Вибір обладнання для проведення термічної обробки - технологія термічної обробки підвісок гальмівно-важільної передачі електровозу, виготовлених із сталі 45
Основними критеріями при виборі обладнання є: вид термічної обробки, хімічний склад та розміри деталей. Для проведення гартування та високого відпуску підвісок застосовують шахтні електропечі типу Ц-105А та ПН-34М відповідно. Ці печі являються морально застарілими, вони важкі в обслуговуванні та ін.. Я пропоную замінити їх на більш нові та економічно ефективніші електропечі типу СШО10.10/10 та СШЗ 6.12/7, їхні характеристики приведені у таблиці 2.1 [11].
Таблиця 2.1 - Характеристики шахтних електропечей
|
Тип печі |
Встановлена потужність, кВт |
Номінальна температура, 0С |
Маса садки, т |
Розміри робочого простору, мм | |
|
Діаметр |
Висота | ||||
|
СШО10.10/10 |
111,0 |
1000 |
1,2 |
1000 |
1000 |
|
СШЗ6.12/7 |
52,2 |
700 |
0,9 |
600 |
1200 |
Представлені печі призначені для нагріву металевих виробів та термічної обробки в окисненій або в захисній атмосфері.
Електропіч (рисунок 2.6) [12] складається з кожуха, футеровки, нагрівачів, електромеханічного механізму підйому і повороту кришки. Кожух 1 електропечі - виготовлений із зварної листової та профільної сталі. Футеровка 2 виконана з вогнетривкої і теплоізоляційної цегли. Нагрівачі 3 дротові зі сплавів високого електричного опору, розміщені на внутрішній бічній поверхні футеровки. Живлення нагрівачів електроенергією здійснюється від мережі змінного трифазного струму через тиристорні перетворювачі напруги 6. Підйом і опускання кришки виконується електромеханічним механізмом підйому і повороту кришки 4. Контроль, регулювання і реєстрація температури проводиться автоматично приладами теплового контролю на шафах 5. Термообробка деталей в електропечі проходить в середовищі захисної атмосфери ендогазу з можливими добавками природного газу або пропану. Для проведення термообробки деталей електропіч розігрівається до номінальної температури. При досягненні номінальної температури в робочому просторі припиняється подача електроенергії на нагрівачі, піднімається кришка. За допомогою цехових підйомних засобів завантаження вертикально опускається в робочий простір електропечі, закривається кришка, подається електроенергія, йде розігрів виробів до заданої температури. При досягненні в робочому просторі температури 750 ° С здійснюється подача ендогазу. Після закінчення процесу термообробки припиняється подача ендогазу в робочий простір, електроенергії на нагрівачі, скидається надлишковий тиск ендогазу, відкривається кришка. Вироби вивантажуються. Подається нова партія завантаження і цикл повторюється.
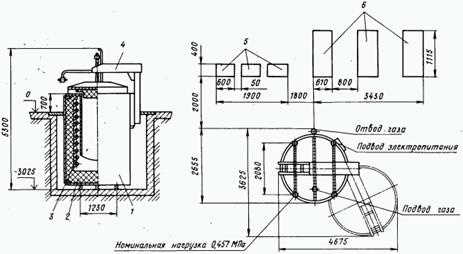
Рисунок 2.6 - Схема шахтної електропечі типу СШО(СШЗ)
Немаловажну роль відіграють також спеціальні пристосування (див. рис. 1.4), за допомогою яких деталі завантажують у піч. Так як ці пристосування зазнають постійний перепад температур, строк їхньої служби обмежений. В шахтних печах застосовують пристрої типу етажерка. Їх виготовляють із жароміцної сталі марки 36Х18Н25С2. На етажерку розміщується порядком 70 шт виробів.
