АНАЛИЗ РАБОТЫ СИСТЕМЫ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ПАКЕТА МАСС - Электропривод и автоматизация главного привода специального вальцето-карного станкамодели IK 825 Ф2
По структурной схеме системы, приведенной на Рис. 6.1., составим математическую модель проектируемой системы для дальнейшего моделирования, которая приведена на Рис. 6.2. Согласно Рис. 6.2. составим таблицу задания для моделирования процессов на МАССе.
DIPMAG. MDS. 3-December-97, Wednesday
|
Номер |
Тип |
Входы |
Параметры |
|
1 |
K |
1.0879 E+00 | |
|
10 |
+ |
1-16 |
0 |
|
11 |
G |
10-0 |
7.3529 E+00 |
|
12 |
L |
11 |
8.0000 E+00-8.0000E+00 |
|
13 |
G |
24-0 |
1.1026 E-01 |
|
15 |
AN |
14 |
1.3333 E-04-3.9999E-03 |
|
16 |
D |
15 |
8.0000 E+00-8.0000E+00 |
|
20 |
+ |
12-25 |
0 |
|
21 |
G |
20-0 |
2.0799 E+01 |
|
22 |
L |
21 |
8.0000 E+00-8.0000E+00 |
|
23 |
+ |
44-103 |
0 |
|
24 |
I |
0-23 |
0.0000 E+00-1.9263E-01-0.0000E+00 |
|
25 |
G |
24-0 |
1.0185 E-01 |
|
27 |
G |
24-0 |
2.7050 E+00 |
|
30 |
+ |
22-45 |
0 |
|
31 |
R2 |
41-30 |
34 |
|
32 |
G |
30-0 |
2.6119 E-01 |
|
33 |
I |
0-31 |
0.0000 E+00-2.9382E+00-0.0000E+00 |
|
34 |
K |
0.0000 E+00 | |
|
35 |
+ |
32-33 |
0 |
|
36 |
AB |
35 | |
|
37 |
K |
8.0000 E+00 | |
|
38 |
+ |
37-36 |
0 |
|
39 |
NL |
38 | |
|
40 |
EL |
30-33 | |
|
41 |
AL |
39-40 | |
|
42 |
L |
35 |
8.0000 E+00-8.0000E+00 |
|
43 |
+ |
50-27 |
0 |
|
44 |
AN |
43 |
3.1669 E+01-8.8899E-02 |
|
45 |
G |
44-00 |
1.1430 E-02 |
|
50 |
AN |
42 |
6.7170 E+01-6.9999E-03 |
|
100 |
K |
1.0000 E+00 | |
|
101 |
B |
24 | |
|
103 |
X |
100 |
101-104 |
|
104 |
G |
14-0 |
5.1152 E-03 |
|
999 |
DT |
13 |
1.5000 E+00 |
|
14 |
AN |
999 |
7.8700 E+03-2.1766E+01 |
Структура модели:
- - регулятор тока -- блоки 30 -- 42; - обратная связь по току -- блок 45; - нагрузка (статический ток) -- блоки 100 -- 104; - регулятор скорости -- блоки 20 -- 22; - обратная связь по скорости -- блок 25; - регулятор мощности -- блоки 10 -- 12; - обратная связь по мощности -- блоки 15 -- 16; - тиристорный преобразователь -- блок 50; - двигатель: - токовая часть -- блоки 43 -- 44; - скоростная часть -- блоки 23 -- 24; - внутренняя обратная связь двигателя (СФ) -- блок 27; - передаточный механизм -- блок 13; - процесс резания -- блоки 999,14.
Выходы блоков:
- - скорость вращения двигателя -- выход блока 24; - ток двигателя -- выход блока 44; - мощность резания -- выход блока 14.
В результате моделирования были получены результаты, приведенные на Рис.6.3. -- Рис. 6.9., которые приведены ниже.
На рисунках приведено:
- - Рис. 6.3. -- пуск двигателя; - Рис. 6.4. -- стабилизация расчетного варианта мощности; - Рис. 6.5. -- работа системы при увеличении коэффициента резания на 50%; - Рис. 6.6. -- работа системы при уменьшении коэффициента резания на 50%; - Рис. 6.7. -- работа системы при уменьшении механической постоянной времени на 10%; - Рис. 6.8. -- работа системы при уменьшении механической постоянной времени на 20%; - Рис. 6.9. -- работа системы при уменьшении механической постоянной времени на 30%.
