Плазменные плавильные установки - Электротехнологические плазменные установки
Существует два основных направления использования плазмы в металлургии:
- 1) интенсификация известных процессов плавки с помощью плазменного подогрева или замены в металлургических агрегатах прежних источников теплоты плазменными; 2) создание принципиально новых металлургических агрегатов, а также плазмотехнологических процессов.
Существует несколько типов установок для обработки и получения металлов с помощью плазмотронов.
Наиболее перспективны те из них, в которых применяются плазмотроны прямого действия (анодом является ванна расплавленного металла). На этой схеме основаны плазменно-дуговые печи (ПДП) для выплавки и переплавки высококачественных металлов.
Плавка плазменной дугой в плазменных печах аналогична вакуумно-дугогой плавке с нерасходуемым вольфрамовым электродом, но плазменная дуга имеет существенные преимущества перед вакуумной: лучшая жесткость и стабильность дуги, большая длина дуги, предохранение металла от загрязнения вольфрамом электрода, более высокие напряжение и мощность.
Состав плазменной струи может задаваться по-разному, что позволяет поддерживать в печи практически любую атмосферу. Поскольку парциальные давления кислорода, водорода и азота в плазменной печи, работающей на инертном газе, невелики, то условия дегазации жидкого металла в ПДП приближаются к условиям дегазации в вакуумных печах, оборудованных сложными и дорогостоящими вакуумными системами. В отличие от вакуумной индукционной, дуговой и электронной плавки при плавке в ПДП наблюдается меньшее испарение ценных компонентов расплава, а применение плазмотронов позволяет получить высокие, легко регулируемые температуры и решить проблему стабильности и регулирования параметров процесса.
Плазменные и дуговые печи могут быть двух типов: плавильная печь с огнеупорной футеровкой и печь для переплава с водоохлаждаемым кристаллизатором (глухим или с вытягиванием слитка).
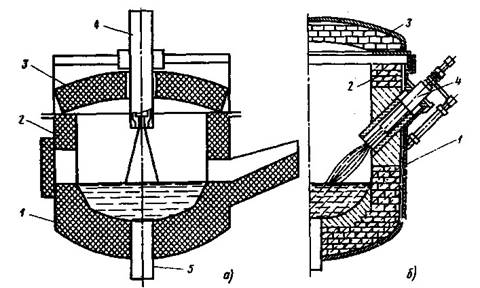
Рис. 6. Схема плазменной печи с керамическим тиглем: а - с одним плазмотроном в своде; б - с плазмотронами, установленными в стенках; 1 - кожух; 2 -- футеровка; 3 - свод; 4 - плазмотрон; 5 - подовый электрод
При выплавке металла в ПДП с огнеупорной футеровкой (рис. 8.14) форма печи и материал огнеупорной футеровки идентичны форме и материалу обычной дуговой печи. Водоохлаждаемый медный анод - подовый электрод5монтируется заподлицо с подиной и контактирует с переплавляемым металлом. Камера печи, из которой откачан воздух, заполняется вытекающим из плазмотрона4газом, и после достижения определенного давления начинается процесс плавки.
Плазменная дуга вначале проплавляет в шихте узкий канал, и стекающий вниз жидкий металл скапливается на подине ванны, после чего расплавляется весь металл. Дегазация и рафинирование металла особенно интенсивно происходят на поверхности ванны в месте контакта жидкого металла с высокотемпературной струей. Для плавки применяются плазмотроны постоянного и переменного токов различных мощностей. Промышленные печи СССР и ГДР емкостью 5, 10 и 30 т оснащены плазмотронами постоянного тока, работающими на прямой полярности. Наиболее ответственными и теплонапряженными деталями плазмотрона являются катод 2 и сопло 3, через кольцевой зазор между которыми вытекает плазмообразующий газ. При запуске печи первичная дуга зажигается осциллятором между катодом и соплом и затем сносится газом до соприкосновения с металлом печи. После этога пусковая дуга отключается и горит только рабочая дуга между катодом и расплавом в потоке плазмы. Длина дуги, а следовательно, напряжение на ней определяются размерами и конструкцией печи (а не плазмотрона), поэтому для плазмотрона существует один рабочий параметр - ток дуги. Некоторые данные по плавильным плазмотронам приведены в табл. 1.
Катоды изготовлены из торированного или лантанированного вольфрама. Прочие конструкции плавильных плазмотронов имеют дополнительные каналы для подачи в плавильное пространство других газов, необходимых для металлургического процесса. Напряжение на дуге 150-660 В, вводимая мощность в период расплава равна 12-15 МВт, удельный расход энергии составляет 625 кВт-ч/т.
Таблица 1
|
Параметры |
Режим | ||||
|
Ток, А |
800 |
2000 |
4000 |
5000 |
10000 |
|
Диаметр катода, мм |
5-6 |
10-12 |
18-20 |
24-25 |
48-50 |
|
Расход аргона, л/с |
1 |
2 |
3 |
4 |
6 |
При плазменно-дуговом переплаве с целью получения особо чистых металлов используются ПДП с кристаллизаторами (рис. 7).
