Расчетно-технологическая часть, Правка гильзы - Разработка технологического процесса восстановление гильзы цилиндров двигателя КамАЗ-740
Для гильз принята следующая схема технологического процесса ремонта:
- 1) правка; 2) восстановление размеров посадочных поясков; 3) устранение неисправностей опорного буртика; 4) восстановление внутренней рабочей поверхности; 5) цинкование наружной поверхности; 6) контроль.
Правка гильзы
При дефектовке гильз проверяют овальность центрирующих посадочных поясков. При овальности поясков больше допустимого размера гильзу подвергают правке. Нагрузку прилагают по максимальной оси овала. В процессе правки упругая деформация гильзы не должна превышать 20 мм. После правки каждую гильзу проверяют на магнитном дефектоскопе для обнаружения возможных трещин.
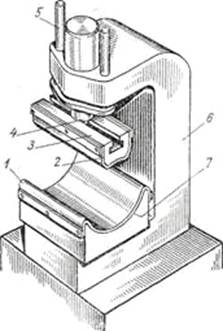
Гильзы правят на специальном гидравлическом прессе (рис. 2.1) с приводом от топливного насоса. Насосная установка смонтирована под столом и управляется педалью. Гильзу ставят на нижнюю алюминиевую подушку 7 с войлочной прокладкой 1.
Подушка 7 закреплена на сварной станине 6 пресса. Нагрузку на деталь прикладывают через верхнюю подушку 3 с войлочной прокладкой 2, которая подвешена при помощи Т-образного паза к грибку плунжера 4 так, что может самоустанавливаться по гильзе в процессе правки. Верхняя подушка для облегчения выполнена из алюминиевого сплава с тем, чтобы по возможности разгрузить возвратные пружины, скрытые в защитных колпачках 5. Предохранительный клапан гидравлического пресса ограничивает усилие правки в пределах 2500 кг. При большем усилии возможно возникновение трещин.
Рис. 2.1. Пресс для правки гильзы
Похожие статьи
-
При всем многообразии применяемых в производстве ремонтных операций все же многие из них можно сгруппировать в типовые группы с одинаковым...
-
Для гильз, в зависимости от величины износа центрирующих поясков, установлено три маршрута их ремонта. К первому маршруту относят детали с незначительным...
-
Очистка и мойка двигателя автомобиля - обязательная операция, предшествующая его ремонту в любых автосервисах и на станциях техобслуживания. Она во...
-
Гильза цилиндр поршневой двигатель В разработке данного курсового проекта предложено приспособление для восстановления внутренней поверхности гильз...
-
При выборе оборудования для каждой технологической операции необходимо учитывать назначение обработки, габаритные размеры деталей размер партии...
-
Коленчатый вал -- деталь (или узел деталей в случае составного вала) сложной формы, имеющая шейки для крепления шатунов, от которых воспринимает усилия и...
-
Исходя из функционального назначения, гильзы цилиндров относятся к главным элементам поршневых ДВС и являются наиболее ответственной деталью ЦПГ. Стенки...
-
В курсовом проекте были рассмотрены основные дефекты гильзы цилиндров КамАЗ-740. Рассмотрены различные технологии восстановления гильзы цилиндров. Из них...
-
Введение - Разработка технологического процесса восстановление гильзы цилиндров двигателя КамАЗ-740
О надежности и долговечности машины судят обычно по стабильности рабочих характеристик, заложенных в ней при изготовлении. В условиях эксплуатации...
-
Поврежденные уплотнительные канавки на верхнем торце буртика восстанавливают прокатыванием стальных закаленных роликов. Металл, вытесненный из канавок,...
-
Размер партии деталей запускаемой в обработку в год, определим по формуле: ,(1) Где Q - количество деталей в год, ремонтируемых по заданному маршруту,...
-
Процесс восстановления деталей в авторемонтном производстве является важным элементом, влияющим на технико-экономические показатели выпускаемой...
-
Существует несколько технологий восстановления чугунных коленчатых валов[3]. Одним из часто применяемых способов восстановления работоспособности...
-
Гильза цилиндров двигателя КамАЗ-740 изготовлена из серого специального чугуна, упрочненного объемной закалкой, она отличается уменьшенной (по высоте)...
