Линзы. - Номенклатура и основы организации производства оптических деталей. Спецобработка оптических деталей
Самой распространенной оптической деталью является линза (от немецкого слова "линзе" - чечевица). Линзой называют оптическую деталь, ограниченную двумя преломляющими поверхностями 1 и 2 (рис. 1.4), одна из которых может быть плоской.
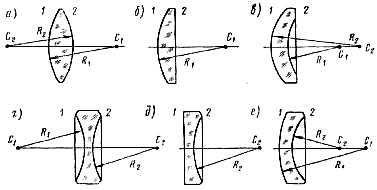
Рис. 1. Виды линз
В большинстве случаев линзы ограничены сферическими поверхностями. Линзы могут быть следующих видов: а -- двояковыпуклая, б -- плосковыпуклая, в -- мениск положительный (толщина в центре линзы больше, чем па краю), г -- двояковогнутая, д -- плосковогнутая, е -- мениск отрицательный (толщина линзы в. центре меньше, чем на краю). Линзы видов а, б, в (см. рис. 1) называют положительными или собирающими. У них толщина в центре больше, чем на краю. Линзы видов г, д, е называют отрицательными или рассеивающими. У них толщина в центре меньше, чем на краю.
Линза ограничена также нерабочей цилиндрической поверхностью, ось которой является геометрической осью линзы. Прямую, соединяющую центры С1 и С2 сферических поверхностей линзы (см. рис. 1), или перпендикуляр, опущенный из центра С1 сферы па плоскую поверхность линзы называют оптической осью линзы. Световой луч, проходящий через линзу по оптической оси, не преломляется. Линзу, у которой оптическая и геометрическая оси не совпадают, называют нецентрированной.
Положительная линза собирает падающие на нее параллельные лучи света в одну точку (рис. 2,а). Эта точка лежит на оптической оси и называется главным фокусом линзы F'. Отрицательная линза рассеивает падающие на нее параллельные лучи (рис. 2,6). Если рассеянные линзой лучи продолжить в противоположном направлении, то они сойдутся в фокусе линзы F'.
У положительных линз главный фокус действительный, а у отрицательных - мнимый, так как в нем пересекаются продолжения лучей, а не сами лучи.
Положение главного фокуса относительно линзы оказывает существенное влияние на характер получаемого с помощью линзы изображения и принимается за одну из важнейших характеристик линзы.
Величину характеризующую оптические свойства линзы и равную обратному значению главного фокусного расстояния f, называют оптической силой линзы D=1/f'.
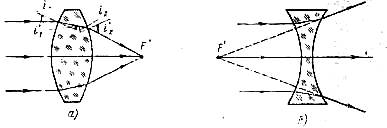
Рис. 2. Ход лучей в линзах
Единица измерения оптической силы -- диоптрия, которая будет у линзы, имеющей главное фокусное расстояние, равное одному метру. Оптическая сила собирающей линзы положительна, а рассеивающей - отрицательная.
Оптическая сила линзы определяется радиусами кривизны ее сферических поверхностей R1,R2 и показателем преломления материала линзы n:
D?(n--l)(l/R1 + l/R2).
Для выпуклых поверхностей величина радиуса берется со знаком " + ", а для вогнутых со знаком " - ". Для плоских поверхностей R = ?.
Растр.
Оптическую деталь, состоящую из большого числа малых линзовых или зеркальных элементов, имеющих - оптическую силу, называют растром. Применение растров в оптических системах привело к созданию разнообразных оптических приборов с совершенно новыми характеристиками. Известны растровые окуляры, объективы, телескопические системы. Простейшей растровой оптической системой, фокусирующей лучи, является линза Френеля, состоящая из кольцевых преломляющих участков.
Пластины.
Пластиной называют оптическую деталь, ограниченную двумя плоскими и параллельными друг другу поверхностями. Пластины применяют в оптических приборах в качестве защитных, покровных и выравнивающих стекол. Пластины из цветных стекол, а также из стекол, имеющих специальные покрытия, используют в качестве светофильтров -- деталей, которые пропускают только свет определенной длины волны.
Если на пластину нанесены штрихи (линии соответствующей формы, цифры или условные знаки), то такую пластину называют сеткой, шкалой или мирой. Их используют для измерения линейных и угловых величин, а также в процессе наблюдения объектов через приборы. Пластины имеют круглую, прямоугольную или любую другую форму.
Зеркала.
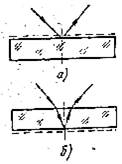
Рис. 3 . Плоские зеркала
Зеркалом называют оптическую деталь, ограниченную одной отражающей поверхностью. Эта поверхность может быть плоской, сферической и асферической, т. е. отличающейся от сферы. Зеркало может быть с наружным (рис. 3, а) и внутренним отражением (рис. 3,6). В первом случае луч не проходит через материал зеркала -- наружное отражение света; во втором -- луч проходит через материал зеркала, поэтому поверхность, проводящая луч, должна быть полированной. В первом случае материал может быть как прозрачным, так и непрозрачным; во втором только прозрачным. На прозрачные материалы для улучшения отражения света наносят зеркальные покрытия (на рис. 3 показаны штриховой линией). Эти покрытия представляют собой тонкие слои металлов или диэлектриков.