Переплавляемый металл в виде штанги 6 с сечением любой формы подается с постоянной скоростью и оплавляется одной или несколькими плазменными дугами. Анодом в этом случае является поверхность ванны жидкого металла в кристаллизаторе. Стекающий со штанги металл прогревается плазменной струей и растекается по поверхности ванны. В контакте с газовой атмосферой металл рафинируется и затем затвердевает и вытягивается в виде слитка. Рабочее давление в этих печах может изменяться в широких пределах от избыточного (1ч3)105Па до пониженного 1- 10 Па.
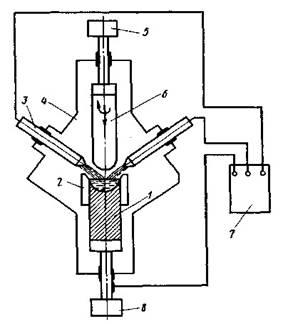
Рис. 7. Схема печи для плавки в кристаллизаторе: 1 - слиток; 2 - кристаллизатор; 3 - корпус печи; 5 - плазмотрон; 4 - корпус печи; 5 - механизм подачи и вращения заготовки; 6 - переплавляемая заготовка; 7 - источник питания; 8 - механизм вытягивания слитка
По сравнению с печами других типов плазменные печи обладают рядом преимуществ: хорошая поверхность слитков; незначительная потеря металлом легирующих компонентов (Сr, Аl, Ti, Мn, Si и т. д.); возможность легирования металла газообразным азотом; гибкая связь между мощностью дуг и скоростью плавления слитка, позволяющая регулировать время пребывания металла в жидком состоянии.
Недостатками этих печей являются большая сложность и стоимость эксплуатации.
Для повышения экономичности плазменных печей разрабатываются плазмотроны с полыми катодами и схемы установок с комбинированным питанием постоянным и переменным током.
Похожие статьи
-
К энергетическим характеристикам плазмотрона относятся зависимости параметров дуги от условий работы - рода плазмообразующего газа, давления,...
-
Аргон имеет низкое значение энтальпии, что делает его малопригодным для использования в качестве однокомпонентной плазмообразующей среды. Высокая...
-
Плазменная технология - молодая отрасль промышленности, интенсивное ее развитие началось в 50-х годах нашего столетия и бурно продолжается в разных...
-
Введение - Электротехнологические плазменные установки
Установки, в которых происходит превращение электрической энергии в другие виды с одновременным осуществлением технологических процессов, называют...
-
Классификация плавильных печей - Технологическое оборудование литейных цехов
По виду используемой для плавки сплавов энергии плавильные печи подразделяют на пламенные и электрические. Пламенные печи (рис.3) подразделяют на...
-
Разливка, Пути повышения качества стали - Производство стали
Разливка стали в слитки. Из сталеплавильного агрегата сталь выпускается в сталеразливочный ковш, предназначенный для кратковременного хранения и разливки...
-
Сварка и резка плазменной струей - Виды сварки и способы их применения
Сущность способа. Плазма -- ионизированный газ, содержащий электрически заряженные частицы и способный проводить ток. Ионизация газа происходит при его...
-
Ионизация газов. Понятие плазмы - Электротехнологические плазменные установки
В обычных условиях различные газы и их смеси (воздух, аргон, водород, гелий, углекислый газ и др.) не проводят электрический ток. Проводимость возникает...
-
Плазменная сварка - Сварочное производство. Сварка плавлением
Плазменная струя, применяемая для сварки, представляет собой направленный поток частиц или полностью ионизированного газа, имеющего температуру...
-
Характеристика сплава Таблица 4 Марка чугуна Массовая доля элементов,% (остальное) Механические свойства С Si Mn P S Вв HB Не более МПа СЧ 15 3.5 -3.7...
-
Очистка отходящих газов., Футеровка печей. - Конструкция и принцип работы елктропечи
Современные крупные сталеплавильные дуговые печи во время работы выделяют в атмосферу большое количество запыленных газов. Применение кислорода и...
-
Назначение установок первичной перегонки нефти - Промышленные установки нефти и газа
Современные ректификационные аппараты классифицируются в зависимости от их технологического назначения, давления, способа осуществления контакта между...
-
Электрические печи, Печи сопротивления. - Технологическое оборудование литейных цехов
Печи сопротивления. Тигельные электропечи сопротивления используют для плавки алюминиевых сплавов, масса получаемого сплава до 250 кг. Эти печи применяют...
-
Устройство и принцип работы котлов - Котельные установки
Паровой или водогрейный котел представляет собой устройство в виде металлического сосуда, который обогревается продуктами сгорания топлива и служит для...
-
Выбор типа плавильного агрегата - Проект цеха стального литья на 10000 т
В машиностроительной промышленности непрерывно расширяется использование электропечей для плавки стали. В сравнении с традиционными плавильными...
-
Расчет плавильного отделения - Проект цеха стального литья на 10000 т
Проектирование и расчет плавильного отделения литейного цеха включает решение следующих вопросов: - составление баланса металла по выплавляемым маркам; -...
