14) для трубопроводов диаметром 100 мм и менее при плотных наростах накипи и ржавчины;
Гидравлический на основе использования реактивных головок или гидрокавитационных сопел - для труб любого диаметра с достижением зеркального блеска и с одновременным нанесением противокоррозионного защитного покрытия;
Электрогидроимпульсный, реализуемый путем создания высоковольтного разряда в жидкости, при котором образуется ударная волна, разрушающая отложения на внутренней поверхности трубопроводов, - для трубопроводов диаметром до 400 мм и длиной до 300 м;
Метод гидрохимической промывки для удаления железооксидных и карбонатных отложений на основе специально приготовленных растворов
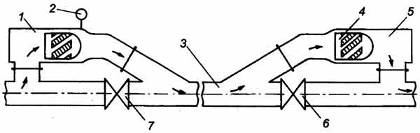
Рис. 13. Схема прочистки трубопровода с помощью цилиндрического поршневого скребка: 1,5 - камеры с поршневыми скребками; 2 - манометр: 3 - прочищаемый трубопровод; 4 - скребок с абразивной рубашкой; 6,7 - запорная арматура.
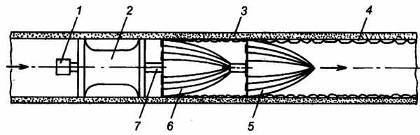
Рис.14. Схема прочистки трубопровода скребковым устройством:
1 - электронный детектор; 2 - движитель; 3 - трубопровод, подлежащий прочистке; 4 - наросты на внутренней поверхности трубы; 5,6 - соответственно передние и задние скребки; 7 - стержень.
Необходимо отметить, что, несмотря на большое разнообразие отмеченных выше способов прочистки и средств их реализации, выбор наиболее оптимального и эффективного для конкретного объекта представляет сложную задачу, так как при выборе способа должны учитываться возраст трубопровода, возможности минимизации работ по демонтажу той или иной арматуры на сети, материально-технические возможности организаций и другие.
Кроме того, необходимо учитывать появление со временем тех или иных недостатков, в частности, относительно быстрого восстановления бугристых или иных отложений, спровоцированных нарушением сложившейся годами структуры внутренней поверхности трубопровода. Последнее обстоятельство не может исключить повторной санации трубопровода через определенный промежуток времени.
Похожие статьи
-
Согласно международной классификации поврежденные трубопроводы подвергаются восстановлению путем нанесения на внутреннюю поверхность стенки трубопровода:...
-
Существуют и применяются четыре способа прокладки: подземный (подводный), полуподземный, наземный и надземный. Способ прокладки выбирается с учетом...
-
АНАЛИЗ - Экспериментальное моделирование процесса термоэрозии в условиях эксплуатации трубопроводов
По результатам всей серии экспериментов была составлена гистограмма для времени протеканиякаждого эксперимента. Была выделена контрольная группа, которая...
-
В настоящее время в России эксплуатируется 227,4 тыс. км магистральных трубопроводов, из которых газопроводы составляют 157 тыс. км; нефтепроводы - 47...
-
, Где N - мощность электродвигателя, N = 7 кВт; - угловая скорость. , рад/с Где n - частота вращения вала электродвигателя, n = 1420 об/мин , рад/с...
-
На недра криолитозоны приходится значительная часть, а именно свыше 60% наших запасов углеводородного сырья. Они сконцентрированы в нескольких гигантских...
-
В работе исследованы процессы предельно-термоэрозионного размыва при наличии модели магистрального трубопровода мерзлых дисперсных грунтов в условиях...
-
Деталь "Переходник" предназначена для присоединения электродвигателя к корпусу редуктора и защиты места соединения вала двигателя с валом редуктора, от...
-
Дроты (стеклянные трубки) изготовляются механизированным горизонтальным вытягиванием, так как размягченное стекло способно сохранять при растягивании...
-
Технологический процесс сборки и сварки - Способы сварки
Технология сварочных работ состоит в основном из технологических операций сборки и сварки. Сборочная операция осуществляется с целью придания проектного...
-
В таблице приведено содержание пищевых веществ (калорийности, белков, жиров, углеводов, витаминов и минералов) на 100 г съедобной части. Калорийность...
-
Обозначенная поверхность Возможный дефект Способ устранения дефекта Номинальный размер по чертежу Способ устранения дефекта Технические требования к...
-
Срок службы трубопроводов. Виды повреждений - Эксплуатация трубопроводов
Поддержание высокой работоспособности систем водоснабжения и водоотведения (т. е. своевременное и эффективное техническое обслуживание, ремонт и...
-
Дроты (стеклянные трубки) изготовляются механизированным горизонтальным вытягиванием, так как размягченное стекло способно сохранять при растягивании...