-
Дефект Способ устранения № операции Наименование и содержание операции Установочная база Износ шатунных шеек Износ коренных шеек Износ отверстий во...
-
В числе мероприятий по поддержанию работоспособности машины за период полного срока службы периодически выполняют работы по ее текущему и капитальному...
-
Основная задача, которую преследуют ремонтные предприятия, это снижение себестоимости ремонта автомобилей и агрегатов при обеспечении гарантий...
-
Выбор материала шатуна Для изготовления шатуна бензинового автомобильного двигателя (n=6000 об/мин) выбираем в качестве материала шатуна сталь 18Х2Н4МА,...
-
При устранении износа шеек под шариковый подшипник и восстановлении износа шлицев под фланец ведомого вала по толщине в качестве базовой поверхности...
-
На основании полученного задания на курсовую работу, разработан технологический процесс восстановления коренных шеек коленчатого вала двигателя...
-
Припуском на обработку называется слой материала, удаляемый с поверхности заготовки в процессе ее обработки для обеспечения заданного качества детали....
-
Характеристика деталей и условия ее работы - класс детали-круглые стержни - материал - высокопрочный чугун (ВЧ 42-12) - твердость - НВ 140-200 -...
-
Схема централизованного управления производством при методе технологических комплексов приведена в Приложении А. Схема технологического процесса зоны...
-
Технологический анализ чертежа Деталь - колесо зубчатое, изготовляется из легированной стали 45Х ГОСТ 4543-71 (С=0,41% ; Si=0,17% ; Mn=0,5% ; Cr=0,8%),...
-
Составленный план восстановления поверхностей детали занесен в таблицу 2. Таблица 2 - План восстановления поверхностей Номер и название поверхности...
-
Минимальный припуск по видам обработки [8]: Шлифование черновое 100 мкм; Шлифование чистовое 50 мкм; Полирование 5 мкм. Минимально допустимый размер...
-
Технологический процесс ремонта кузовов и кабин в сборе включает разборку, полное или частичное снятие старой краски, дефектовку, ремонт составных частей...
-
Основными параметрами производственного процесса являются: - производственная мощность участка; - продолжительность технологического цикла; - режим...
-
В поршневом двигателе внутреннего сгорания, как видно из названия, поршни стоят самыми первыми в цепочке деталей и узлов, которые превращают энергию...
-
В качестве заготовки для шестерни используем поковку, изготовленную на горячештамповочном кривошипном прессе. Существует ряд основных принципов...
-
Таблица 5 - Описание выбранного режущего инструмента Номер и наименование операции Название режущего инструмента ГОСТ или ТУ на режущий инструмент...
-
Введение - Разработка технологического процесса изготовления зубчатого колеса
Одной из важнейших задач стоящих перед машиностроением, является всемерное повышение технического уровня производства. Решение этой задачи определяется...
-
В результате выполнения данной работы была проведена разработка технологического процесса изготовления партии деталей, установлены и рассчитаны: материал...
-
Выбор и обоснование метода организации технологического процесса ТО В зависимости от числа постов для данного вида ТО и уровня их специализации различают...
-
В этом подразделе пояснительной записки необходимо выполнить планировку участка (отделения), имеющуюся на предприятии по месту практики. Планировка...
-
Годовой объем работ по каждой операции в отдельности рассчитывают по формуле TГ =tnNКМр(чел/ч) ТГ=5,286*16,82*7000*0,5=311186,82 чел/ч Где t -...
-
Сварочная операция. Видимые лучи электрической дуги и газосварочного пламени действуют ослепляюще на глаза и в случае длительного облучения могут вызвать...
-
План технологических операций - Технологический процесс восстановления ведомого вала коробки передач
Таблица 2 № опер. Наимено-вание и содержание операции Оборудование Приспо-собления Инструмент Рабочий Измери-тельный 1 2 3 4 5 6 005 Шлифовальная....
-
Описание и характеристика детали Восстановление вал передача автомобиль Вал ведомый коробки передач автомобиля ГаЗ 53-А относится к классу деталей...
-
Дефект: Износ отверстия под наружное кольцо наружного подшипника Способ устранения дефекта: -ремонтировать 1) Постановка втулки 2) вибродуговая наплавка...
Расчетно-технологическая часть, Правка гильзы - Разработка технологического процесса восстановление гильзы цилиндров двигателя КамАЗ-740