-
ВИМОГИ ДО СХЕМИ АВТОМАТИЧНОГО УПРАВЛІННЯ - Компресори та компресорні установки
Схема автоматичного управління повинна забезпечувати можливість автоматично управляти компресорною установкою без безпосереднього втручання людини. Вона...
-
Сканирующее зондовая микроскопия и ее принцип работы В основе работы СЗМ лежат различные типы взаимодействия зонда с поверхностью образца. Характерное...
-
Введение - Техническое обслуживание и эксплуатация установки электрошлакового переплава
Увеличение цены на стальной прокат дало стимул к освоению новых литейных технологий получения качественных технологий, а также к развитию новых видов...
-
Введение - Ректификационная установка
Ректификационный установка орошение колонна Ректификация - массообменный процесс, который осуществляется в большинстве случаев в противоточных колонных...
-
Выбор схемы базирования и описание работы приспособления Анализируя техническое задание, эскиз детали под выполняемую операцию из ГОСТ 21495-76 выбираем...
-
Сталь. Повышение качества стали переплавными методами - Свойства конструкционных материалов
Для значительного улучшения качества стали применяют переплавные процессы, совершаемые по схеме: нагрев торца расходуемого электрода, стекание...
-
Хлор вводится в воду в два этапа. Расчетный часовой расход хлора для хлорирования воды: Предварительного при = 5 мг/л : 24 = : 24 = 29,2 кг/ч; Вторичного...
-
Формирование интерференционного многослойного покрытия осуществлялось с помощью установки вакуумного напыления ВУ-1А (рисунок 4), оснащенной источником...
-
Задача светотехнического расчета определить потребляемую мощность источников света для обеспечения нормированной освещенности. В результате прямого...
-
Введение - Монтаж и техническая эксплуатация холодильно-компрессорных машин и установок
Население Земли в третьем тысячелетии продолжает увеличиваться, но неравномерно по странам и с замедлением темпа. В развитых странах прирост населения...
-
В инженерной практике принято промышленные холодильные камеры описывать линейным дифференциальным уравнением 1-го порядка с постоянными коэффициентами....
-
Охлажденный автоматика хладагент Для улучшения работы холодильной установки предлагаю подобрать дополнительное оборудование. Выбираю следующее...
-
Запрессовка детали специальными прессами - Характеристика рабочих процессов газотурбинной установки
Осуществление прессовых посадок основано на запрессовке сопрягаемых поверхностей деталей при одинаковой температуре для обеих деталей, либо при...
-
Проверка запорной арматуры - Характеристика рабочих процессов газотурбинной установки
Краны - это арматура, предназначенная для быстрого включения или отключения трубопровода, аппарата или прибора, а также для регулирования расхода газа...
-
Введение, Устройство дуговых электропечей. - Производство стали
В электропечи можно получать легированную сталь с низким содержанием серы и фосфора, неметаллических включений, при этом потери легирующих элементов...
-
Способы разделения нефти на фракции - Промышленные установки нефти и газа
Основной принцип исследования химического состава нефти заключается в том, что, комбинируя разнообразные методы разделения веществ, достигают вначале...
-
Ассортимент получаемых продуктов и их применение - Промышленные установки нефти и газа
Нефтеперерабатывающая промышленность обеспечивает потребность народного хозяйства в горючих и смазочных материалах. Кроме того, нефть расходуется на...
-
Процесс плавки в жидкой ванне (ПЖВ) - Цветные металлы в строительстве
Оригинальный процесс автогенной плавки сульфидных мед-ных и медно-цинковых концентратов, названный авторами данной книги "плавкой в жидкой ванне", начал...
-
Техника и режимы аргонодуговой сварки - Аргонодуговая сварка алюминия
Питание дуги осуществляется переменным током от источников с падающими внешними характеристиками. Перед тем как приступить к сварке, необходимо как можно...
-
Общие сведения о перегонке и ректификации - Промышленные установки нефти и газа
С основными закономерностями процессов физической переработки нефти и газов, в частности, перегонки и ректификации, а также конструкцией и принципами...
-
Простые и сложные ректификационные колонны - Промышленные установки нефти и газа
Для осуществления процесса перегонки используют ректификационные колонны. Различают колонны простые, для разделения сырья на два компонента (дистиллят и...
-
Установка 5-201/202 - Конденсатные ловушки СД и НД - Оборудование нефтяной компании
Многофазовый поток, поступающий с манифольдов скважин непосредственно направляется на две паралельные конденсатные ловушки СД 5-210-VQ-01A/B. Они...
-
Технические условия качества по долгосрочной поставке следущие: Точка росы по углеводородам -10ОС в диапазоне от 1 до 80 бар Точка росы по воде -20ОС при...
-
Парк хранения очищенного конденсата обеспечивает буферное (промежуточное) хранение продукта в случае нарушения нормальной работы перерабатывающих...
Плазменные плавильные установки - Электротехнологические плазменные установки