Характеристика и работа приспособление выбранного для ТО2 двигателя внутреннего сгорания - Расчет периодичности технического обслуживания и ремонта автомобиля КРАЗ 257
Разборку карданного шарнира, при помощи струбцины, показанной на
Извлекаем стопорные кольца подшипников одной вилки. Если есть возможность, лучше струбцину зажать в тисках за планку, приваренную к ее скобе посередине.
Устанавливаем шарнир в струбцину, карданные валы располагаются на верстаке. Винтом 5 впрессовываем внутрь вилки 3 подшипник 4. При этом подшипник 2 также будет перемещаться вместо с крестовиной. Винт 1 служит упором. Дело в том, что как только подшипник 4 выйдет из проушины (контролируем по канавке на шестиграннике вин1а 5). выпрессовка прекращается. Подшипник 2 должен остаться в проушине вилки Снимаем подшипник 4 с шипа крестовины и вынимаем вторую вилку с крестовиной из подшипника 2 и из струбцины. Корпус подшипника 2 также впрессовывается внутрь вилки. Если впрессовывать подшипник 4 до тех пор, когда оба подшипника выйдут из проушины вилки, тогда обойма уплотнения подшипника 2 будет смята.
Ни в коем случае нельзя впрессовывать (выбивать) подшипник, оказавшийся внутри вилки, через посадочное отверстие наружу, так как у корпуса подшипника с глухой стороны нет заводной фаски и повреждения посадочной поверхности в отверстии вилки не избежать.
Более сложной операцией является запрессовка подшипников. Длинные карданные валы мешают точной относительной ориентации вилок, корпусов подшипников, игл. шипов крестовины.
Сборка карданного шарнира осложняется и тем. что здесь иглы в корпусе подшипника удерживаются только на смазке и попытка запрессовать подшипники способом, рассмотренным выше, чаще всего кончается неудачей (сломанной иглой, повреждением сальника), так как осуществить посадку подшипников сразу по четырем поверхностям при несдерживаемых иглах практически невозможно.
При помощи приспособления запрессовка выполняется так. Крестовину с установленными уплотнениями вводят в вилку и на верхний шип крестовины 2 устанавливают подшипник 4 (со смазкой все должно быть в порядке в отношении ее количества и качества). Винтом 1 удерживаем крестовину 2 в максимально поднятом положении. Корпус подшипника 4 прижат через крестовину 2 к винту 5.
Отворачивая винт1 и заворачивая винт 5. вводим корпус подшипника 4 заходной фаской в отверстие проушины и запрессовываем подшипник. Об окончании запрессовки можно судить по положению канавки на винте 5. Запрессовка подшипника 4 вин том 5 при постепенном опускании вниз винта 1 полностью исключает выпадение или перекос игл подшипника.
Переворачиваем вилку со струбциной, запрессовываем второй подшипник и устанавливаем стопорные кольца.
Запрессовка подшипников второй вилки производится аналогично. Струбцина в этом случае, как отмечалось выше, зажимается в тисках.
После окончания сборки карданного шарнира обстучите вилки молотком с пластмассовым бойком. осуществляя упор через крестовину на другую вилку. Под действием удара и упругого сжатия уплотнений зазор между корпусом подшипника и стопорным кольцом исчезнет, а зазор между торцом шипа и донышком корпуса подшипника появится.
Появившиеся зазоры необходимы для прохода смазки из полости в углублении шипа к иглам.
Желательно после первых поездок осмотреть шарниры, обратив внимание на положение стопорных колец. Если стопорное кольцо выходит из канавки (не было посажено в нее как следует), осевой зазор крестовины будет более 1,5 мм. Задний шарнир начнет гудеть так. что не заметить этого просто невозможно. Сигналы неблагополучия переднего карданного шарнира можно и не заметить. Кольца сажают на место без снятия карданных валов.
На практике обычно, как сказано выше, каждое кольцо просто устанавливают в ту же канавку. где оно было.
Что же касается подбора колец, то обратим внимание на крайний случай, который даже с теоретической точки зрения встречается редко. Если при необходимости установки самых толстых колец (1,62 мм) установили кольца самые тонкие (1,53 мм), то суммарный осевой зазор будет всего 0.16 мм 11.621,53=0,092=0,18 мм). Любая забоина в канавке или просто ржавчина уменьшают зазор на соизмеримую величину.
