Технологія та режими термічної обробки підвісок ГВП - технологія термічної обробки підвісок гальмівно-важільної передачі електровозу, виготовлених із сталі 45
При визначенні режимів термічної обробки слід враховувати технологічні та механічні властивості сталі, технічні вимоги до виробів в умовах їх експлуатації, особливості марки сталі. Мета термічної обробки поковок для машинобудування -- отримати механічні та інші властивості, відповідні вимогам технічних умов.
Перед початком проведення термічної обробки робиться візуальний контроль 100 % деталей на відсутність тріщин.
Гартування підвісок проводиться в шахтній електропечі Ц-105А. Деталі разом із зразком Ш 70мм і l=150 мм завантажуються в піч у спеціальному пристосуванні (рисунок 1.4) за допомогою крану - балки Q=2 т; витримують 2 години при температурі 830 - 840 0С. Охолодження відбувається у воді. За допомогою крану - балки переносять вироби у шахтну електропіч ПН - 34М для відпуску, витримують 2,5 години при 580-590 0С. Охолоджують на повітрі [5].
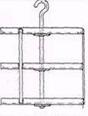
Рисунок 1.4 - Спеціальне пристосування для завантаження деталей в
Піч [6]
Графік режиму термічної обробки підвісок приведено на рисунку 1.5.
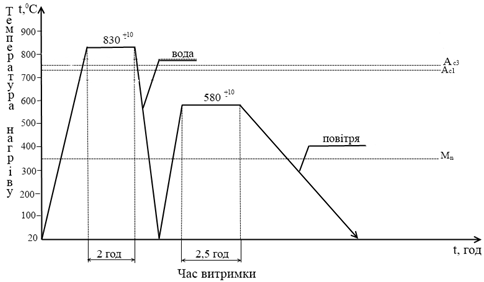
Рисунок 1.5 - Графік режиму термічної обробки підвісок
По завершенню ТО проводять контроль якості деталей, а потім їх відправляють на механічну обробку для надання виробу кінцевих заданих розмірів.
Похожие статьи
-
Підвіски ГВП виготовляють методом гарячого штампування з урахуванням припусків для механічної обробки із конструкційної вуглецевої якісної сталі 45,...
-
Опис виробу У сучасних галузях виробництва практично повсюдно використовуються поковки - чорнові деталі, за своїми розмірами і формі дуже близькі до...
-
Завод ДП НВК "Електровозобудування" - державне підприємство, яке забезпечує своєю продукцією Україну та країни СНД. Завод був практично монополістом на...
-
Стислий опис технологічного процесу. Після випуску сталі і її розливання в изложниці (маса зливків буває 8,5-12,5 тонн) останні попадають на ділянку...
-
Токарна чорнова операція. Виконується на станках токарної групи в два установи. В першому установі знімають метал з поверхонь, що підлягають механічній...
-
Спеціальні сорти солоду (карамельний та палений) - Термічна обробка пивоварного солоду
Карамельний солод Використовують для надання пиву характерного солодового аромату і більш темного забарвлення, а також для збільшення стійкості пива, так...
-
Шляхи підвищення продуктивності обробки - Токарна група верстатів
Трудомісткість верстатної обробки може бути знижена шляхом скорочення машинного або допоміжного часу операції, а також загального скорочення штучного...
-
Режими сушіння світлого і темного солоду - Термічна обробка пивоварного солоду
Режим сушіння світлого солоду на двохярусній горизонтальній сушаркі періодичної дії. Світлий солод сушать таким чином, щоб швидко зупинити ріст зародку,...
-
Мета термічної обробки солоду - Термічна обробка пивоварного солоду
Свіжопророщений солод для виробництва пива використовувати неможна, так як він має сирий смак та запах, в ньому відсутні ароматичні, забарвлюючі і...
-
ОБЛАСТИ ПРИМЕНЕНИЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ - Газовая резка нержавеющей стали
Нержавеющими называются стали, обладающие высокими механическими свойствами, окалиностойкостью, жаропрочностью, стойкостью против атмосферной, жидкостной...
-
Сировина ковбасного виробництва та її якість - Технологія виробництва ковбас
Для виготовлення ковбас використовують сировину основну, для масових виробів, різні замінники, матеріали для соління, ковбасні оболонки, допоміжні...
-
Для підвищення ефективності вилучення частинок ендосперму від оболонок сходових фракцій драних систем при переробці пшениці в сортове борошно...
-
Цементация стали - Характеристика и структурные методы исследования металлов
Поверхностное диффузионное насыщение малоуглеродистой стали углеродом с целью повышения твердости, износоустойчивости. Цементации подвергают...
-
Жаропрочные стали и сплавы - Чугун и сталь
Эти стали, используются при работе под нагрузкой и обладают достаточной жаростойкостью при температурах выше 500 0С. Жаропрочные стали перлитного класса...
-
Шарикоподшипниковые стали - Чугун и сталь
Для обеспечения работоспособности изделий шарикоподшипниковая сталь должна обладать высокой твердостью, прочностью и контактной выносливостью. Это...
-
Конструкционные улучшаемые стали, Рессорно-пружинные стали - Чугун и сталь
Улучшаемыми называют такие стали, которые используются после закалки с высоким отпуском (улучшения). Эти стали (40Х, 40ХФА, 30ХГСА, 38ХН3МФА и др.)...
