Нагрев заготовок под обработку давлением
Изложите назначение нагрева под обработку давлением.
Режим нагрева металла перед обработкой давлением должен обеспечить получение требуемой температуры заготовки при равномерном прогреве ее по сечению и длине; сохранение целостности заготовки, минимальное обезуглероживание поверхностного слоя и минимальный отход металла в окалину (угар).
Какие устройства используют для нагрева заготовок давлением?
- * Пламенные печи - отличаются максимальной универсальностью. В пламенных печах нагревают (в зависимости от размеров и конструкции печи) как мелкие заготовки, так и слитки весом до 300 т. Пламенные печи работают на твердом, в том числе и пылевидном, жидком и газообразном топливе. * Электронагревательные устройста - основными методами электронагрева являются индукционный и контактный. Индукционный нагрев заготовок осуществляется в индукторе, токами промышленной или повышенной частоты.
Какие печи, используемые для нагрева заготовок, называют камерными, а какие методическими?
- * Камерные печи являются нагревательные колодцы, которые находят применение в прокатных цехах для нагрева слитков, часто поступающих из сталелитейных цехов в горячем состоянии. Слитки в колодцы загружаются сверху и устанавливаются вертикально. Использование тепла горячих слитков обеспечивает экономию топлива. Для нагрева концов штанги и прутков при работе на горизонтально-ковочных машинах применяются щелевые печи, загрузочным окнам которых придают вид щели. Муфельные печи имеют муфель, герметически закрывающийся ящик, который загружают металлом, а нагревание осуществляется без доступа воздуха и газов. Такой способ нагрева применяется для нагрева специальных сплавов без образования окалины. * Методические печи имеют вытянутую форму. Температура в этих печах понижается в направлении движения пламени к загрузочному окну. Наиболее нагретые заготовки омываются наиболее горячим пламенем. В методических печах достигается непрерывная выдача нагретых заготовок, методичный (постепенный) нагрев и лучшее использование тепла образовавшихся при сгорании топлива газов. Чем печь длиннее, тем полнее теплоиспользование. При выходе из печи отходящие газы имеют более низкие температуры, чем в камерных печах, поэтому они экономичнее камерных. Методические печи широко применяются в прокатном производстве и в крупносерийном кузнечно-штамповочном производстве. Переходной конструкцией от камерной печи к методической является полуметодическая печь, которая отличается от методической меньшей длиной. В них так же, как и в методических печах нагреваются заготовки, форма которых удобна для проталкивания через печь. Полуметодические печи обслуживают штамповочное оборудование высокой производительности. нагрев заготовка камерный хонингование
Какие явления сопровождают нагрев заготовок под обработку давлением?
Нагрев является важнейшей операцией при обработке давлением, так как от него зависят качество изделий, производительность оборудования и себестоимость продукции. Основные требования к нагреву металла сводятся к обеспечению равномерного прогрева слитка или заготовки по сечению и длине за минимальное время, при наименьшей потере металла на угар (в окалину) и экономном расходе топлива. Несоблюдение установленного режима нагрева по скорости и температурам может привести к ряду дефектов в металле, часть которых является неисправимым браком (пережог, трещины). Применяют два основных способа нагрева заготовок: пламенный нагрев в печах и электронагрев. При пламенном нагреве тепло от сжигания твердого, жидкого или газообразного топлива передается нагреваемому металлу тремя путями: конвекцией - от пламени и горячих газов к поверхности заготовок; излучением (лучеиспусканием) - от пламени и раскаленных стенок печи; теплопроводностью - с поверхности заготовок в глубь металла.
Хонингование представляет собой процесс окончательной обработки в основном внутренних поверхностей деталей абразивными или алмазными брусками, которые закреплены на хонинговальной головке, установленной на станке. Головка осуществляет вращательное и возвратно-поступательное движения. Бруски с заданным усилием (давлением) прижимаются в радиальном направлении к обрабатываемой поверхности.
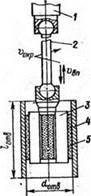
Рис. 1. Схема движений при хонингованни отверстии.
Опишите используемые смазочно-охлаждающие жидкости в рассматриваемом процессе.
Процесс хонингования, как правило, осуществляется, при обильном охлаждении. Основное назначение СОЖ, как и при суперфинишировании, -- удаление микрочастиц срезанного металла и отходов абразивного бруска, а также снижение трения и предотвращение адгезионного схватывания абразивных частиц с обрабатываемым металлом. Охлаждающие свойства жидкости здесь не так важны, как при шлифовании, так как хонингование осуществляется при невысоких температурах (50--100°С). Состав СОЖ выбирают с учетом характеристик обрабатываемого материала и хонинговальных брусков, требований к качеству поверхности и производительности труда. Наиболее широко используется СОЖ на основе керосина с добавлением минерального масла, олеиновой кислоты либо скипидара.