Иглы при сборке шарнира нельзя путать -- они подобраны для каждого подшипнике так, чтобы их диаметры не отличались более чем на 0.004 мм.
Если при сборке сломалась или потерялась одна игла, необходим новый подшипник, без иглы в одном подшипнике собирать шарнир нельзя -- остальные иглы перекосятся, пятно контакта будет нарушено и подшипник выйдет из строя. Приспособление для выпресовки и заприсовки подшипников предоставлено на рисунке 4.1.
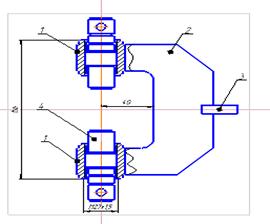
Рисунок 4.1 Приспособление для выпрессовки и запрессовки подшипников 1гайка (2 шт), 2 скоба, 3планка, 4винт (2 шт.)
Похожие статьи
-
В поршневом двигателе внутреннего сгорания, как видно из названия, поршни стоят самыми первыми в цепочке деталей и узлов, которые превращают энергию...
-
Мероприятия по техники безопасности и охране окружающей среды при выполнении ТО2 двигателя внутреннего сгорания Проблема охраны окружающей среды и...
-
Таблица 3.7 Технологическая оснастка ТО2 двигателя КРАЗ257 Наименование Модель или тип Количество Приспособление для сборки шатуна с поршнем ПИМ192 1...
-
Выбор и обоснование метода организации технологического процесса ТО В зависимости от числа постов для данного вида ТО и уровня их специализации различают...
-
Автомобиль КРАЗ 257 капитальному ремонту не подвергался Коэффициент технической готовности рассчитывается по формуле: (2.18) Где К4??коэффициент...
-
Количество основного оборудования может быть определенно или по трудоемкости работ, выполненных на нем, или по производительности оборудования. При...
-
В практике работы АТП обычно применяются два метода организации технологического процесса ТО автомобилей: на универсальных и на специализированных...
-
Наиболее оптимальным методом организации технического обслуживания АТП представленного в данном курсовом проекте является метод комплексных бригад. Метод...
-
Общий вид автомобиля КРАЗ 257 предоставлен на рисунке 1.1. Рисунок 1.1 Автомобиль КРАЗ 257 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ КРАЗ 257 Полная масса автомобиля,...
-
Проверка крепления карбюратора. 1.2 Очистка приборов системы питания от грязи и пыли. 1.3 Проверка герметичности карбюратора. ТО-1=ЕО+п 2.1...2.2...
-
Ремонт и восстановление канавок поршней двигателей внутреннего сгорания автомобилей
В большинстве случаев 40-50 % дефектуемых поршней двигателей внутреннего сгорания автомобилей подлежат вторичному использованию. Такая ситуация возможна...
-
Конструкционная разработка - съемник, предназначенный для разборки карданных шарниров. Съемник состоит из корпуса, силового винта со стаканом захватов с...
-
Назначением ТО является поддержание работоспособности автомобиля мероприятиями, снижающими темп изнашивания сопряженных деталей (например, смазкой), а...
-
ВВЕДЕНИЕ - Расчет периодичности технического обслуживания и ремонта автомобиля КРАЗ 257
Техническая эксплуатация является подсистемой автомобильного транспорта. Ее развитие и совершенствование диктуется рядом причин, среди которых:...
-
В ходе выполнения курсовой работы были решены следующие задачи: Произведен расчет режимов, трудоемкости и объемов проведения работ по ТО1, ТО2, ТР, КР и...
-
Списочный состав парка машин по данным АТП Таблица 1 No Модель, тип а/м Количество едениц Пробег с начала эксплуатации Среднесуточный пробег No группы...
-
В результате расчета необходимо определить периодичность и трудоемкость работ по автотранспортной организации; объем работ численность рабочих и площадь...
-
В этом подразделе описывается назначения автомобиля заданного по заданию его общее устройство, особенности конструкции, технические характеристики...
-
Количество постов ТО1, ТО2, Д1, Д2 определяется из выражения (3.1) Где ТТО?2Г? годовой объем работ ТО2, чел. ч (на одном посту - 3 - 4 человека)...
