Изготовление призм - Изготовление клиньев и линз. Центрирование и фасетирование линз
Примерная обобщенная схема технологического процесса изготовления наиболее распространенной прямоугольной призмы типа АР-900 из прессовки указана на рис.7. Конкретный технологический процесс зависит от конструкции, заданной точности выполнения углов и граней призм. Для призм сложной конструкции технологические процессы весьма различны и состоят из нескольких десятков операций. Для серийного и массового производства призм заготовкой является прессовка, а для единичного и опытного - кусок стекла. При изготовлении призмы из куска стекла технологический процесс будет включать в себя дополнительно операции разметки, распиливания, подшлифовывания сторон и т. д.
Обработку призмы из прессовки начинают с операции шлифования вспомогательных параллельных боковых поверхностей. Чаще всего ее выполняют на шлифовально-обдирочных станках типа ОС-1000, ОС-1500 абразивами № 6 и М28, на стайках типа СТШ-400, а также плоскошлифовальных станках типа ЗБ-756 с помощью алмазного инструмента. После шлифования параллельных сторон призм производят контроль с помощью скоб. Эти стороны у призм в дальнейшем не обрабатывают, их принимают за базы.
Для обработки исполнительных поверхностей и подгонки углов призм заготовки склеивают в столбик, длина которого по отношению к высоте призмы составляет
В единичном производстве обрабатывают призмы одного типоразмера столбиками вручную, в серийном - одновременно но несколько штук в металлических приспособлениях.
Блокирование призм в приспособлениях осуществляют приклеиванием или зажимом. Точность выполнения угловых размеров пазов в приспособлении, по которым базируют призмы, должна быть выше заданной точности изготовления углов самих призм.
На металлических приспособлениях обрабатывают призмы с погрешностью углов до 5-8?. Для получения призм с погрешностью углов менее 1-2? применяют приспособления из шлифованных стеклянных призматических брусков, углы которых выполнены с погрешностью до 20".
Первую катетную грань столбиков, которая будет являться базовой при креплении их в приспособлении, обычно шлифуют вручную, выдерживая необходимую косину. Косина призм заключается в том, что ребра призмы остаются параллельными один другому, но не перпендикулярными (??90°) боковым поверхностям (рис.8,а). Контроль косины у отдельных столбиков призм выполняют угольником.
Рис.7. Схема технологического процесса изготовления призмы АР-900 в серийном производстве
После шлифования катетной грани производят переблокировку в другом приспособлении и шлифуют гипотенузную грань, после чего контролируют угол 45° с помощью угольников.
После вторичного переблокирования и шлифования последней катетной грани производят контроль ? и разности углов ?45. Пирамидальность ?- непараллельность отражающей грани и противоположного ей ребра - оценивают у столбика призм разностью размеров A1 и А2 на концах столбика (рис.8,б), ?a = a1-a2. На блоке пирамидальность определяют как разность размеров H1 и Н2 (на рисунке не показан), измеренных на двух концах столбика (рис.8,в).
Величину ?45 определяют таким же образом, но измерения H1 и Н3 выполняют для столбиков, находящихся на противоположных сторонах приспособления.
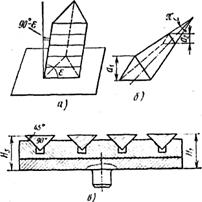
Рис.8. Определение косины и пирамидальности
После обработки призм в столбиках наносят фаски на ребрах, контролируют углы 90°, 45° па приборе, расклеивают столбики и промывают призмы. Затем наносят фаски на остальных ребрах и трехгранных углах и, если требуется по чертежу, выполняют пазы, закругления, скосы и т. д. Последние обрабатывают алмазными инструментами в приспособлениях с механическим зажимом призм. Нанесение фасок, так называемое гранение призм, осуществляют на алмазной или чугунной планшайбе вручную на шлифовально-обдирочном станке.
На последующих операциях выполняют шлифование и полирование исполнительных поверхностей призм. Для шлифования и полирования призм с погрешностью угловых размеров до 6-8? применяют крепление призм в блоке с помощью твердеющего раствора гипса.
Достоинствами гипсовки являются простота способа, возможность обработки различных по габаритным размерам и конфигурации призм в одном приспособлении, а также максимальное использование полезной площадки блока, дающее наибольший экономический эффект при обработке. Недостатки гипсования: длительность процесса, недостаточно высокая точность углов призм после обработки и загрязненность производственного участка отходами гипса. Невысокая точность обработки объясняется деформациями и разворотом призм в застывающем гипсовом растворе.
Перед разборкой блока выполняют контроль полированных поверхностей призм на интерферометре или пробным стеклом, определяя N и ?N. Контролируют класс чистоты Р, после чего полированные поверхности лакируют, призмы разблокировывают.