Для повышения интенсивности съема металла следует применять СОЖ малой вязкости; для получения поверхности высокого качества с однородной высотой микронеровностей -- СОЖ повышенной вязкости; при хонинговании мягких и вязких материалов -- также СОЖ повышенной вязкости; при увеличении твердости обрабатываемого материала СОЖ должна быть менее вязкой.
В последние годы ведутся работы по созданию СОЖ, не содержащих керосина, но обеспечивающих такие же производительность труда и шероховатость получаемой поверхности. В качестве заменителей керосина и керосино-масляных смесей могут быть использованы водные растворы и водно-масляные эмульсии. Например, при хонинговании закаленных стальных заготовок можно применять СОЖ следующего состава, в %:
Триэтаноламииа (ТУ 12-10-113--61) . . . 1,0--5,0
Нитрида натрия (ГОСТ 19906--74) . . . 0,25--1,0
Глицерина (ГОСТ 6259--75)......... 0,25--1,0
Хлористого кальция......................... 0,5--2,0
Смачивателя ОП-7 (ГОСТ 6867--67) . . .
До 0,5 воды..................................... 90,5--95,7
Для усиления моющего действия в смесь рекомендуется добавить 0,25--0,6% нафтенового мыла (ГОСТ 13302-- 67).
Для предварительного и окончательного хонингования обычными абразивными брусками заготовок из чугуна можно использовать СОЖ, разработанную НИИ тракторсельхозмашем и содержащую, в %:
Тринатрийфосфата (ГОСТ 201--58) . . . 0,25--0,6
Нитрида натрия (ГОСТ 19906--74) . . . 0,25
Кальцинированной соды (ГОСТ 10689--70) 0--0,25
Буры (ГОСТ 8429--69)................... 0-0,25
Алмазные бруски (Хонинговальные бруски) обычно изготавливают на керамической, металлической, или ситаловой связке, с различным процентом концентрации. Хонинговальные бруски являются шлифовальным инструментом. А шлифовальный инструмент, как видно из названия, используется для шлифовки различных поверхностей. Шлифовальный инструмент должен обладать такими качествами, как хорошее качество обработки поверхности, долгий срок службы. Долгий срок службы алмазным брускам обеспечивает наличие алмазов и алмазной пыли в их составе.
Количество брусков в хонинговальной головке зависит от размера обрабатываемого отверстия. Обычно применяют головки с 2--3 брусками для отверстий малого диаметра и до 18 брусков -- для большого диаметра. Длина абразивных брусков принимается приблизительно равной половине глубины обрабатываемого отверстия. Перебег брусков составляет приблизительно четверть их длины. Перед окончательным выводом головки из отверстия бруски сжимаются в радиальном направлении.
Какие погрешности механической обработки исправляют хонингованием?
Хонингованием исправляют погрешности формы от предыдущей обработки.
Каково назначение предварительного и чистового хонингования.
Предварительное хонингование предназначено для съема значительных припусков (до 0,6--0,8 мм) и исправления погрешности формы отверстия.
Чистовое хонингование предназначается для повышения качества поверхности.
Похожие статьи
-
Общий припуск z0 равен сумме всех промежуточных припусков zI. Поэтому для каждой обрабатываемой детали можно записать: , Где - число технологических...
-
Системы автоматического управления точностью обработки деталей Обработка заготовок на станках с ПУ обеспечивает высокую степень автоматизации и широкую...
-
Волочение металла - Технология обработки металлов давлением
Волочение металла -- это протягивание изделия круглого или фасонного профиля через отверстие волочильного очка (волоку), площадь выходного сечения...
-
Ковка и штамповка металла - Технология обработки металлов давлением
Ковка и штамповка металла включает такие процессы получения изделий, как ковка, объемная горячая штамповка и штамповка листового и пруткового материала в...
-
В условиях массового производства повышение производительности труда достигается автоматизацией технологических процессов, внедрением в производство...
-
Полирование заготовок - Методы отделочной обработки поверхности
Полированием уменьшают шероховатость поверхности. Этим методом получают зеркальный блеск на соответствующих частях деталей, либо на деталях, применяемых...
-
На выбор метода получения заготовки оказывают влияние материал детали, назначение и технические требования на изготовление, объем и серийность выпуска,...
-
Термомеханическая обработка металла - Технология обработки металлов давлением
Успехи машиностроения, строительства и других отраслей промышленности в значительной мере определяются достижениями в области металлургического...
-
Введение - Технология обработки металлов давлением
Развитие народного хозяйства страны в значительной мере определяется ростом объема производства металлов, расширением сортамента изделий из металлов и...
-
Таблица 4 - Режимы термообработки Операция T, °С Охлаждающая среда HRC Цементация 930 Охлаждение медленное в колодцах или ящиках Закалка 820 - 840...
-
Существует два метода получения заготовки: литье и обработка давлением. В соответствии с ГОСТ 977-88 "Отливки стальные", сталь 40Х не предусмотрена для...
-
В дополнение к количественным параметрам в некоторых случаях целесообразно нормировать направление неровностей, например в связи с направлением...