Для охолодження деталей після нагріву під гартування застосовують: у воді - немеханізований гартівний бак циліндричної форми виготовлений із листової низьковуглецевої сталі товщиною 4 - 6 мм, діаметром 1500 мм та глибиною 2500 мм, місткістю 3 т води, для рівномірного охолодження виробів рідину перемішують за допомогою повітря (борбатаж) або безперервно подають та відводять з гартівного баку охолоджувальну рідину; у маслі - масляно-гартівний бак з товщиною стінки 8-12 мм та габаритними розмірами 1600Ч2500 мм, має вбудований змійовик із циркулюючою в ньому холодною водою для місцевого охолодження масла, також бак оснащений витяжним ковпаком для відсмоктування парів масла.
Завантаження та вивантаження виробів з баків відбувається вручну.
Похожие статьи
-
Для проведення термічної обробки підвісок було застосовано таке обладнання: 1. Для гартування - шахтна електропіч (таблиця 1.5). Таблиця 1.5 -...
-
Загальні відомості про термічну обробку, що використовується У проекті Під термічною обробкою розуміють комплекс операцій нагрівання й охолодження...
-
При визначенні режимів термічної обробки слід враховувати технологічні та механічні властивості сталі, технічні вимоги до виробів в умовах їх...
-
Підвіски ГВП виготовляють методом гарячого штампування з урахуванням припусків для механічної обробки із конструкційної вуглецевої якісної сталі 45,...
-
Після охолодження деталей до температури цеху проводиться контроль зразка на: твердість - твердомір ТК-1 - на попередньо підготовленій (зачищеній)...
-
Вуглець дуже впливає на властивості сталі навіть при незначній зміні його вмісту. Таким чином, вуглець являється основним елементом, за допомогою якого...
-
Процес термічної обробки сталі, у будь-якому випадку, включає в себе нагрів та охолодження, при цьому відбуваються структурні та фазові перетворення. А...
-
Опис виробу У сучасних галузях виробництва практично повсюдно використовуються поковки - чорнові деталі, за своїми розмірами і формі дуже близькі до...
-
Завод ДП НВК "Електровозобудування" - державне підприємство, яке забезпечує своєю продукцією Україну та країни СНД. Завод був практично монополістом на...
-
Стислий опис технологічного процесу. Після випуску сталі і її розливання в изложниці (маса зливків буває 8,5-12,5 тонн) останні попадають на ділянку...
-
Для підвищення ефективності вилучення частинок ендосперму від оболонок сходових фракцій драних систем при переробці пшениці в сортове борошно...
-
Вибір сорту масла Змазування зубчастого зачеплення виробляється зануренням зубчастого колеса в масло, налите всередину корпусу до рівня, що забезпечує...
-
Загальна кількість відпадків із сировини розраховується за формолою: В = % (4) Де, ПВС -- загальні питомі витрати сировини В = % Таблиця 3...
-
Підбір технологічного обладнання Для досконалого ведення технологічного процесу виробництва ковбасних виробів необхідно раціонально підібрати...
-
Характеристика технологічного об'єкта з точки зору автоматизації Задача управління процесом нагріву в колодязях полягає у виборі та забезпеченні режиму...
-
Вибір електродвигуна і кінематичний розрахунок Визначаємо загальний ККД редуктора: За таблицею 1.1[1] приймемо: ККД пари циліндричних зубчастих коліс з1...
-
За даними табл. Д.4.1 [1], враховуючи розміри заготовки, зокрема діаметр та довжину, вибираємо токарний верстат, який може забезпечити оброблення...
-
Вибір зварювального обладнання, Термічна обробка - Здатність до зварювання алюмінієвого сплаву
Для автоматичного зварювання під флюсом застосовують апарати різних типів. Великогабаритні конструкції зварюють нерухомими підвісними головками. В такому...
-
Оболонки для ковбасних виробів - Технологія виробництва ковбас
Зовнішній вигляд ковбасних виробів безпосередньо залежить від використаної оболонки. Покупці надають перевагу виробам в натуральній оболонці і вважають...
-
На основе диаграммы состояний "железо - цементит" и построенного графика термической обработки опишите превращения в структуре стали при нагреве,...
-
Визначення консольних сил і сил в зачепленні закритих передач Вид відкритої передачі Сили в зачепленні Значення сили, Н На шестерні На колесі Циліндрична...
