Устранение неисправностей опорного буртика - Разработка технологического процесса восстановление гильзы цилиндров двигателя КамАЗ-740
Поврежденные уплотнительные канавки на верхнем торце буртика восстанавливают прокатыванием стальных закаленных роликов. Металл, вытесненный из канавок, увеличивает высоту гребешков примерно на 0,25 мм. После обработки канавок на круглошлифовальном станке шлифуют обе плоскости бурта. В результате увеличивается высота бурта на 0,15 мм, что вполне достаточно для восстановления размеров бурта гильзы. Для шлифования буртов гильзу закрепляют на оправке.
Чтобы прокатать канавки на торце буртика гильзы, применяют специальный станок, похожий на вертикальный гидравлический пресс, в плунжере которого на шарикоподшипниках смонтирован шпиндель, несущий накатную головку. Гильзу устанавливают в гнездо массивной выдвижной плиты, соосно со шпинделем. Накатная головка закреплена на шпинделе и несет три коромысла, каждое из которых свободно качается на горизонтальной оси, установленной вдоль радиуса головки. Угол между осями коромысел накатной головки равен 120°. На концах каждого коромысла свободно вращаются накатные ролики. Благодаря такому устройству накатная головка представляет собой статически определимую систему, в которой усилие пресса распределяется между роликами равномерно.
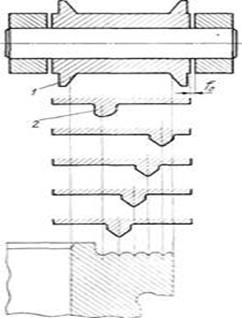
Профили роликов показаны на рис. 2.3. На первом коромысле установлены два ролика: ролик 1 обкатывает внутреннюю и наружную кромки гильзы, ролик 2 выдавливает металл из галтели. Остальные ролики, попарно установленные на втором и третьем коромыслах, вытесняют металл из канавок.
Ролики в пазу коромысла закреплены с некоторым осевым зазором f0. Благодаря этому каждый ролик самоустанавливается в канавке, даже при наличии значительных погрешностей, допущенных в процессе первоначальной обработки канавок.
Наружный диаметр роликов равен 40 мм; изготовлены они из стали Р18 и закалены до твердости НRС 62-65. Число оборотов шпинделя 20 в минуту. Необходимое усилие гидравлического пресса устанавливают при наладке станка путем регулировки предохранительного клапана.
Рис. 2.3. Схема обработки канавок на буртике гильзы
Похожие статьи
-
При всем многообразии применяемых в производстве ремонтных операций все же многие из них можно сгруппировать в типовые группы с одинаковым...
-
Исходя из функционального назначения, гильзы цилиндров относятся к главным элементам поршневых ДВС и являются наиболее ответственной деталью ЦПГ. Стенки...
-
Для гильз принята следующая схема технологического процесса ремонта: 1) правка; 2) восстановление размеров посадочных поясков; 3) устранение...
-
В курсовом проекте были рассмотрены основные дефекты гильзы цилиндров КамАЗ-740. Рассмотрены различные технологии восстановления гильзы цилиндров. Из них...
-
Для гильз, в зависимости от величины износа центрирующих поясков, установлено три маршрута их ремонта. К первому маршруту относят детали с незначительным...
-
Гильза цилиндров двигателя КамАЗ-740 изготовлена из серого специального чугуна, упрочненного объемной закалкой, она отличается уменьшенной (по высоте)...
-
Гильза цилиндр поршневой двигатель В разработке данного курсового проекта предложено приспособление для восстановления внутренней поверхности гильз...
-
В числе мероприятий по поддержанию работоспособности машины за период полного срока службы периодически выполняют работы по ее текущему и капитальному...
-
Введение - Разработка технологического процесса восстановление гильзы цилиндров двигателя КамАЗ-740
О надежности и долговечности машины судят обычно по стабильности рабочих характеристик, заложенных в ней при изготовлении. В условиях эксплуатации...
-
Очистка и мойка двигателя автомобиля - обязательная операция, предшествующая его ремонту в любых автосервисах и на станциях техобслуживания. Она во...
-
Составленный план восстановления поверхностей детали занесен в таблицу 2. Таблица 2 - План восстановления поверхностей Номер и название поверхности...
-
Существует несколько технологий восстановления чугунных коленчатых валов[3]. Одним из часто применяемых способов восстановления работоспособности...
-
При устранении износа шеек под шариковый подшипник и восстановлении износа шлицев под фланец ведомого вала по толщине в качестве базовой поверхности...
-
Размер партии деталей запускаемой в обработку в год, определим по формуле: ,(1) Где Q - количество деталей в год, ремонтируемых по заданному маршруту,...