Для обработки двух других граней призмы последовательно повторяют операции технологического процесса (см. рис.9.
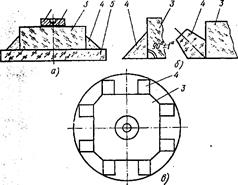
Рис.9 Контактное приспособление
Промывку полированных призм от защитного лака осуществляют аналогично промывке линз.
Для призм с неплоскостностью исполнительных поверхностей менее N=1 И погрешностью углов до 2" применяют доводку призм в сепараторах, которую производят аналогично доводке пластин. Для доводки точных призм (с погрешностью углов 3-5??) применяют специальные контактные приспособления. Приспособление представляет собой прямоугольную стеклянную пластину 8, Углы и поверхности которой обработаны с погрешностью 1-2??(рис.9, а, в). В центре пластины эпоксидным клеем 2 приклеен ниппель 1 для передачи движения от шарового пальца поводка станка. Призмы 4 полированной стороной крепят с помощыо оптического контакта к боковым поверхностям пластины 3. Чтобы обрабатываемые поверхности призм 4 лежали в одной плоскости с поверхностью контактной пластины 3, Сборку всего приспособления производят на точно отполированной круглой пластине 5, которая часто является пробным стеклом. Сначала на нее устанавливают контактную пластину 3. При этом сверху должна быть видна интерференционная картина. Затем на это же пробное стекло 5 кладут призмы той стороной, которую в дальнейшем будут обрабатывать. Видимая интерференционная картина говорит о том, что призма всей своей поверхностью лежит на пробном стекле.
Двигая призму к боковой поверхности контактной пластины 3, Добиваются того, чтобы она села на оптический контакт. При этом поверхность призмы, которая лежала на пробном стекле 5, немного приподнимается и интерференционная картина исчезает. После такой сборки контактного приспособления пробное стекло 5 удаляют, собранный блок устанавливают на планшайбу шлифовально-полировального станка и производят обработку (рис. 8,б). Все приспособление вместе с призмами шлифуют микропорошком М10, а затем полируют. Углы готовых призм контролируют на гониометре или автоколлиматоре.
Похожие статьи
-
Изготовление клиньев. Заготовкой для клина служит плоскопараллельная пластина, заранее обработанная (округленная и полированная с одной стороны)....
-
Блокирование. - Изготовление клиньев и линз. Центрирование и фасетирование линз
Блокирование линз выполняют эластично или жестко. Корпус наклеечного приспособления изготовляют из чугуна СЧ 12-28, стали 20 и сплава АЛ2 при мм....
-
Расчет блоков. - Изготовление клиньев и линз. Центрирование и фасетирование линз
Блокирование линз - это вспомогательная операция, которая заключается в соединении группы одинаковых линз на одном приспособлении для дальнейшей их...
-
Шлифование., Полирование. - Изготовление клиньев и линз. Центрирование и фасетирование линз
Одиночные линзы и блоки шлифуют па станках типа ШП в несколько переходов в зависимости от размера деталей и блоков. Мелкое шлифование, как правило,...
-
Подготовка инструмента. - Изготовление клиньев и линз. Центрирование и фасетирование линз
Подготовка шлифовального инструмента заключается в доводке радиуса кривизны расшлифовыванием рабочих поверхностей грибов и чашек для каждого...
-
Центрирование линз. - Изготовление клиньев и линз. Центрирование и фасетирование линз
Центрирование линз - это операция по совмещению геометрической и оптической осей линзы. Децентричность С линзы возникает как результат накопления...
-
Изготовление линз. - Изготовление клиньев и линз. Центрирование и фасетирование линз
В зависимости от серийности выпуска продукции па заводе заготовками для производства линз служат прессовки или куски стекла. Прессовки применяют в...
-
Изготовление пластин для оптических деталей
Изготовление любой оптической детали начинают с выбора заготовки. Для крупносерийного и массового производства заготовкой является прессовка, а для...
-
Маршрутная технология процесса изготовления деталей - Ремонт токарного станка
Выбор заготовки: при выборе заготовки для механической обработки заменяемой детали нужно учитывать технические требования, предъявляемые к детали....
-
Проверяем пригодность роликоподшипников конических однорядных по ГОСТ 333-79, условное обозначение - 7202. Проверим пригодность подшипника по [8;c.103]:...
-
Самой распространенной оптической деталью является линза (от немецкого слова "линзе" - чечевица). Линзой называют оптическую деталь, ограниченную двумя...
-
Выбор схемы базирования и описание работы приспособления Анализируя техническое задание, эскиз детали под выполняемую операцию из ГОСТ 21495-76 выбираем...
-
Обоснование технологического маршрута изготовления детали. План изготовления детали Задача раздела - разработать оптимальный технологический маршрут, т....