Призмы.
Призмой называют оптическую деталь с плоскими преломляющими и отражающими поверхностями, образующими между собой двугранные углы. Если угол между преломляющими поверхностями составляет менее 5°, то такую оптическую деталь называют клином.
Призмы разделяют на преломляющие, предназначенные для разложения (дисперсии) света, и отражательные -- для изменения направления оптической оси прибора, оборачивания изображения и разделения пучков лучей.
Отражательные призмы обозначают двумя буквами и числом градусов в угле, на который отклоняется луч после прохождения призмы. Первая буква указывает число отражающих граней: А -- одну, Б -- две, В -- три. Вторая буква характеризует геометрию призмы: Р -- равнобедренная, П -- пента, С -- ромбическая. "Крышу" условно считают за одну грань и обозначают буквой "к" после первой буквы.
Прямоугольная призма с одной отражающей гранью АР-90 (рис. 4, а) изменяет направление хода лучей на 90О и дает зер-кальное изображение предмета. На рис. 4 стрелочками показано положение предмета и его изображение. Прямоугольная призма с двумя отражающими гранями БР-180 (рис. 4,б) изменяет направление хода лучей на 180°, сохраняя вид изображения. Призма-ромб из двух параллельных преломляющих и двух параллельных отражающих граней БС-0 (рис. 4, в) не изменяет вида изображения и сохраняет направление хода лучей, но смещает при этом оптическую ось системы. Призма Дове, или призма прямого видения из двух преломляющих и одной отражающей граней АР-0 (рис. 4, г), дает зеркальное изображение предмета без изменения хода лучей. Прямоугольная призма с одной отражающей. гранью "крышей" (гипотенузная грань заменена двумя гранями -- "крышей" с прямым углом между ними) АкР-90 (рис. 4, д) изменяет направление хода лучей на 90° и полностью оборачивает изображение -- сверху вниз и слева направо. Пентапризма БП-90 (рис. 4,е) изменяет ход лучей на 90° и дает прямое изображе-ние. Отражающие грани имеют зеркальное покрытие, так как углы падения на них меньше угла полного внутреннего отражения.
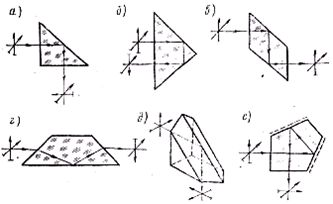
Рис. 4. Типы призм
Принцип действия большинства призм основан на явлении полного внутреннего отражения. На границе двух сред свет, падающий под углом i1, частично отражается под углом i2 и частично проходит в другую среду с преломлением под углом i1' (рис. 6) и при достижении определенного i, он полностью отражается, что нашло применение при конструировании призм с отражающими гранями без покрытий и созданию деталей (рис 7.) обеспечивающих прохождение лучей без потерь на большие расстояния.
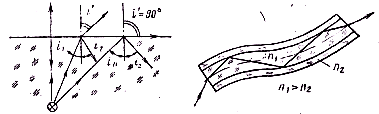
Рис. 6. Полное внутреннее Рис. 7. Оптический световод отражение
При некотором угле падения iN угол преломления становится равным i'1 = 90°, т. е. луч не проходит во вторую среду. Такое явление, при котором свет, падающий на поверхность раздела двух прозрачных сред из оптически более плотной среды, полностью отражается от этой поверхности, называют полным внутренним отражением
Похожие статьи
-
При конструировании, изготовлении и сборке оптических деталей большое значение имеют базовые поверхности или сокращенно базы. Базами называют...
-
Физический способ состоит в термическом испарении и конденсации под специальным колпаком в вакууме наносимого вещества или его катодном распылении на...
-
К специальной обработке оптических деталей относятся следующие операции: 1) нанесение просветляющих пленок с целью уменьшения количества отраженного...
-
Производственный процесс -- понятие более широкое, включающее в себя кроме технологического процесса все другие вспомогательные процессы, подготовку...
-
Для разработки процесса изготовления какой-либо оптической детали необходимо иметь чертеж оптической детали, содержащий все требования к детали, чертеж...
-
Технологическая подготовка производства - Основы организации технической подготовки производства
Следующей стадией технической подготовки является технологическая подготовка производства. Именно она обеспечивает полную готовность предприятия к...
-
Конструкторская подготовка производства - Основы организации технической подготовки производства
Теперь, когда установлены основные этапы проведения ТПП, можно приступать к первой стадии - конструкторской подготовке производства. Конструкторская...
-
Место и роль планирования в управлении производством на предприятиях АПК Агропромышленный комплекс России - один из наиболее крупных и важных секторов...
-
Изготовление пластин для оптических деталей
Изготовление любой оптической детали начинают с выбора заготовки. Для крупносерийного и массового производства заготовкой является прессовка, а для...
-
Важнейшей особенностью современной организации конструкторской подготовки производства является широкое использование Стандартизации , которая позволяет...
-
Существует определенная система технической подготовки производства. Она представляет собой совокупность взаимосвязанных научно-технических процессов,...
