Расчет блоков. - Изготовление клиньев и линз. Центрирование и фасетирование линз
Блокирование линз - это вспомогательная операция, которая заключается в соединении группы одинаковых линз на одном приспособлении для дальнейшей их совместной обработки. Блокирование применяют для повышения производительности труда, а также повышения точности обработки каждой линзы.
Прежде чем произвести блокирование, рассчитывают блок. Расчет блока заключается в определении числа заготовок линз в зонах и всего на блоке, а также основных размеров блока. Исходными данными для расчета сферического блока являются радиус R Обрабатываемой поверхности линзы, диаметр DБ и высота HБ, диаметр линзы d и расстояние между ними f, предварительно выбранное исходя из условий обработки и типоразмера станка (рис.6). В большинстве случаев высота блоков ограничивается размером HБ= 0,85RБ, чтобы уменьшить неравномерность обработки краевых и центральных зон. При значениях радиуса мм применяют полусферические блоки с HБ=RБ. Заготовки на блоке размещают, начиная от его центра, а затем располагают концентрическими зонами. Число заготовок в первой центральной зоне определяет угловые размеры последующих зон блока. Для равномерного заполнения поверхности блока заготовками и лучшего формообразования их оптических поверхностей в первой зоне помещают одну, три или четыре заготовки так же, как и для пластин.
Расчет блока проводят для этих трех случаев и выбирают вариант, при котором размещается наибольшее число линз. Блоки рассчитывают тригонометрически, графически или по номограммам.
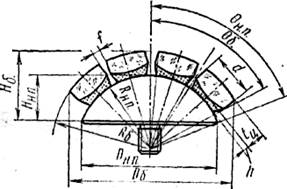
Рис.2. Расчет блока линз
Перед блокированием все заготовки линз обязательно проходят операцию шлифования сферических поверхностей. Если заготовкой линзы является прессовка, которую будут блокировать жестко, то у такой линзы шлифуют только одну базовую сферическую поверхность. Этой поверхностыо линзу приклеивают к наклеечному блоку. Шлифование сферической поверхности производят на сферошлифовальных станках типа "Алмаз-70" алмазным трубчатым инструментом поштучно с креплением заготовки в цанге.
Если заготовки в дальнейшем будут блокировать эластично, то они проходят двустороннее шлифование сферической поверхности на станках типа "Алмаз-70" с последующим контролем толщины заготовки по центру и радиусов ее сферических поверхностей R. Толщину измеряют индикатором или микрометром, а радиус - с помощью притирочного инструмента. Иногда после этого на линзы наносят технологические фаски.
Похожие статьи
-
Центрирование линз. - Изготовление клиньев и линз. Центрирование и фасетирование линз
Центрирование линз - это операция по совмещению геометрической и оптической осей линзы. Децентричность С линзы возникает как результат накопления...
-
Блокирование. - Изготовление клиньев и линз. Центрирование и фасетирование линз
Блокирование линз выполняют эластично или жестко. Корпус наклеечного приспособления изготовляют из чугуна СЧ 12-28, стали 20 и сплава АЛ2 при мм....
-
Шлифование., Полирование. - Изготовление клиньев и линз. Центрирование и фасетирование линз
Одиночные линзы и блоки шлифуют па станках типа ШП в несколько переходов в зависимости от размера деталей и блоков. Мелкое шлифование, как правило,...
-
Подготовка инструмента. - Изготовление клиньев и линз. Центрирование и фасетирование линз
Подготовка шлифовального инструмента заключается в доводке радиуса кривизны расшлифовыванием рабочих поверхностей грибов и чашек для каждого...
-
Изготовление линз. - Изготовление клиньев и линз. Центрирование и фасетирование линз
В зависимости от серийности выпуска продукции па заводе заготовками для производства линз служат прессовки или куски стекла. Прессовки применяют в...
-
Изготовление призм - Изготовление клиньев и линз. Центрирование и фасетирование линз
Примерная обобщенная схема технологического процесса изготовления наиболее распространенной прямоугольной призмы типа АР-900 из прессовки указана на...
-
Изготовление клиньев. Заготовкой для клина служит плоскопараллельная пластина, заранее обработанная (округленная и полированная с одной стороны)....
-
Изготовление пластин для оптических деталей
Изготовление любой оптической детали начинают с выбора заготовки. Для крупносерийного и массового производства заготовкой является прессовка, а для...
-
Используемый материал - Изготовление оконного блока с раздельным переплетом, фрамугой и форточкой
Для изготовления оконного блока с раздельным переплетом, фрамугой и форточкой, используется сосновая доска I-II сорта, длиной 2 метра и сечением 5070...
-
Маршрутная технология процесса изготовления деталей - Ремонт токарного станка
Выбор заготовки: при выборе заготовки для механической обработки заменяемой детали нужно учитывать технические требования, предъявляемые к детали....
-
Расчет норм расхода клеевых материалов на изделие выполняют на каждый вид клея с учетом способа склеивания (горячий, холодный), метода нанесения клея...