Таким образом, из приведенных графиков переходных процессов можно сделать вывод, что изменение механической постоянной времени, что может случиться в результате уменьшения массы обрабатываемой детали и ее геометрических размеров, не оказывает существенного влияния на стабилизацию мощности, в то время, как изменение механических свойств обрабатываемой детали или режущего инструмента, изменение чистоты поверхности детали и так далее существенно влияют на мощность резания. При этом изменяется характер переходного процесса нарастания мощности резания. Из апериодического (рис.6.4) он превращается в колебательный (рис. 6.5)
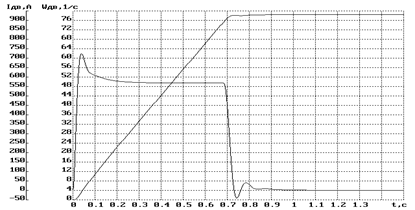
Рисунок 6.3 -- Переходный процесс пуска двигателя
Рисунок 6.4 -- Переходный процесс стабилизации мощности.
Рисунок 6.5 -- Переходный процесс стабилизации мощности при увеличении Кр на 50%.
Рисунок 6.6 -- Переходный процесс стабилизации мощности при уменьшении Кр на 50%.
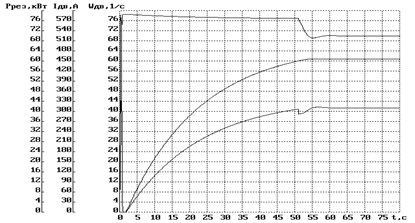
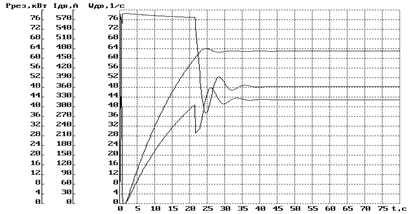
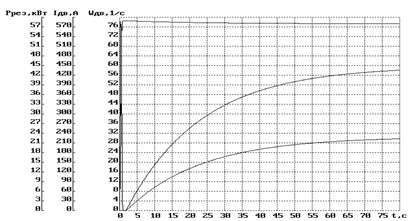
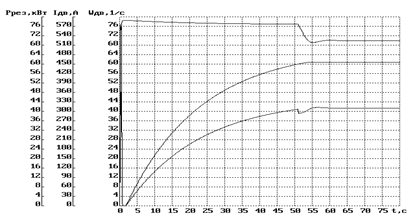
Рисунок 6.7 -- Переходный процесс стабилизации мощности при уменьшении Тм на 10%.
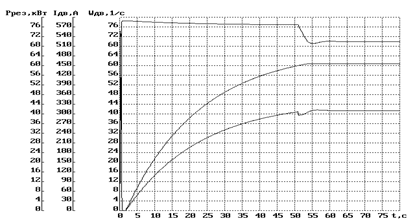
Рисунок 6.8 -- Переходный процесс стабилизации мощности при уменьшении Тм на 20%.
Рисунок 6.9 -- Переходный процесс стабилизации мощности при уменьшении Тм на 30%.
Похожие статьи
-
В ходе данного проекта была рассчитана максимально возможная мощность резания на вальцетокарном калибровочном станке модели IK 825 Ф2 и определен...
-
Структурная схема контура скорости приведена на Рис. 5.7. Контур мощности будем рассчитывать на стабилизацию уровня мощности резания в пределах 90 5%...
-
Для обеспечения требуемых статических и динамических параметров определим требуемую структуру системы. Поскольку необходимо регулировать мощность...
-
Структурная схема контура скорости приведена на Рис. 5.4. Регулятор скорости организован по пропорциональному (П) закону управления с настройкой на...
-
Выбор объекта для сравнения В дипломном проекте разрабатывалась новая система электропривода на базе комплектного тиристорного преобразователя серии...
-
Согласно [13] должны быть предусмотрены следующие мероприятия по обеспечению электробезопасности электроустановки: - режим контроля питающей сети; -...
-
В электроприводах главного движения токарных станков согласно [11] мощность электродвигателя определяется требуемой мощностью резания. Для определения...
-
Характеристика системы электропитания вальцетокарного калибровочного станка модели IК 825 Ф2 приведена в табл. 3.1. Таблица 3.1 -- Характеристика системы...
-
Текущий ремонт электрооборудования производится на месте установки электрооборудования с его отключением и остановкой силами сменного ремонтного...
-
ОБЩАЯ ХАРАКТЕРИСТИКА УСЛОВИЙ РАБОТЫ АВТОМАТИЧЕСКИХ СИСТЕМ - Надежность систем автоматизации
Автоматические системы, а также их отдельные элементы при эксплуатации находятся под воздействием различных факто-ров, которые будем называть нагрузками....
-
Класс точности согласно нормам точности по техническому заданию. Технические характеристики вальцетокарного калибровочного специального станка модели IК...
-
Фазовая частотная характеристика определяет запаздывание выходного сигнала по отношению к входному. Найти зависимость фазы от частоты входного...
-
Исследование временных характеристик Для того, чтобы исследовать динамические свойства системы, рассмотрим временные и частотные характеристики системы....
