Токарно-револьверный одношпиндерный прутковый 1Б140 - Металлорежущие станки и инструменты
На рис. 1.1 приведен автомат токарно-револьверный одношпиндерный прутковый 1Б140
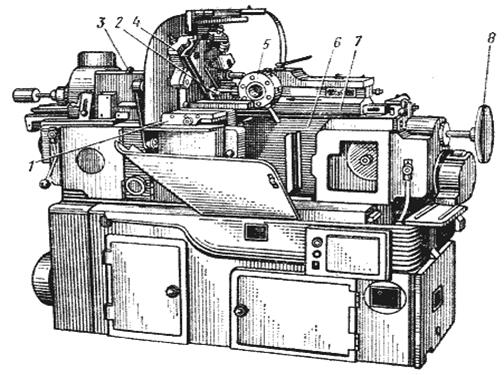
Рис.1.1 Автомат токарно-револьверный одношпиндерный прутковый 1Б140
Таблица 1.1 - Техническая характеристика станка
|
Масса |
2300 |
|
Размер |
1900_890_1500 |
|
Мощность |
7 |
|
Макс. скорость шпинделя |
2500 |
|
Мин. скорость шпинделя |
160 |
|
Наибольшая длина подачи прутка, мм |
100 |
|
Наибольший диаметр обрабатываемого прутка, мм |
40 |
Автомат токарно-револьверный одношпиндерный прутковый 1Б140 Автомат предназначен для токарной обработки сложных и точных деталей из калиброванного холоднотянутого прутка круглого, шестигранного и квадратного сечения или из труб в условиях серийного производства. Значительную долю станочного парка составляют станки токарной группы. По классификации токарные станки относятся к 1-й группе. Она включает девять типов станков, отличающихся по назначению, конструктивной компоновке, степени автоматизации и другим признакам. На токарных станках обрабатывают детали типа валов, дисков и втулок, осуществляя обтачивание наружных цилиндрических поверхностей, торцов и уступов, прорезание канавок и отрезку, растачивание отверстий (цилиндрических, конических и фасонных), обтачивание конических и фасонных поверхностей, сверление, зенкерование и развертывание отверстий, нарезание наружной и внутренней резьбы резцом, нарезание резьбы метчиком и плашкой, вихревое нарезание резьбы, накатывание рифленых поверхностей. Главным движением токарного станка, определяющим скорость резания, является вращение шпинделя, несущего заготовку. Движением, определяющим величины продольных и поперечных подач, является движение суппорта, в котором закрепляют резцы, а при обработке концевым инструментом движение подачи получает задняя бабка токарного станка. Токарные станки, полуавтоматы и автоматы, в зависимости от расположения шпинделя, несущего приспособление для установки заготовки обрабатываемой детали, делятся на горизонтальные и вертикальные. Вертикальные токарные станки предназначены в основном для обработки деталей значительной массы, большого диаметра и относительно небольшой длины. Применение на токарных станках дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных отверстий и других видов обработки) значительно расширяет технологические возможности оборудования.
Одношпиндерный токарно-револьверный автомат модели 1Б140. Автоматами называют такие станки, на которых после их наладки все движения, связанные с циклом обработки детали, а также загрузка заготовки и выгрузка обработанной детали выполняются без участия рабочего. На полуавтоматах установку новой заготовки и снятие готовой детали выполняет рабочий. Токарные автоматы и полуавтоматы могут быть универсальные и специализированные, горизонтальные и вертикальные, одно и многошпиндельные. Одношпиндельные прутковые токарные автоматы подразделяют на револьверные, фасонно-отрезные и фасонно-продольные. В универсальном исполнении Одношпиндельные токарно-револьверные автоматы имеют шестипозиционную револьверную головку и поперечные суппорты. На токарно-револьверном автомате 1Б140 (см рис) в условиях крупносерийного и массового производства обрабатывают сложные по форме детали с применением нескольких последовательно или параллельно работающих инструментов.