-
Компонування обладнання - Розробка технології виробництва туалетного мила
Об'єктом компоновки є виробництво туалетного мила періодичним методом. Компонування обладнання базується на п'яти основних принципах. На кожному етапі...
-
Товщина стінок корпусу і кришки: = 0,025 - 200 + 1 = = 6 мм, приймаємо = 8 мм; приймаємо = 8 мм. Товщина фланців поясу корпуса і поясу кришки: Верхнього...
-
Металургійні та технологічні особливості зварювання алюмінію та його сплавів Для алюмінію та його сплавів застосовують практично всі промислові способи...
-
Потери в стали статора Масса ярма статора: G As =7800- H As - L - K C-р- D A - H As =0,139 кг. Удельные потери в стали 1521 при B =1 Тл и F =400 Гц: P...
-
Токарна чорнова операція. Виконується на станках токарної групи в два установи. В першому установі знімають метал з поверхонь, що підлягають механічній...
-
Характеристика м'ясо-рибного цеху Обов'язковими умовами організації роботи м'ясо-рибного цеху є дотримання санітарних вимог і розділення тари, інвентарю,...
-
Кількість обладнання для капітального ремонту визначається за формулою: Де КЗо - коефіцієнт загрузки обладнання ФЕф - ефективний фонд часу роботи...
-
ХАРАКТЕРИСТИКА ПРЯЖІ Таблиця 1 Характеристика пряжі Номінальна лінійна густина пряжі, текс Сорт Питоме розривне навантаження, г, с/текс Коефіцієнт...
-
Рисунок 2.1- Комбайн "УРАЛ-20р", вид збоку. Для руйнування солі нами був вибраний комбайн типу "УРАЛ-20Р" представлений на рисунках 2.1-2.2 Рисунок 2.2 -...
-
Жаропрочные стали и сплавы - Чугун и сталь
Эти стали, используются при работе под нагрузкой и обладают достаточной жаростойкостью при температурах выше 500 0С. Жаропрочные стали перлитного класса...
-
Шарикоподшипниковые стали - Чугун и сталь
Для обеспечения работоспособности изделий шарикоподшипниковая сталь должна обладать высокой твердостью, прочностью и контактной выносливостью. Это...
-
Конструкционные улучшаемые стали, Рессорно-пружинные стали - Чугун и сталь
Улучшаемыми называют такие стали, которые используются после закалки с высоким отпуском (улучшения). Эти стали (40Х, 40ХФА, 30ХГСА, 38ХН3МФА и др.)...
-
Конструкционные цементуемые стали - Чугун и сталь
Карбидо - и нитридообразующие элементы (такие, как Cr, Mn, Mo и др.) способствуют повышению прокаливаемости, поверхностной твердости, износостойкости и...
-
ОБЛАСТИ ПРИМЕНЕНИЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ - Газовая резка нержавеющей стали
Нержавеющими называются стали, обладающие высокими механическими свойствами, окалиностойкостью, жаропрочностью, стойкостью против атмосферной, жидкостной...
-
Виробництво сирокопченої ковбаси зернистої складається з таких етапів: 1) Підготовка сировини (розморожування (при використанні замороженого м'яса ),...
-
Цементация стали - Характеристика и структурные методы исследования металлов
Поверхностное диффузионное насыщение малоуглеродистой стали углеродом с целью повышения твердости, износоустойчивости. Цементации подвергают...
-
Отпуск стали - Характеристика и структурные методы исследования металлов
Отпуск закаленных углеродистых сталей Отпуском называют термическую операцию, заключающуюся в нагреве закаленной стали до температур, не превышающих...
-
Закалка стали - Характеристика и структурные методы исследования металлов
Закалкой называется операция термической обработки, состоящая из нагрева до температур выше верхней критической точки AC3 для доэвтектоидной стали и выше...
-
Плавка в кислой электропечи. - Производство стали
Кислые электропечи футеруют огнеупорными материалами на основе кремнезема. Эти печи имеют более глубокие ванны и в связи с этим меньший диаметр кожуха,...
Вибір обладнання для проведення термічної обробки - технологія термічної обробки підвісок гальмівно-важільної передачі електровозу, виготовлених із сталі 45