-
Порядок выполнения заданной детали. Обработка заготовки на токарно-винторезном станке (черновая) I-центра; II-заготовка; III - резец черновой токарный...
-
Заготовка Для изготовления заготовок листов под стойку гидромотора применим гидроабразивную резку металла. Этот метод позволяет качественно резать не...
-
Электроискровую обработку применяют для повышения точности и уменьшение шероховатости поверхностей, обработанных электроэрозионным методом. Метод основан...
-
Выбор материала и технология производства заготовок деталей и инструментов
ВЫБОР МАТЕРИАЛА И ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЗАГОТОВОК ДЕТАЛЕЙ И ИНСТРУМЕНТОВ Цель работы - провести анализ условий работы заданного изделия, выбор...
-
Характеристики методов получения заготовок Вопросы по теме: Производство заготовок литьем. Производство заготовок пластическим деформированием. Получение...
-
При конструировании, изготовлении и сборке оптических деталей большое значение имеют базовые поверхности или сокращенно базы. Базами называют...
-
Особенности механической обработки - Изготовление деталей из пластмасс
При разделительной штамповке, наряду с известными особенностями для штамповки металлов, имеют место особенности, связанные с резкой анизотропией...
-
Основана на использовании импульсов дугового разряда. Предложена советским специалистом М. М. Писаревским в 1948. Этот метод стал внедряться в...
-
Возможные способы получения заготовки Виды обработка металлов давлением Процессы обработки металлов давлением по назначению подразделяют на два вида: 1)...
-
Электроды-инструменты (ЭИ) должны обеспечивать стабильную работу во всем диапазоне рабочих режимов ЭЭО и максимальную производительность при малом...
-
Цель курсовой работы - выявить в чем преимущества электроэрозионной обработки от других видов обработок, так же понять ее принцип и узнать о...
-
Приготовление микрошлифов - Обработка на сверлильных станках
В оптическом микроскопе рассматриваются микрошлифы -- специальные образцы металла, имеющие шлифованную и полированную гладкую поверхность, отражающую...
-
Припуск - слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали. Припуск на обработку...
-
Применяемые в современном машиностроении протяжки разделяют по назначению на две большие группы: внутренние протяжки, используемые для обработки...
-
Обработка резанием является одним из самых универсальных видов обработки. Этим методом можно получать детали любой формы при любых требованиях к чистоте...
-
Суперфиниширование - Методы отделочной обработки поверхности
Суперфиниширование - отделочный метод обработки абразивными брусками. Рис. 7. Отделка абразивными брусками Для него характерны колебательные...
-
Хонингование - Методы отделочной обработки поверхности
Хонингование снижает отклонения формы и повышает размерную точность, уменьшает параметр шероховатости поверхности, сохранят микротвердость и структуру...
-
Абразивно-жидкостная отделка - Методы отделочной обработки поверхности
Отделка объемно-криволинейных фасонных поверхностей обычными методами вызывает большие технологические трудности. Для отделочной обработки поверхностей...
-
Прокатка металлов - Технология обработки металлов давлением
Прокатка металлов является таким видом пластической обработки, когда исходная заготовка обжимается вращающимися валками прокатного стана в целях...
-
Кручение под высоким давлением (КВД) (Рисунок 6а) впервые было применено для обработки металлических материалов П. Бриджменом в 1935 году. Свое второе...
-
ОБРАБОТКА РЕЗАНИЕМ - Основные технологические процессы механообрабатывающих производств
Обработка металлов резанием, технологические процессы обработки металлов путем снятия стружки, осуществляемые режущими инструментами на металлорежущих...
-
Химико-термическая обработка металлов, Цементация. - Химико-термическая обработка металлов
Целью химико-термической обработки является получение поверхностного слоя стальных изделий, обладающего повышенными твердостью, износоустойчивостью,...
-
Данному виду обработки подлежат следующие поверхности: - Ш16 с фаской 1Ч45° - 30 и 31 соответственно. Обработка поверхностей будет проходить за 2...
-
Неполный отжиг, Лазерная резка металла - Механическая обработка металлов
Неполный отжиг доэвтектоидной стали проводят при нагреве до температур выше Ас1 , но ниже Ас3 . При таких температурах происходит частичная...
-
Т. к. партия изготовляемых деталей составляет 400шт. Производство не крупносерийное; материал детали не литейная сталь, в исключительных случаях...
-
Определение условий закрепления заготовки - Станочное приспособление
Рис.5 Схема расчета силы, необходимой для закрепления заготовки Определим величину силы, необходимой для закрепления заготовки в приспособлении. Для...
-
Заготовки из порошковых материалов получают прессованием (холодным, горячим), изостатическим формованием, прокаткой и другими способами. При Холодном...
-
Обработка на сверлильных станках, Макроскопический анализ - Обработка на сверлильных станках
Технологические возможности обработки на станках сверлильной группы Обработкой на сверлильных станках получают цилиндрические, конические, плоские и...
Нагрев заготовок под обработку давлением