Изготовление пневмобаллона - Городской пассажирский транспорт
Пневмобаллон подъемного механизма изготовлен из резиново-текстильной пластины по ГОСТ 7338 - 77.
Изготовление пневмобаллона начинают с изготовления вентиля. Вентиль
Изготавливают из трубы 15х2,5 по ГОСТ 3262 - 75 (см. рис. 1) с установкой на нижнем конце мостика из стальной пластины толщиной 4 мм.
Затем из сырой резины толщиной 2 мм изготавливают три круглые заготовки диаметром 180, 170 и 90 мм. Между двумя первыми из этих заготовок укладывают два слоя прорезиненного чефера (также в форме круга диаметром 150 мм), и предварительно на обе стороны заготовок наносят клей концентрации 1:10, который затем просушивают.
В центре заготовок делают отверстие диаметром 20 мм и заготовки диаметром 180 и 170 мм надевают на вентиль. На мостик вентиля накладывают третью заготовку. Собранную заготовку (рис. 1) прикатывают роликом, после чего в сборе с вентилем вулканизируют в специальной форме при температуре 145±5єС в течении 25 мин при одностороннем обогреве. Образовавшиеся в процессе вулканизации заусенцы срезают.
Вторым этапом из резиново-текстильной пластины вырезают две квадратные заготовки 760х760 мм, углы заготовок закругляют радиусом 100 мм (см. рис. 2). Края пластин срезают по слоям ткани ступенями по периметру пластин, при этом ширина каждой ступени должна быть не менее 20 мм. Каждую из ступеней и верхний слой резины шерохуют.
Затем в центре одной из пластин пробивают отверстие диаметром 15 мм и поверхность вокруг отверстия (со стороны меньшей ступени) шерохуют на 100 мм вокруг отверстия. На зашерохованный участок пластины, а также зашерохованную внутреннюю поверхность пятки вентиля наносят дважды клей концентрации 1:10, каждый раз просушивая клеевую пленку. Края пятки вентиля обкладывают прослоечной резиной толщиной 0,9 мм в виде кольца с шириной пояса 40 мм и наружным диаметром 170 мм с предварительно нанесенным и высушенным клеем.
Пятку накладывают на заготовку из листа, так чтобы отверстия в них совпали, затем прикатывают пятку роликом, и применяя специальную форму привулканизируют пятку к пластине при температуре 145±5єС в течении 20 минут.
После этого ступени обеих пластин освежают бензином и промазывают дважды клеем концентрации 1:10, просушивая каждый слой при температуре 40єС в течении 1 часа. Затем пластины складывают внутренними сторонами и накладывают послойно по периметру на каждую ступень обрезиненный корд толщиной 1,2 мм и прослоечную резину толщиной 0,7 мм, каждый слой тщательно промазывают клеем и прикатывают роликом, внутрь первого слоя корда, в торец длинной части ступени, укладывают шнур из сырой резины толщиной 2 мм и шириной 2 мм по всему периметру (см. рис. 3). Верхний слой прослоечной резины должен заходить на пластину не менее чем на 20 мм. Корд укладывается на ступени таким образом, чтобы направления нитей были параллельны краю пластины - 1 слой и перпендикулярны - 2 слоя, при этом нити соседних слоев корда должны перекрещиваться.
После сборки элемент вулканизируют на настольном вулканизаторе частями, при температуре 145±5єС в течении 25 мин каждую часть. Полученный баллон отделывают, и проверяют внешним осмотром на отсутствие трещин в вулканизированных листах, а затем испытывают на герметичность и прочность при давлении 6,3 кг/см3(0,63 МПа).
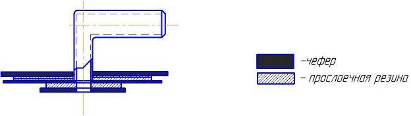
Рисунок 21. Заготовка вентиля с пяткой в сборе
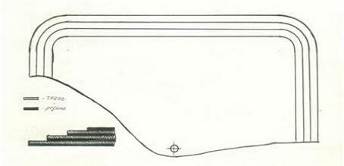
Рисунок 22. Заготовка пластины
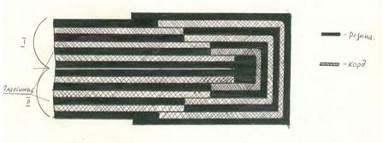
Рисунок 23. Сборка пневмобаллона
Похожие статьи
-
Расчет конструктивных элементов - Городской пассажирский транспорт
Для расчета грузоподъемного механизма примем следующие исходные данные: грузоподъемность - 15000 кг, т. е. вес 150000Н; высота подъема l=250 мм; рабочее...
-
Выбор рационального режима работы автобусов на маршрутах - Городской пассажирский транспорт
Повысить эффективность работы пассажирской транспортной системы в межпиковый период можно путем перехода от интервальной работы в часы "пик" на работу по...
-
Организация работы городского пассажирского транспорта В научной литературе встречается несколько определений городского пассажирского транспорта....
-
Назначение, устройство и принцип работы подъемника Подъемник предназначен для вывешивания автомобилей и автобусов типа ЛиАЗ на посту замены колес....
-
ВВЕДЕНИЕ - Городской пассажирский транспорт
Автомобильный пассажирский транспорт является основным видом транспорта для поездок на короткие и средние расстояния. Автомобильный транспорт...
