Установки плазменного нанесения покрытий - Электротехнологические плазменные установки
Нанесение коррозионно-стойких, жаропрочных и других защитных покрытий осуществляется методами напыления и наплавки.
При напылении плазмой частицы наносимого материала расплавляются и разгоняются до высоких скоростей, а деталь, на которую наносится покрытие - подложка, разогревается до высоких температур. При доведении подложки до состояния плавления процесс напыления переходит в наплавку. Наносимый на подложку материал может представлять собой электропроводную проволоку или стержни, а также неэлектропроводный в холодном состоянии порошок.
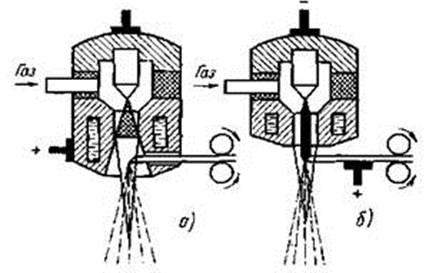
Рис. 9. Схемы распыления нейтральной (а) и токоведущей (б) проволоки дуговой плазмой
При использовании проволоки или прутков процесс образования двухфазного напыляющего потока (плазма+наносимый материал в жидком состоянии) проходит по схемам, показанным на рис. 9.
На пути к подложке мелкие капли расплавленного материала несколько остывают, но предварительный перегрев позволяет донести их до подложки в жидком состоянии.
Напыление неэлектропроводных материалов производится путем ввода порошков в разрядный канал плазмотрона двумя способами: в дугу и в участок плазменной струи за дугой (рис. 10).
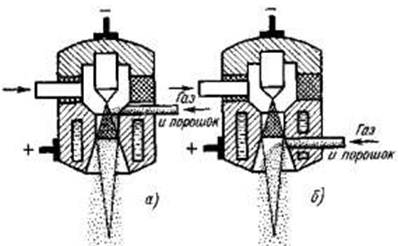
Рис. 10. Схема ввода напыляемого порошка в - столб плазменной дуги (а) и плазменную струю (б)
Различие в способах введения порошка определяется его теплофизическими свойствами. Тугоплавкие порошки вводятся в зону дуги, легко расплавляемые - в струю плазмы. При этом обеспечиваются разное время пребывания в зоне высоких температур и разный уровень теплового воздействия на частицу.
При плазменной наплавке изделие и наносимый материал включаются в цепь тока через токоограничивающие сопротивления (рис. 11). Скорость подачи материала и перемещения горелки по обрабатываемой поверхности согласуется с тепловой мощностью плазменной струи и контролируется технологом.
Совмещенные схемы плазменного напыления и наплавки позволяют получить прочно сплавленный с подложкой слой наплавленного материала. Размеры его можно регулировать в широких пределах (по ширине - от 8 до 45 мм, по глубине - от 0,5 до 6 мм), изменяя количество подаваемого присадочного материала и амплитуду движения плазмотрона перпендикулярно направлению его основного движения.
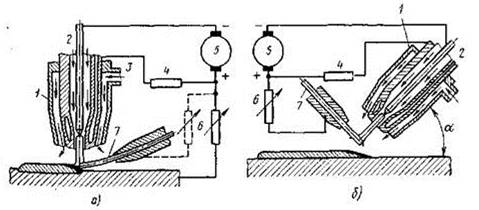
Рис. 11. Схема наплавки с присадочной проволокой: а - изделие под током: б - изделие обесточено; 1 - горелка; 2 - ввод плазмообразующего газа; 3 - канал для ввода защитного газа; 4 - ограничительное сопротивление; 5 - источник питания; 6 - балластное сопротивление; 7 - присадочная проволока
Компонентами установок плазменного нанесения покрытий являются дозаторы наносимого материала, источники электрического питания, система газоснабжения и охлаждения плазмотрона.
Кроме описанных имеется большое количество других плазменных процессов, в результате которых происходит модификация материала (сфероидизация частиц, травление и испарение поверхности). Описание этих процессов можно найти в специальной литературе.
Похожие статьи
-
Установки плазменной резки и сварки металлов - Электротехнологические плазменные установки
Плазменная резка осуществляется путем выплавления и испарения металла в полости реза за счет энергии, выделяющейся в опорном пятне дуги и вносимой струей...
-
Аргон имеет низкое значение энтальпии, что делает его малопригодным для использования в качестве однокомпонентной плазмообразующей среды. Высокая...
-
Плазменная технология - молодая отрасль промышленности, интенсивное ее развитие началось в 50-х годах нашего столетия и бурно продолжается в разных...
-
Плазменные плавильные установки - Электротехнологические плазменные установки
Существует два основных направления использования плазмы в металлургии: 1) интенсификация известных процессов плавки с помощью плазменного подогрева или...
-
Введение - Электротехнологические плазменные установки
Установки, в которых происходит превращение электрической энергии в другие виды с одновременным осуществлением технологических процессов, называют...
-
К энергетическим характеристикам плазмотрона относятся зависимости параметров дуги от условий работы - рода плазмообразующего газа, давления,...
-
Ионизация газов. Понятие плазмы - Электротехнологические плазменные установки
В обычных условиях различные газы и их смеси (воздух, аргон, водород, гелий, углекислый газ и др.) не проводят электрический ток. Проводимость возникает...
-
Формирование интерференционного многослойного покрытия осуществлялось с помощью установки вакуумного напыления ВУ-1А (рисунок 4), оснащенной источником...
-
Нанесение металлических покрытий, Никелирование - Технологические советы
Химическое покрытие одних металлов другими подкупает простотой технологического процесса. Действительно, если, например, необходимо химически...
-
Электронно-лучевые пучки широко используются в технологическом оборудовании для нагрева, сварки, плавки, размерной обработки, распыления, фундаментальных...