-
Расчет годового объема работ - Техническое обслуживание и ремонт автомобилей
Годовой объем (трудоемкость) работ по АТП определяется в человеко-часах и включает объемы работ по ТО (ЕО, ТО-1 и ТО-2), текущему ремонту, а также объем...
-
Объем работ по зонам Т3 или участкам ТУ определяется суммированием соответствующих работ с использованием таблицы 16 с учетом работ по самообслуживанию,...
-
Общие требования безопасности предписывают следующее. 1. Любые работы по ремонту или техническому обслуживанию автомобиля должны проводиться в...
-
Корректирование нормативных величин Цель корректирования - приведение нормативных величин к конкретным условиям работы автомобилей и автотранспортного...
-
Требуется спроектировать транспортный бензиновый двигатель для автомобиля мощностью: Ne=140 кВт при 6000 об/мин. Основным топливом для данного двигателя...
-
Корректирование выполняем по формуле: Tд1 = tд1н - К2 - К5, чел. ч. (2.13) Где tд1н - нормативная трудоемкость Д1 К2 - коэффициент, учитывающий...
-
Корректирование выполняется по формуле: T1=t1н-K2-K5,чел. ч (2.10) Где t1н? нормативная трудоемкость ТО1 K2? коэффициент, учитывающий модификацию...
-
Корректирование выполняется по формуле: L2=L2н-K1-K3,км; (2.5) Где L2н?нормативная периодичность ТО2. L2=км Корректирование периодичности ТО2 по...
-
Осуществляют путем измерения давления в системе гидроусилителя. Для проверки необходимо вставить в нагнетательную магистраль манометр с краном. Замеры...
-
Исходные данные Для выполнения технологического расчета автотранспортного предприятия (АТП) необходимы следующие исходные данные: - тип автотранспортного...
-
Для трудоемкости ТО: КТо = К2 * К5 Для ГАЗ 3110 КТо = 1 * 1,15 = 1,15 Для УАЗ 31512 КТо = 1 * 1,15 = 1,15 Для ПАЗ 3206 КТо = 1 * 1,15 = 1,15 Для КавЗ...
-
Общая трудоемкость ТО-2 - 16 чел * час (960 чел * мин) Карта № 1. Контрольно-осмотровые работы. Трудоемкость -- 18,65 чел * мин Таблица 4 № п/п...
-
Рассмотрим порядок расчета, построения ЭМХ, а также нахождения интересующих параметров ТЭД на примере электродвигателя ТЛ-2К1 электровозов ВЛ10 и...
-
Снятие и установка Для снятия масляного насоса: -- поставьте автомобиль на смотровую канаву или подъемник, отсоедините провода от аккумуляторной батареи...
-
NЕОГ = NЕО*Г; N1г = N1*Г; N2Г = N2*Г; Годовое количество воздействий на весь парк составит: ?NЕОГ = NЕО*АИ; ?N1г = N1*АИ; ?N2Г = N2*АИ;...
-
; чел.-ч /1000км (4.6) - нормативная удельная трудоемкость ТР, чел.-ч /1000км К4 - коэффициент корректирования нормативов в зависимости от пробега с...
-
При проектировании двигателя предусмотрены следующие мероприятия: 1) Детали поршневой группы, коленчатый вал, газораспределительный механизм, зубчатые...
-
Посты ожидания - это посты, на которых автомобиля, нуждающиеся в том или ином виде ТО и ТР, ожидают очереди для перехода на соответствующий пост или...
-
Режим работы зон технического обслуживания и текущего ремонта. Режим работы зон технического обслуживания зависит от режима работы подвижного состава на...
-
Устройство, техническое обслуживание КШМ и ГРМ
Вопросы контроля: 1. Устройство ДВС (очередность разборки) 2. Основные неисправности КШМ 3. Основные неисправности ГРМ 4. Основные виды ремонта КШМ...
-
Годовой объем работ по технологическим воздействиям АТП определяется в чел-ч и состоит из объемов работ по техническому обслуживанию (ЕО, ТО - 1, ТО -...
Характеристика и работа приспособление выбранного для ТО2 двигателя внутреннего сгорания - Расчет периодичности технического обслуживания и ремонта автомобиля КРАЗ 257