-
Техническое обслуживание и ремонт подвижного состава, систем электроснабжения и путевого хозяйства На электротранспортных предприятиях Украины...
-
Определяя основные научно-технические проблемы развития городского электрического транспорта в будущем, следует исходить прежде всего из основной задачи...
-
Расчет рациональной вместимости автобусов Выручка от городских перевозок пассажиров не покрывает затрат, возникающих при их выполнении. Одной из причин...
-
Анализ конструкторских разработок - Городской пассажирский транспорт
Для выполнения работ по замене колес применяются различные специализированные подъемники. В настоящее время разработано несколько типов подъемников,...
-
Анализ технологии перевозок пассажиров автобусами в городе Костанае Организация движения автобусов в городе Костанае осуществляться по маршрутному...
-
Охрана труда водителей Охрана труда водителей - это система законодательных актов, социально-экономических, организационных, технических, гигиенических и...
-
Городской электрический транспорт относится к категории с повышенной пожароопасностью. Пожар в трамвайном вагоне или троллейбусе может возникнуть по...
-
Миссия государства в сфере функционирования и развития транспортной системы Российской Федерации определена как содействие экономическому росту и...
-
Объем перевозок определяется провозной способностью парка, рассчитывается по маркам автомобилей. Провозная способность - это максимальное количество...
-
Согласно [45] подвижной состав должен иметь регулируемое отопление салона и кабины водителя. Лобовое стекло кабины должно обогреваться для предотвращения...
-
Анализируя полученные результаты можно сделать вывод, что на данный момент движение на маршруте не оптимизированно. Период ожидания автобусов слишком...
-
С учетом данных предыдущей таблицы представим общую затрату энергии за q-ий месяц как достижение усредненной удельной затраты на общий пробег трамвая и...
-
Планирование, использование и учет электроэнергии Действующая в настоящее время инструкция по нормированию затрат электроэнергии на электротранспорте...
-
Эффективность использования подвижного состава, оборудования на предприятиях горэлектротранспорта в большой мере обусловлена степенью их защищенности от...
-
Городской транспорт - Решения транспортных проблем Москвы
Согласно данным Департамента транспорта и развития транспортной инфраструктуры, общественный транспорт Москвы перевозит в год около 5,24 млрд....
-
Требования ресурсосбережения подразделяют на три группы [32, 33]. К первой группе относят требования ресурсосодержания, определяющие совершенство...
-
Приоритетные направления государственного регулирования автомобильных пассажирских перевозок В современных условиях возрастает роль государства в...
-
N - число попаданий за четыре часа, TОб - время оборота подвижной единицы, ч, TОбср-среднее время оборота за час, ч. Таблица 10 Среднее время оборота...
-
Одним из показателей, определяющим уровень стабильности экономической жизни городов, является качество транспортного обслуживания горожан. Поэтому...
-
Ужесточение условий работы масел в трансмиссиях, редукторах, за последние десятилетия привело к необходимости повышения противоизносных, противозадирных....
-
Исследование развития транспортных систем Франции, Великобритании, Швеции, Германии и Дании свидетельствует, что в этих странах, кроме традиционных...
-
В настоящее время около 57% городских пассажироперевозок выполняет городской электротранспорт. Столь значительный объем работы, а также организация...
-
Задачи раздела в области охраны труда Согласно [39, 42, 44] подвижной состав ГЭТ должен обеспечивать безопасность передвижения, посадки и высадки...
-
Существующая система хозяйствования предприятий городского электротранспорта основана на принципе расхода, то есть главным смыслом деятельности...
-
В предыдущих разделах проанализированные основные показатели организационно-технического уровня и соответствующие финансовые результаты. При этом схема...
-
Использование рабочей силы Укомплектованность вагоно (машино) бригад определяется соотношением численности кондукторов и водителей: Где КК -- численность...
-
По данным исследований, примерно 60% всего прироста производительности труда во всех областях народного хозяйства обеспечивается за счет внедрения новой...
-
Опыт свидетельствует, что идеальной формы взаимоотношений между транспортными компаниями и органами власти не существует. Прежде всего это зависит от...
-
Большинство современного подвижного состава оборудовано системами регулирования с помощью реостатов. Во время разгона на каждый пуск расходуется энергия...
-
Анализ тенденций развития городского электротранспорта в экономически развитых странах указывает на увеличение доли подвижного состава повышенной...
-
На основании рассчитанных выше коэффициентов становится возможным распределить затраты энергии отдельно по трамваю и троллейбусу. Для этого воспользуемся...
-
При расчете данного раздела применяется метод наименьших квадратов. Для этого составляется уравнение регрессии: Где - коэффициент регрессии, -свободный...
-
Сущность механизма управления пассажирским транспортом Экономический потенциал любого государственного образования состоит из множества отраслей. Каждая...
-
СЭл. Трл. 3 = СЭл. Рез + СЭл = 480982 + 1938218 = 2419200 /грн/год/; СТ, Трл. 3 = СТ, Рез + СТ = 2419200 + 1310301 = 3729501 /грн/год/. Суммарная...
-
СЭл. Рез, С = 0,126 23,6335 - 106 = 2977802 /грн/год/; СТ, Рез, С = 83 (19363000 / 1163) = 1381882 /грн/год/; Троллейбусное депо № 2: СЭл, Рез, Трл. 2 =...
Изготовление пневмобаллона - Городской пассажирский транспорт