-
Сварка и резка плазменной струей - Виды сварки и способы их применения
Сущность способа. Плазма -- ионизированный газ, содержащий электрически заряженные частицы и способный проводить ток. Ионизация газа происходит при его...
-
Термином "золь-гель технология" обозначают технологию получения технически ценных неорганических и органо-неорганических материалов (катализаторы,...
-
Плазменная сварка - Сварочное производство. Сварка плавлением
Плазменная струя, применяемая для сварки, представляет собой направленный поток частиц или полностью ионизированного газа, имеющего температуру...
-
Рис. Общий вид основной вакуумной камеры: 1. Светофор 2. Кронштейн для подъема крышки 3. Крышка технологической камеры 4. Технологическая камера 5....
-
Введение - Электронно-лучевой синтез TiO2 покрытий с использованием золь-гель мишеней
Интерференционные покрытия применяют для получения высоких коэффициентов отражения (зеркальные покрытия), для увеличения пропускания и контрастности...
-
Контроль качества сварных соединений производят любым из следующих методов: - внешним осмотром и замером шва, ГОСТ 3242-79; - за сверловкой или вскрытием...
-
Ручная дуговая сварка металлическими электродами с покрытием Качество швов зависит не только от техники сварки, но и от других факторов, таких как состав...
-
Электролитическое железнение - Гальванические покрытия
При железнении, как и при других электролитических процессах, состав и свойства осажденного металла зависят от состава электролита и режимов наращивания....
-
Введение - Ректификационная установка
Ректификационный установка орошение колонна Ректификация - массообменный процесс, который осуществляется в большинстве случаев в противоточных колонных...
-
Электролитическое хромирование. - Гальванические покрытия
Хромирование подразделяют на коррозионностойкое, износоустойчивое, пористое и декоративное. Различают три группы деталей, наращиваемых хромом,...
-
Введение, Основные понятия - Гальванические покрытия
В реферате рассматриваются методы гальванического упрочнения: электролитическое хромирование, электролитическое железнение. Хромирование используют для...
-
Чтение схем газотурбинных установок - Характеристика рабочих процессов газотурбинной установки
Газотурбинный компрессор вентиляция запрессовка Газотурбинные установки могут действовать по открытому или замкнутому циклу. В первом случае рабочей...
-
Общие сведения о перегонке и ректификации - Промышленные установки нефти и газа
С основными закономерностями процессов физической переработки нефти и газов, в частности, перегонки и ректификации, а также конструкцией и принципами...
-
Введение - Монтаж и техническая эксплуатация холодильно-компрессорных машин и установок
Население Земли в третьем тысячелетии продолжает увеличиваться, но неравномерно по странам и с замедлением темпа. В развитых странах прирост населения...
-
Диоксид титана TiO2 Диоксид титана, TiO2 - самое распространенное соединение титана на земле. Представляет из себя амфотерный оксид четырехвалентного...
-
Назначение установок первичной перегонки нефти - Промышленные установки нефти и газа
Современные ректификационные аппараты классифицируются в зависимости от их технологического назначения, давления, способа осуществления контакта между...
-
В данной схеме автоматизации подлежит следующее холодильное оборудование: Холодильный агрегат, включающий полугерметичный компрессор КМ 1, фирмы "...
-
Электронная установка выполняет функцию управления, контроля и мониторирования машины. Для выполнения этих функций электронная установка оснащена...
-
Методы изготовления гибких шлангов Рассмотрим основные методы изготовления гибких шлангов, на основе вышеописанных композиций: этих методов, в основном -...
-
Эксплуатация винтового фреонового компрессора, а так же рассмотрим схему заправки маслом Эксплуатация-стадия жизненного цикла изделия, на которой...
-
Способы охлаждения в зависимости от вида охлаждающей среды делятся на непосредственное охлаждение и на охлаждение жидким хладоносителем (косвенное...
-
ВИМОГИ ДО СХЕМИ АВТОМАТИЧНОГО УПРАВЛІННЯ - Компресори та компресорні установки
Схема автоматичного управління повинна забезпечувати можливість автоматично управляти компресорною установкою без безпосереднього втручання людини. Вона...
-
Вес конструкций покрытия Нагрузками от веса покрытия являются вес кровли и фермы со связями. На 1 погонный метр фермы нагрузки собираются с ширины...
-
Этот метод применяют для расчета мощности осветительных установок при общем равномерном освещении горизонтальных поверхностей Этим методом мы считаем все...
-
Техника и методика формирования золь-гель мишеней Гель (ксерогель) из полимерного золя образуется в процессе полимеризации мономеров и полимеров,...
-
Установка СОЖ туманом - Проектирование и применение токарного станка модели 1К660Ф3
Установка предназначена для охлаждения режущего инструмента распыленной жидкостью. Работает следующим образом: - от цеховой магистрали сжатый воздух под...
-
Выбор схемы базирования и описание работы приспособления Анализируя техническое задание, эскиз детали под выполняемую операцию из ГОСТ 21495-76 выбираем...
-
Ассортимент получаемых продуктов и их применение - Промышленные установки нефти и газа
Нефтеперерабатывающая промышленность обеспечивает потребность народного хозяйства в горючих и смазочных материалах. Кроме того, нефть расходуется на...
-
Расчет теплообменных аппаратов, Дефлегматор - Ректификационная установка
Дефлегматор Для конденсации паров, выходящих из ректификационной колонны принимаем дефлегматор водяного охлаждения. Выбирая его тип, определим площадь...
-
Надежная работа переливного устройства определяется скоростнями движения в перетоке и зазоре между нижним срезом переточной трубы и основанием кармана....
Установки плазменного нанесения покрытий - Электротехнологические плазменные установки