-
Разработка технологических процессов - Технологическая подготовка машиностроительного производства
Для служб ТПП исходным документом является приказ руководителя предприятия, в котором определяется поэтапное выполнение мероприятий по технологической...
-
Изготовление клепок. По способу изготовления клепка делится на колотую и пиленую. В лесу выбирают пригодные для заготовки (выколки) деревья с диаметром...
-
Данному виду обработки подлежат следующие поверхности: - Ш16 с фаской 1Ч45° - 30 и 31 соответственно. Обработка поверхностей будет проходить за 2...
-
ТЕХНОГЕННАЯ ТЕРМОЭРОЗИЯ В РАЙОНАХ ПРОКЛАДКИ ТРУБОПРОВОДОВ Рис. 1 Карта магистральных нефте - и газопроводов России. В настоящее время, когда центры...
-
Грузооборот холодильник строительный оборудование Схема технологического процесса, температурный режим Рисунок 1.1 Схема технологического процесса...
-
Устройство и эксплуатация инверторов, достоинства и недостатки Принцип работы инверторного сварочного аппарата базируется на возможности сдвига фазы...
-
Операции участка отделки и заключительные операции 1. Чистка верха и низа обуви; 2. Проверка и чистка гвоздей внутри обуви; 3. Ручная отделка и...
-
Технологический процесс изготовления щитов из ламинированной ДСтП включает следующие операции: 1) раскрой плит на щитовые заготовки (без припусков на...
-
Модели слоистых грунтовых систем, включающие в себя модель МТ, расположенного по направлению потока воды, и с различной укладкой прослоев льда...
-
По мере совершенствования и увеличения мощности полупроводниковых вентилей все более увеличивается выпуск и применение в качестве источников питания...
-
Таблица 4 - Режимы термообработки Операция T, °С Охлаждающая среда HRC Цементация 930 Охлаждение медленное в колодцах или ящиках Закалка 820 - 840...
-
Глубина резания при сверлении, мм: t =0,5-D, [4, с. 276] Где D - диаметр отверстия, мм. Глубина резания при зенковании, мм: t=0,5-(D-d); t2=0,5-9=4,5 мм....
-
Сварка - Автоматизация технологических процессов сварки на предприятии "АтлантЭнерго"
Выполнить сварку корневого слоя шва обратноступенчатым способом электродами с основным видом покрытия. Освобождать жимки наружного центратора разрешается...
-
Сварка корневого слоя шва выполняется сварщиками в количестве не менее 3-х. Сварка заполняющих и облицовочного слоев шва выполняется двумя сварщиками....
-
Моя практика проходила в сварочном цехе. Цех ИТЦ (рашифровать) сварочный специализируется на изготовлении трубопроводов для обвязки газокомпрессорных...
-
Контроль качества -- это деятельность, включающая проведение измерений, экспертизы, испытаний или оценки параметров объекта и сравнение полученных...
-
Разнообразие свариваемых веществ и способов сварки предполагает широкий спектр используемых электродов. Но все они должны отвечать общим требованиям: 1....
-
Устройство выпарных аппаратов. Разнообразные конструкции выпарных аппаратов применяемых в промышленности, можно классифицировать по типу поверхности...
-
Сварочный трансформатор - это устройство, преобразующее переменное напряжение входной сети в переменное напряжение для электросварки. Основным его узлом...
-
Основная задача монтажа тела накала состоит в прочном закреплении вольфрамовой спирали на ножке и создания постоянных электрических контактов между...
-
Меры предосторожности. 1. Создание необходимой изоляции проводов, питающихся от источника тока и специальное заземление аппаратов для сварки. 2. Работа...
-
Заварка ламп является основной сборочной операцией при изготовлении ламп. Она заключается в герметичном соединении собранной ножки с колбой. Процесс...
-
Резьбовые цоколи являются наиболее массовым типом цоколей для ламп накаливания общего назначения. Корпус резьбового цоколя чаще всего изготавливают из...
-
Выбор сварочных материалов - Технологический процесс сборки и сварки кронштейна
Выбор сварочной проволоки Сварочные материалы при сварке кронштейна принимаются исходя из способа сварки. Для стали 09Г2 сварочная проволока марки...
-
Рациональное конструирование сварных узлов Рабочие чертежи сварных конструкций следует разрабатывать с учетом мероприятий по уменьшению сварочных...
-
В случае невозможности реабилитации трубопроводов путем нанесения внутренних оболочек их подвергают разрушению с помощью специальных устройств -...
Технологические операции, предшествующие и завершающие процессы восстановления трубопроводов - Эксплуатация трубопроводов