Пример расчета времени основных операций производства шатуна - Конструирование и расчет двигателей внутреннего сгорания
Основное время: T=(l*i)/(n*s), где
N - частота вращения заготовки, n=(200-600)об/мин Сталь 18Х2Н4МА
S - подача, мм
I - число проходов
L=lвр+lп+l0 - расчетная длина заготовки, где
Lвр - длина врезания; lп - размер поверхности; l0 - рабочая длина
Операция №3
L0=90 мм lвр =lп=3 мм
l=96 мм
N=500 об/мин s=0,5 мм i=2
T2=(l*i)/(n*s)
T2=1,96 мин
Операция №5
Формирование двутаврового профиля
L=105 мм
N=700 об/мин s=0,5 мм i=10
T4=(l*i)/(n*s)
T4=6,75 мин
Операция №8
Чистовое фрезерование торцевых поверхностей головок
L=95 мм
N=350 об/мин s=0,3 мм i=3
T8=(l*i)/(n*s)
T8=3,6 мин
Операция№11
Отрезка нижней крышки шатуна
L=24 мм
N=300 об/мин s=0,5 мм i=2
T11=(l*i)/(n*s)
T11=0,35 мин
Операция№13
Фрезерование плоскостей шатуна и крышки
L=24 мм
N=300 об/мин s=0,2 мм i=2
T13=(l*i)/(n*s)
T13=3 мин
?Т=Т3+Т5+Т11+ Т13
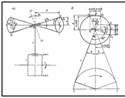
Рис. 33. "Погрешности положения поршня при не параллельности осей головок шатуна".
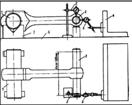
Рис. 34. "Проверка параллельности осей головок шатуна"
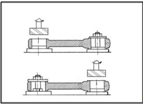
Рис. 35. "Фрезерование торцевых поверхностей головок"

Рис. 36. "Вырезка отверстия в верхней головке шатуна".

Рис. 37. "Фрезерование поверхностей двутаврового профиля на копировально-фрезерном станке"
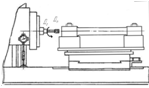
Рис. 38. "Координатная расточка отверстий под шатунные болты"
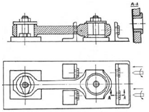
Рис. 39. "Обработка отверстий под болты в шатуне с отъемной крышкой"
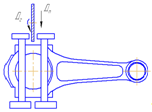
Рис. 40. "Отрезка крышки шатуна".
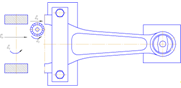
Рис. 41. "Фрезерование полости разъема и уса под вкладыш"
Похожие статьи
-
План обработки шатуна - Конструирование и расчет двигателей внутреннего сгорания
Материал Сталь 18Х2Н4МА. Заготовка штамповка. Таблица 8. "План обработки шатуна". № Наименование операции Оборудование База Приспособления T, мин Рис. 1...
-
Выбор материала шатуна Для изготовления шатуна бензинового автомобильного двигателя (n=6000 об/мин) выбираем в качестве материала шатуна сталь 18Х2Н4МА,...
-
Построение бицентровой диаграммы Брикса. Определим поправку Брикса: , Где L - длина шатуна; R - радиус кривошипа. Построенная бицентровая диаграмма...
-
Выбор и обоснование исходных данных. Подготовка к расчету конвективного теплообмена в камере сгорания ДВС ведется с помощью программы podknv. exe....
-
По заданию на дипломный проект был выполнен расчет температурного и напряженно-деформированного состояния, подтверждающий работоспособность...
-
Динамический расчет - Конструирование и расчет двигателей внутреннего сгорания
Целью данного расчета является получение действующих сил и моментов, необходимых для расчета на прочность деталей кшм, прогнозирование условий работы...
-
Определение ПДМ и НВМ Определим следующие величины: Радиус кривошипа: , Параметр л выбран из прототипа: , Тогда длина шатуна будет равна: , Реальный КШМ...
-
Целью данного расчета является определение распределения температуры в поршне двигателя внутреннего сгорания и максимального значения температуры, а...
-
Требуется спроектировать транспортный бензиновый двигатель для автомобиля мощностью: Ne=140 кВт при 6000 об/мин. Основным топливом для данного двигателя...
-
Алгоритм расчета составлен по методике [1] с предварительным определением размеров двутавра стержня в минимальном сечении. Площадь минимального сечения...
-
Обзор двигателей - Конструирование и расчет двигателей внутреннего сгорания
Двигатель 2.0 Turbo 200HP (Opel Astra) Тип двигателя 4-цилиндровый, рядный Рабочий объем, см3 1998 Диаметр цилиндра, мм 86,0 Ход поршня, мм 86,0 Степень...
-
Возможность изменения степени сжатия - Конструирование и расчет двигателей внутреннего сгорания
Впервые мотор с изменяемой степенью сжатия был представлен на Женевском автосалоне в 2000 г. компанией Saab. Пятицилиндровый двигатель объемом 1,6 л...
-
Расчет общего шума двигателя - Конструирование и расчет двигателей внутреннего сгорания
Расчет уровня шума проводится графоаналитическим методом для точки, удаленной от двигателя на полметра. Двигатель устанавливается на специальный...
-
Шум - Конструирование и расчет двигателей внутреннего сгорания
По физической природе шум, возникающий во время работы двигателя, обусловлен аэродинамическими газодинамическими процессами происходящими в его системах,...