-
В процессе выполнения курсовой работы был произведен анализ САР температуры сушильного шкафа. В терминах передаточных функций были описаны все...
-
Теория автоматического управления (ТАУ) -- научная дисциплина, предметом изучения которой являются информационные процессы, протекающие в автоматических...
-
Определим запасы устойчивости по логарифмическим частотным характеристикам динамической системы, которые изображены на рисунке 26. Определим запас...
-
Данную систему управления можно отнести к: 1. дискретно-непрерывной 2. Динамической 4. Стационарной 5. одномерной 6. Стохастической Приведенная выше...
-
Оценим склонность к колебаниям и быстродействие системы по виду кривой переходного процесса в при типовом единичном ступенчатом воздействии. В этом...
-
В ходе данной работы необходимо установить свойства системы автоматического управления, определить ее временные и частотные характеристики, а также...
-
Введение - Цифровая система автоматического регулирования температуры воды в баке
Проблема автоматизации в различных отраслях народного хозяйства является в настоящее время одной из ключевых и ее решение относится к одному из...
-
Режим динамического торможения при реактивном характере нагрузке производственного механизма (участок 89 - рисунок 6) от до 0. RДв. гор+ RДТ= 2,33Ом; С....
-
Выбор системы электропривода - Электропривод механизма передвижения тележки козлового крана
Для привода крановых механизмов возможно применение различных двигателей и систем электропривода. В настоящее время на кранах применяют простые системы...
-
Рассмотрим ЛАЧХ и ЛФЧХ системы (рисунок 18): Рисунок 21 - ЛАЧХ и ЛФЧХ разомкнутой системы по каналу управления Исследуемая система устойчива, если ее...
-
Запуск системы производства поролона производится по команде оператора после того, как им были введены параметры протекания процесса. Перед запуском...
-
Основные передаточные функции исходной САР Найдем главный оператор замкнутой системы: оператор, связывающий главный вход, задающее воздействие, с главным...
-
Система смазки консоли включает в себя плунжерный насос золотниковый распределитель, маслораспределитель и отходящие от него трубки, подающие масло к...
-
Рис. 3.3. Схема замещения фазы асинхронного двигателя Полное сопротивление разветвления: Z R '( S ) = R R '( S ) + j* X R '( S ). Полное сопротивление...
-
Данные для построения: NМ1 =-35 об/мин - частота вращения в 1 рабочей точке; T1 = 20 с - время работы в 1 точке; NМ2 = 95 об/мин - частота вращения в 2...
-
При линеаризации коэффициент при текущем напряжении определяется как производная от напряжения управления. Подставляя сюда установившееся значение...
-
Определение и классификация передаточных функций САУ - Анализ системы автоматического управления
Передаточная функция - один из способов математического описания динамической системы. Используется в основном в теории управления, связи, цифровой...
-
Методы настройки двухсвязных систем регулирования - Автоматические регуляторы
Из общего числа систем регулирования около 15% составляют двухсвязные системы регулирования (рис.11). В таких системах даже при наличии устойчивой...
-
Обоснование способа описания исходной АСР Для того чтобы проанализировать данную систему необходимо составить ее математическую модель. Каждый элемент...
-
Введение - Автоматическая система регулирования температуры сушильного шкафа
Совершенствование технологий и повышение производительности труда во всех отраслях промышленности относится к важнейшим задачам технического прогресса....
-
Построение кривой переходного процесса является в большинстве сл Учаев весьма трудоемкой операцией. Поэтому целесообразно использовать методы,...
-
Система автоматического управления это - комплекс устройств, предназначенных для автоматического изменения одного или нескольких параметров объекта...
-
При создании и эксплуатации автоматических систем необхо-димо стремиться обеспечить заданную, а иногда и максимальную надежность системы при...
-
Общие требования безопасности при проведении сварочных работ регламентируются стандартом СанПиН №11-14-94 "Работы электросварочные. Требования...
-
Системы автоматического регулирования, контроля и управления
Функциональные схемы систем автоматического регулирования, контроля и управления Под управлением понимают такую организацию процесса, которая...
-
ОБЩИЕ СВЕДЕНИЯ О НАДЕЖНОСТИ АВТОМАТИЧЕСКИХ СИСТЕМ - Надежность систем автоматизации
Для оценки поведения автоматической системы в эксплуата-ционных условиях используется понятие надежности системы. При эксплуатации автоматическая система...
-
Наладку систем автоматизации начинают до полного завершение всех монтажных работ на объекте. При этом необходимо убедиться в том, что отдельные приборы...
АНАЛИЗ РАБОТЫ СИСТЕМЫ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ПАКЕТА МАСС - Электропривод и автоматизация главного привода специального вальцето-карного станкамодели IK 825 Ф2