-
Окисление - Технологии изготовления кремниевых полупроводниковых приборов
Обычно первый этап изготовления полупроводниковых приборов включает окисление внешней поверхности пластины, которое позволяет получить тонкую пленку...
-
Изготовление магнитных сердечников из ферритов - Изготовление пластинчатых магнитопроводов
Ферриты - это металлокерамические материалы, представляющие собой химические соединения окиси железа с окислами других металлов (Mn, Ni, Ba, Co, Mg, Li,...
-
История появления и изготовления бумаги Полагают, что русское слово бумага происходит от татарского слова "бумуг", что значит хлопок. Вероятно, что...
-
В стеклянных деталях изготовленных ламп могут оставаться внутренние напряжения, которые в определенных случаях могут привести к растрескиванию стекла и...
-
ШАБРЕНИЕ - Операции ручного изготовления ювелирных украшений
Отделочная операция снятия с изделия очень тонкого слоя металла при помощи режущего инструмента -- шабера -- называется шабрением. Различают три вида...
-
Заготовка Для изготовления заготовок листов под стойку гидромотора применим гидроабразивную резку металла. Этот метод позволяет качественно резать не...
-
Определение припусков на механическую обработку Припуски назначают по ГОСТ Р 53464-2009 Основные припуски на мех. Обработку назначают для каждого допуска...
-
В стеклянных деталях изготовленных ламп могут оставаться внутренние напряжения, которые в определенных случаях могут привести к растрескиванию стекла и...
-
История применения активных металлов для связывания газов внутри вакуумного прибора насчитывает более 100 лет. Для этой цели впервые был использован...
-
Сушка. - Изготовление бондарских изделий
Существуют два вида сушки -- естественная и искусственная. Кроме того, при сушке клепки в остовах затрудняется первичная обработка клепки из-за ее...
-
При разработке технологического процесса карты технологического процесса подразделяют на групповые и индивидуальные технологические процессы....
-
Общие сведения - Технологии изготовления кремниевых полупроводниковых приборов
Описание технологии изготовления кремниевых полупроводниковых приборов - как дискретных схем (полупроводниковых схем, содержащих только один активный...
-
Кремниевые пластины, подвергаемые окислению, сначала очищаются с помощью детергента и водного раствора, растворителей с ксилолом, изопропиловым спиртом...
-
МОДЕЛИРОВАНИЕ - Проектирование и изготовление модели судов
Прогнозирование - в узком значении специальные научные исследования конкретных перспектив развития какого-либо явления. Как одна из форм конкретизации...
-
ПРОЕКТИРОВАНИЕ И ИЗГОТОВЛЕНИЕ МОДЕЛИ - Проектирование и изготовление модели судов
Сборка каркаса ведется по обычной "картонной" технологии, но шпангоуты должны быть не переборками, а ребрами, освобождая место под аппаратуру, батарейки,...
-
Сортировка. - Изготовление бондарских изделий
После расколки колы сортируют и укладывают в денницы. Последней операцией в производстве колотой клепки является придание колам (секторам) прямоугольной...
-
Изготовление клепок. По способу изготовления клепка делится на колотую и пиленую. В лесу выбирают пригодные для заготовки (выколки) деревья с диаметром...
-
Отожженную спирализованную проволоку на керне разрезают на отдельные отрезки требуемой длины на специальных машинах резки спиралей нескольких типов....
-
Резьбовые цоколи являются наиболее массовым типом цоколей для ламп накаливания общего назначения. Корпус резьбового цоколя чаще всего изготавливают из...
-
Окись серебра и борнокислый свинец просушивают 1 час при температуре примерно 120 0С, отмеряют согласно рецепту и перемешивают с помощью шпателя в...
-
Технологическая дисциплина Под технологической дисциплиной принято понимать режим выполнения установленного технологического процесса, оформленного в...
-
Схема технологического процесса Рисунок 2.1.2. - Схема технологического процесса, изготовления лампы накаливания Изготовление вводов Важными...
-
Определение формы и габаритных размеров упаковки Для разработки развертки и штанцевальной формы картонной упаковки для пищевой отрасли была выбрана...
-
Литье по выплавляемым моделям - Изготовление отливок в песчаных формах. Специальные способы литья
Литье по выплавляемым моделям - процесс получения отливок из расплавленного металла в формах, рабочая полость которых образуется благодаря удалению...
-
Так как размерный анализ имеет большую трудоемкость выполнения, то применять его целесообразно при методе достижения точности с помощью настроенного...
-
Сборка литейной формы Включает: установку нижней полуформы; установку стержней, устойчивое положение которых обеспечивается стержневыми знаками; контроль...
-
Абразивная масса в зависимости от зернистости, природы абразивных материалов и содержания связки обладает различной пористостью (рыхлостью), а...
Изготовление призм - Изготовление клиньев и линз. Центрирование и фасетирование линз