-
Исходные данные Годовая программа выпуска деталей: 135 000 шт. Наименование изделия: КРЫШКА ПОДШИПНИКА. Вес заготовки: 4,09 кг. Вес детали: 3,7 кг....
-
В соответствии с "Руководством Фраскати" (документ принят ОЭСР в 1993 г. в итальянском городе Фраскати) и н н овация определяется как конечный результат...
-
Изготовление призм - Изготовление клиньев и линз. Центрирование и фасетирование линз
Примерная обобщенная схема технологического процесса изготовления наиболее распространенной прямоугольной призмы типа АР-900 из прессовки указана на...
-
Особенности механизации и автоматизации сборочных работ Недостаточно высокий уровень механизации и автоматизации сборочных работ в машиностроении...
-
Т. к. партия изготовляемых деталей составляет 400шт. Производство не крупносерийное; материал детали не литейная сталь, в исключительных случаях...
-
Технологическая подготовка производства (ТПП) представляет собой совокупность мероприятий, обеспечивающих технологическую готовность производства, т. е....
-
Годовой расход электроэнергии Годовой расход силовой электроэнергии ЭСил = (РУст i * КС i) * FD * КЗагр ср , (кВт*час) ЭСил...
-
Надежность - это комплексное свойство технического объекта (приборы, устройства, машины, системы); состоит в его способности выполнять заданные функции,...
-
Основными задачами дефектации и сортировки деталей являются: - контроль деталей для определения их технического состояния; - сортировка деталей на три...
-
Выбор материала и технология производства заготовок деталей и инструментов
ВЫБОР МАТЕРИАЛА И ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ЗАГОТОВОК ДЕТАЛЕЙ И ИНСТРУМЕНТОВ Цель работы - провести анализ условий работы заданного изделия, выбор...
-
Системы автоматического управления точностью обработки деталей Обработка заготовок на станках с ПУ обеспечивает высокую степень автоматизации и широкую...
-
Расчет блоков. - Изготовление клиньев и линз. Центрирование и фасетирование линз
Блокирование линз - это вспомогательная операция, которая заключается в соединении группы одинаковых линз на одном приспособлении для дальнейшей их...
-
Получение сульфата аммония основано на поглощении аммиака из коксового газа раствором серной кислоты и протекании реакции нейтрализации....
-
Системы автоматизированного проектирования (САПР) в настоящее время являются во многих случаях единственно возможными методами при конструировании новых...
-
Сметана - Биохимические основы производства отдельных видов кисломолочных продуктов и мороженого
В образовании структуры продукта участвуют молочный жир и белки. Главную роль играет жир, который в результате отвердевания и кристаллизации повышает...
-
Основанием для выбора вида поточной линии служит: Тип производства; Технологический процесс изготовления продукции. 1. В зависимости от типа производства...
-
Характеристики методов получения заготовок Вопросы по теме: Производство заготовок литьем. Производство заготовок пластическим деформированием. Получение...
-
Организация технологической подготовки производства - САПР
Задачи и содержание единой системы технологической подготовки производства Технологическая подготовка производства (ТПП) представляет собой совокупность...
-
Определение такта и ритма поточной линии Такт работы поточной линии - календарный период времени между запуском (выпуском) на линию данного объекта и...
-
ЗАКЛЮЧЕНИЕ - Планирование организации производства продукции на предприятии АПК
При планировании производственной программы, особенно на первом этапе составления техпромфинплана, и при разработке проекта контрольных показателей плана...
-
Основы технологии производства нефтяных масел - Технологии переработки нефти
Технология производства масел состоит из трех основных этапов: получение масляных фракций, выработка из них базовых масел-компонентов и смешение...
-
Оптические кабели российского производства - Оптоволоконные проводники
Первое поколение ОК, созданных в 1986--1988 гг., включает кабели городской (ОК-50), зоновой (ОЗКГ) и магистральной (ОМЗКГ) связи. Современные требования...
-
Производство стали - Разработка технологического процесса изготовления детали "зубчатое колесо"
Сущность процесса Основными материалами для производства стали являются передельный чугун и стальной лом (скрап). Содержание углерода и примесей в стали...
-
Производство чугуна - Разработка технологического процесса изготовления детали "зубчатое колесо"
Материалы, применяемые в доменном производстве Для выплавки чугуна в доменных печах используют железные руды, топливо и флюсы. Железные руды Содержат...
-
Для производства чугуна, стали и цветных металлов используют руду, флюсы, топливо, огнеупорные материалы. Промышленная руда - горная порода, из которой...
-
Обеспечение спецодеждой и предохранительными приспособлениями Использование средств индивидуальной защиты работающих во многих случаях является...
-
Организация службы ОТК - Машиностроительное производство
Вопросы по теме: Задача отдела технического контроля Классификация видов технического контроля. Порядок разработки контрольных операций в технологическом...
-
Понятие о качестве продукции. Качество продукции -- это совокупность свойств, обусловливающих ее пригодность удовлетворять определенные потребности в...
-
Припуск - слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали. Припуск на обработку...
Линзы. - Номенклатура и основы организации производства оптических деталей. Спецобработка оптических деталей