-
К основным материалам в производстве изделий относят материалы, которые входят в состав изделия. К вспомогательным материалам относят материалы, которые...
-
Технологический процесс - Изготовление оконного блока с раздельным переплетом, фрамугой и форточкой
Перед началом работы нужно высчитать нужное количество пиломатериала, после чего приступать к выбору леса. Для данного изделия влажность древесины должна...
-
Контроль качества - Изготовление оконного блока с раздельным переплетом, фрамугой и форточкой
Контроль качества - это важный раздел в знаниях столяра. Контроль качества включает в себя припуски на обработку, выявления брака. Контроль качества...
-
Введение - Изготовление оконного блока с раздельным переплетом, фрамугой и форточкой
Для производства изделий из древесины исходный материал в виде досок, листов фанеры и древесных плит (а также круглых древен) требуется предварительно...
-
ВВЕДЕНИЕ - Расчет оптимального режима резания
Сущность технологии изготовления деталей машин состоит в последовательном использовании различных технологических способов воздействия на обрабатываемую...
-
Припуск - слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали. Припуск на обработку...
-
Проверяем пригодность роликоподшипников конических однорядных по ГОСТ 333-79, условное обозначение - 7202. Проверим пригодность подшипника по [8;c.103]:...
-
Расчет припусков - Ремонт токарного станка
2. Расчет припусков на обработку поверхности Ш25h8(-0,33) Технологический маршрут обработки данной поверхности состоит из следующих переходов: 1. Точение...
-
Расчет диаметра вала.[7] Dmin = 3 16ЧTkЧ103/рЧ[фk], мм (2.5) Где Tk - крутящий момент на валу, Нм; [фk]- допустимое напряжение при кручении...
-
При расчете потребного количества оборудования необходимо привести формулы для расчета производительности с расшифровкой входящих в них параметров и...
-
Заварка ламп является основной сборочной операцией при изготовлении ламп. Она заключается в герметичном соединении собранной ножки с колбой. Процесс...
-
Исходные допущения и предпосылки Блок согласования каналов (БСКЛ) предназначен для работы на усилительных пунктах и объединения выходов нескольких...
-
Работать нужно заточенным инструментом. Ручки инструмента не должны быть расколоты, иметь задирав и заусенец. Хранить инструмент нужно в специально...
-
Аналитический операция 010 Токарная Глубина резания, мм: T2=1,1мм, i=2. T3=1,15 мм. T4=1,0 мм, i=2. Подача, мм/об: S2=1,3 мм/об [1,стр. 266] SД2 = 1,4...
-
Расчет межоперационных припусков Таблица 3.1.1Расчет межоперационных припусков на размер Ш 46 Н7 Размер Припуск Отклонение Качество Размер по чертежу Ш46...
-
Обоснование технологического маршрута изготовления детали. План изготовления детали Задача раздела - разработать оптимальный технологический маршрут, т....
-
Возможные способы получения заготовки Виды обработка металлов давлением Процессы обработки металлов давлением по назначению подразделяют на два вида: 1)...
-
Расчет точности обработки - Станочное приспособление
1. Анализ операционного эскиза показывает, что от конструкции станочного приспособления зависит только выполнение одного линейного размера 130 ±0,5мм....
-
Нормирование технологического процесса - Технология изготовления вала
Нормой времени называется время, необходимое для выполнения операций в определенных организационно-технологических условиях, исходя из рационального...
-
Общий припуск z0 равен сумме всех промежуточных припусков zI. Поэтому для каждой обрабатываемой детали можно записать: , Где - число технологических...
-
Заготовка Для изготовления заготовок листов под стойку гидромотора применим гидроабразивную резку металла. Этот метод позволяет качественно резать не...
-
Самой распространенной оптической деталью является линза (от немецкого слова "линзе" - чечевица). Линзой называют оптическую деталь, ограниченную двумя...
-
Разработка привода ротора измельчителя Разработка кинематической схемы Кинематическая схема роторного привода представлена на рисунке 2.1 Рисунок 2.1 -...
-
Рассчитываем сменную производительность станка (линии) при выполнении соответствующих технологических операций. 1. Форматно-раскроечный станок Formula...
-
[Z517] = З05 + (Е 505 800) + (Е 305 800)+(Е815305)+(Е517815) - З17; З05 = З17 + [Z517] +(Е 505 800 )+ (Е 305 800)+(Е815305)+(Е517815); З05 =...
-
Расчет времени отжига Для расчета времени отжига нам необходимо знать верхнюю и нижнюю границу отжига, а также термостойкость стекла. Эти данные можно...
-
Обоснование выбора типа потока Поток - форма организации производственных процессов, при которой все операции на рабочих местах выполняются в...
-
Расчет времени отжига Для расчета времени отжига нам необходимо знать верхнюю и нижнюю границу отжига, а также термостойкость стекла. Эти данные можно...
-
Рабочее место столяра оборудуется: верстаком, инструментами и оборудованием, типа, электрическая дрель, ручная фреза и другой электрический инструмент....
Расчет блоков. - Изготовление клиньев и линз. Центрирование и фасетирование линз