-
Конструкционные цементуемые стали - Чугун и сталь
Карбидо - и нитридообразующие элементы (такие, как Cr, Mn, Mo и др.) способствуют повышению прокаливаемости, поверхностной твердости, износостойкости и...
-
Отпуск стали - Характеристика и структурные методы исследования металлов
Отпуск закаленных углеродистых сталей Отпуском называют термическую операцию, заключающуюся в нагреве закаленной стали до температур, не превышающих...
-
Закалка стали - Характеристика и структурные методы исследования металлов
Закалкой называется операция термической обработки, состоящая из нагрева до температур выше верхней критической точки AC3 для доэвтектоидной стали и выше...
-
Характеристика технологічного об'єкта з точки зору автоматизації Задача управління процесом нагріву в колодязях полягає у виборі та забезпеченні режиму...
-
Плавка в кислой электропечи. - Производство стали
Кислые электропечи футеруют огнеупорными материалами на основе кремнезема. Эти печи имеют более глубокие ванны и в связи с этим меньший диаметр кожуха,...
-
Технология непрерывной разливки стали состоит в том, что жидкий металл непрерывно заливается в верхнюю часть водоохлаждаемой формы -- кристаллизатор,...
-
Производство стали в электрических печах - Полная характеристика черной металлургии
Для выплавки стали используют электрические печи двух типов: дуговые и индукционные (высокочастотные). Первые из них получили более широкое применение в...
-
Технологічна схема виробництва олії - Технологічна схема виробництва олії
Виробництво рослинної олії складається з багатьох операцій, під час яких в олійній сировині відбувається складні фізико-хімічні процеси. Спрощену...
-
Вибір зварювального обладнання, Термічна обробка - Здатність до зварювання алюмінієвого сплаву
Для автоматичного зварювання під флюсом застосовують апарати різних типів. Великогабаритні конструкції зварюють нерухомими підвісними головками. В такому...
-
Металургійні та технологічні особливості зварювання алюмінію та його сплавів Для алюмінію та його сплавів застосовують практично всі промислові способи...
-
Рафінація олії - Технологічна схема виробництва олії
Очищення масел від супутніх речовин одержало назву ; рафінація. При проведенні рафінації необхідно не тільки вилучити небажані, але й зберегти всі цінні...
-
Потери в стали статора Масса ярма статора: G As =7800- H As - L - K C-р- D A - H As =0,139 кг. Удельные потери в стали 1521 при B =1 Тл и F =400 Гц: P...
-
Производство стали в конверторах - Полная характеристика черной металлургии
Конвертор представляет собой сосуд грушевидной формы. Верхнюю часть называют козырьком или шлемом. Она имеет горловину, через которую жидкий чугун и...
-
Получение низкоуглеродистой коррозионностойкой стали (процессы AOD и VOD) . - Производство стали
Широкое распространение получают методы производства низкоуглеродистой коррозионностойкой стали вне электропечи. Метод AOD. В электропечи выплавляют...
-
Крансифонный КС-50, Сигнализатор уровня, Лестница - Проектирование резервуара
Сифонный кран монтируют на нижнем поясе резервуара. Кран служит для удаления придонной воды и механических примесей, осевших на дно резервуара при отстое...
-
МЕХАНІЧНІ ВЛАСТИВОСТІ - Матеріалознавче підгрунтя застосування спечених алюмінієвих сплавів
Для підвищення механічних характеристик САП і надання цьому матеріалу необхідної форми його додатково піддають динамічному пресуванню, штампуванню,...
-
Производство стали в конвертерах - Производство стали
Кислородно-конвертерный процесс представляет собой один из видов передела жидкого чугуна в сталь без затраты топлива путем продувки чугуна в конвертере...
-
Технологічна карта - Технологія приготування пельменів
Пельмені з м'ясом Складники Брутто Нетто Для тіста: Борошно Яйця Вода Цукор Сіль Маса тіста: Для фаршу: Свинина Цибуля ріпчаста Сіль Перець чорний...
-
Організація робочого місця - Технологія приготування пельменів
Робочим місцем називають частину виробничої площі де працівник виконує певні операції, використовуючи при цьому спеціальне обладнання посуд, інвентар,...
-
Новые технологии производства и обработки стали - Новые технологии производства чугуна и стали
Электроннолучевая плавка металлов Для получения особо чистых металлов и сплавов используют электроннолучевую плавку. Плавка основана на использовании...
-
У даній роботі обрані первинні прилади за їх технічними характеристиками, що на порядок вищі за існуючи зараз прилади, в результаті чого покращюеться...
-
5.1. Роботи на виконавчих механізмах регулюючих органів і електроприводах затворної регулюючої арматури виконуються по заздалегідь узгодженій...
-
Мостовой кран предназначен для подъема и перемещения грузов при производстве сборочных, монтажных, технологических и складских работ. Мостовой кран...
-
РАСШИФРОВКА МАРКИ СТАЛИ - Разработка технологического процесса термической обработки детали
Сталь марки 18Х2Н4ВА : хромоникелевая конструкционная легированная сталь с содержанием углерода 0,18%, до 2% хрома, 4 % никеля и 1% ванадия....
Технологія та режими термічної обробки підвісок ГВП - технологія термічної обробки підвісок гальмівно-важільної передачі електровозу, виготовлених із сталі 45