-
На основании полученного задания на курсовую работу, разработан технологический процесс восстановления коренных шеек коленчатого вала двигателя...
-
Таблица 5 - Описание выбранного режущего инструмента Номер и наименование операции Название режущего инструмента ГОСТ или ТУ на режущий инструмент...
-
Характеристика деталей и условия ее работы - класс детали-круглые стержни - материал - высокопрочный чугун (ВЧ 42-12) - твердость - НВ 140-200 -...
-
Фрезерная операция - Технологический процесс восстановления ведомого вала коробки передач
При работе на фрезерных станках возможны несчастные случаи в результате соприкосновения с вращающейся фрезой, передаточным механизмом (зубчатыми...
-
В качестве заготовки для шестерни используем поковку, изготовленную на горячештамповочном кривошипном прессе. Существует ряд основных принципов...
-
Черновое шлифование коренных шеек: Требуемый диаметр: 59,62-0,2 мм; Диаметр шлифуемой детали: 59,9 мм; Используется кругло - шлифовальный станок 3А432....
-
Дефект Способ устранения № операции Наименование и содержание операции Установочная база Износ шатунных шеек Износ коренных шеек Износ отверстий во...
-
При выборе оборудования для каждой технологической операции необходимо учитывать назначение обработки, габаритные размеры деталей размер партии...
-
Процесс восстановления деталей в авторемонтном производстве является важным элементом, влияющим на технико-экономические показатели выпускаемой...
-
Коленчатый вал -- деталь (или узел деталей в случае составного вала) сложной формы, имеющая шейки для крепления шатунов, от которых воспринимает усилия и...
-
Выбор материала шатуна Для изготовления шатуна бензинового автомобильного двигателя (n=6000 об/мин) выбираем в качестве материала шатуна сталь 18Х2Н4МА,...
-
Исходные данные: операция наплавка(010) - деталь: шатунные шейки коленчатого вала ЗМЗ 402; - материал: Высокопрочный чугун; - номер по каталогу:...
-
В поршневом двигателе внутреннего сгорания, как видно из названия, поршни стоят самыми первыми в цепочке деталей и узлов, которые превращают энергию...
-
При установлении нормы времени на выполнение данной операции определяется разряд квалификации работы по тарифно-квалификационному справочнику [2]. В...
-
Схема централизованного управления производством при методе технологических комплексов приведена в Приложении А. Схема технологического процесса зоны...
-
Дефект: Износ отверстия под наружное кольцо наружного подшипника Способ устранения дефекта: -ремонтировать 1) Постановка втулки 2) вибродуговая наплавка...
-
Минимальный припуск по видам обработки [8]: Шлифование черновое 100 мкм; Шлифование чистовое 50 мкм; Полирование 5 мкм. Минимально допустимый размер...
-
Основная задача, которую преследуют ремонтные предприятия, это снижение себестоимости ремонта автомобилей и агрегатов при обеспечении гарантий...
-
Детали современных автомобильных двигателей -- блок цилиндров, головка блока, коленчатый и распределительный валы, шатуны -- изготовляются с высокой...
-
Технологический анализ чертежа Деталь - колесо зубчатое, изготовляется из легированной стали 45Х ГОСТ 4543-71 (С=0,41% ; Si=0,17% ; Mn=0,5% ; Cr=0,8%),...
-
Припуском на обработку называется слой материала, удаляемый с поверхности заготовки в процессе ее обработки для обеспечения заданного качества детали....
-
Годовой объем работ по каждой операции в отдельности рассчитывают по формуле TГ =tnNКМр(чел/ч) ТГ=5,286*16,82*7000*0,5=311186,82 чел/ч Где t -...
-
ТО=(L*i)/(Sм)=(81*1)/(1,024)=79,1 L=длина обработки L=72+7+2=81мм I =число проходов i=h/t=0,1/3=0,03 принимаем =1 H - припуск=0,1м t-глубина резания=3мм...
-
010.Сварочная операция Заварить Шлицы по толщине Порядок решения задачи: 1. Определение массы наплавляемого металла G = L Ч F Ч Y, (г) (1) Где L - длина...
-
Для разработки технологических процессов сборки необходимо иметь исходную информацию, которая, согласно ГОСТ 14.303-73 подразделяется на: Базовую;...
-
План технологических операций - Технологический процесс восстановления ведомого вала коробки передач
Таблица 2 № опер. Наимено-вание и содержание операции Оборудование Приспо-собления Инструмент Рабочий Измери-тельный 1 2 3 4 5 6 005 Шлифовальная....
Устранение неисправностей опорного буртика - Разработка технологического процесса восстановление гильзы цилиндров двигателя КамАЗ-740