-
Расчет прочности деталей движения - Конструирование и расчет двигателей внутреннего сгорания
Расчеты прочности деталей двигателя будем проводить по методу Р. С.Кинасошвили при помощи ПЭВМ в соответствующей программе. Материал коленчатого вала -...
-
Улучшение компактности двигателя - Конструирование и расчет двигателей внутреннего сгорания
На компактность двигателя в первую очередь влияет компоновочная схема. Сравним данные по использованию различных компоновочных схем автомобильных...
-
Сила давления газов и сила инерции ПДМ, действующие на расчетном режиме двигателя вдоль оси цилиндра, рассматриваются совместно, поэтому для каждого...
-
Экономическое обоснование проекта - Конструирование и расчет двигателей внутреннего сгорания
В данном разделе производится приближенная оценка себестоимости будущей продукции и конечной цены проектируемого двигателя. По результатам данного...
-
Токсичность двигателя определяется с учетом среднесуточного содержания в атмосфере COx, NOx, SO2. Таблица 17 "Предельно допустимое содержание токсичных...
-
Вибрация - Конструирование и расчет двигателей внутреннего сгорания
Вибрация - это механическое колебательное движение системы с упругими связями; движение точки или механической системы, при котором происходит...
-
Увеличение мощности двигателя - Конструирование и расчет двигателей внутреннего сгорания
Повышение мощности и снижение удельной массы двигателей внутреннего сгорания достигается с помощью применения наддува. Нагнетание в цилиндры...
-
Рисунок 1 Относительное применение различных систем топливоподачи в области бензиновых двигателей. На рис. 1 приведены данные по применению различных...
-
При эксплуатации двигателя необходимо соблюдать следующие требования безопасности: 1) Не допускается к эксплуатации неисправный силовой агрегат, а также...
-
При проектировании двигателя предусмотрены следующие мероприятия: 1) Детали поршневой группы, коленчатый вал, газораспределительный механизм, зубчатые...
-
Анализ вредных и опасных факторов Темой данного раздела является обеспечение безопасности при эксплуатации автомобильного бензинового поршневого...
-
Оптимизация рабочего процесса - Конструирование и расчет двигателей внутреннего сгорания
Оптимизация по углу закрытия впускного клапана Таблица 1. "Оптимизация рабочего процесса по углу закрытия впускного клапана" № Цзвп Pz, бар Ne, кВт Ge,...
-
ТЕРМОДИНАМИЧЕСКИЙ РАСЧЕТ РАБОЧЕГО ЦИКЛА ДВС НА БАЗЕ "РАЗОМКНУТОЙ" СХЕМЫ СИСТЕМЫ РЕСИВЕР - ЦИЛИНДР - КОЛЛЕКТОР S = 77.0 D = 81.0 [мм]; Epsг = 9.5; Lam =...
-
Диаметр цилиндра: D=0,081 м. Ход поршня: S=0,077 м. Степень сжатия - отношение полного объема цилиндра к объему камеры сжатия: е=9,5. Число цилиндров:...
-
Тепловой расчет проектируемого двигателя - Конструирование и расчет двигателей внутреннего сгорания
Проектирование двигателей внутреннего сгорания начинается с расчета рабочего цикла. Этот расчет во многом определяет конструктивное исполнение узлов,...
-
Увеличение ресурса двигателя - Конструирование и расчет двигателей внутреннего сгорания
Вопрос надежности является главным фактором при внедрении различных новинок конструкции двигателей для увеличения их мощности (например внедрение...
-
Автомобилестроение является одной из быстропрогрессирующих отраслей индустрии. Мировое производство легковых автомобилей в 2010 году составило около 60...
-
Расчет деталей поршневой группы Расчет сил Сила давления газов на поршень, МН . Постоянная для данной частоты вращения П Сила инерции, разрывающая...
-
Расчет поршневой головки шатуна Предусмотрено предварительное определение размеров головки как: - внутренний диаметр головки равен наружному диаметру...
-
Расчет времени выполнения операции сложения, вычитания десятичных чисел - Конструирование СВТ
Время выполнения операций определяется задержкой на переключение элементов на пути следования сигнала. В табл. 2.5 представлено среднее время...
-
Дефект Способ устранения № операции Наименование и содержание операции Установочная база Износ шатунных шеек Износ коренных шеек Износ отверстий во...
-
Примерное значение мощности можно определить при помощи адмиралтейского коэффициента: кВт Где: D=2400т - водоизмещение судна =16 узлов - скорость судна...
-
Ремонт и восстановление канавок поршней двигателей внутреннего сгорания автомобилей
В большинстве случаев 40-50 % дефектуемых поршней двигателей внутреннего сгорания автомобилей подлежат вторичному использованию. Такая ситуация возможна...
-
Мероприятия по техники безопасности и охране окружающей среды при выполнении ТО2 двигателя внутреннего сгорания Проблема охраны окружающей среды и...
-
Разборку карданного шарнира, при помощи струбцины, показанной на Извлекаем стопорные кольца подшипников одной вилки. Если есть возможность, лучше...
-
Наиболее оптимальным методом организации технического обслуживания АТП представленного в данном курсовом проекте является метод комплексных бригад. Метод...
Пример расчета времени основных операций производства шатуна - Конструирование и расчет двигателей внутреннего сгорания