Характеристика станка. Наибольший диаметр обрабатываемого прутка 40 мм; наибольший диаметр нарезаемой резьбы: в стальных деталях М24, в деталях из латуни М32; наибольшая длина подачи прутка за одно включение 100 мм; наибольший ход револьверной головки 100мм; время изготовления одной детали 10,1 - 608,3 с; пределы частот вращения шпинделя: при левом вращении 160 - 2500 об/мин; при правом 63-1000 об/мин; наименьшее и наибольшее расстояние от торца шпинделя до револьверной головки 75-210 мм; мощность электродвигателя 5,5 кВт; габаритные размеры 1900г 890г 1500 мм.
Принцип работы станка. Обрабатываемый пруток пропускают через направляющую трубу и закрепляют в шпинделе станка цанговым зажимом. Инструмент закрепляют в револьверной головке, поперечных и на продольном суппортом. Инструментами револьверной головки протачивают наружные поверхности, обрабатывают отверстия и нарезают резьбу, инструментами поперечных суппортов обрабатывают фасонные поверхности, подрезают торцы, снимают фаски и отрезают готовые детали, а инструментом продольного суппорта производят точение конусов и другие операции. Предназначен для изготовления в массовом и крупносерийном производстве деталей, требующих обтачивания, подрезания торцов, сверления, зенкерования, нарезания резьбы и т. п. Загрузка нового прутка длиной до 3000 мм осуществляется вручную, а в процессе работы автомата подача и зажим прутка, как и другие холостые и рабочие ходы, осуществляются автоматически.
Револьверная головка 5 с шестью гнездами для инструментов имеет горизонтальную поперечную ось поворота в револьверном суппорте 7. Суппорт имеет продольную рабочую подачу sГ и может быстро отводиться от заготовки после завершения перехода обработки для смены инструмента в гнезде путем поворота головки на 1/6 часть оборота.
С четырех суппортов -- двух горизонтальных 1 и двух вертикальных 4 -- можно обрабатывать заготовки с поперечной подачей snon. На переднем горизонтальном поперечном суппорте 1 расположен продольный суппорт, который может перемещаться под углом до 90о к направлению движения переднего суппорта. Вращательное движение резания получает заготовка 2, зажатая в цанговый патрон и проходящая внутри шпинделя.
Привод шпинделя осуществляется от электродвигателя через клиноременную передачу и коробку скоростей с электромагнитными муфтами. Автоматическое изменение частоты вращения шпинделя осуществляется командоаппаратом через электромуфту и муфту обгона в коробке скоростей.
Точение и сверление на автомате производится при левом вращении шпинделя. Все целевые узлы и механизмы станка управляются от вспомогательного вала (с задней части станка) и распределительного вала, приводимых во вращение от отдельного электродвигателя через червячную пару. При настройке вращение осуществляется от маховика 8. Автомат оснащен системой циклового программного управления, позволяющей программировать частоту вращения шпинделя, включение электродвигателя привода приспособлений и торможение шпинделя.
На рис. 1.2 приведена кинематическая схема одношпиндельного токарно-револьверного автомата.
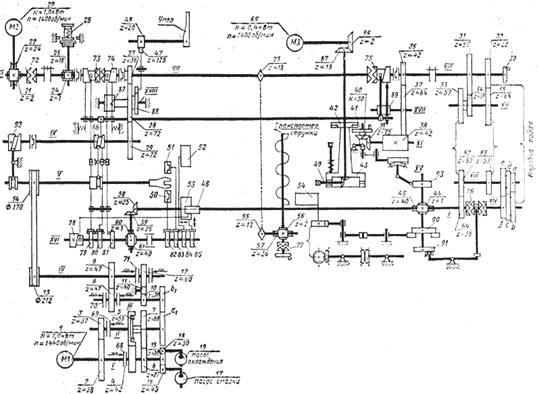
Рис.1.2 Кинематическая схема одношпиндельного токарно-револьверного автомата
Обработка деталей ведется с револьверного и поперечных суппортов. По ходу технологической операции необходимо: подать пруток до упора и зажать его, менять в рабочей позиции инструмент револьверной головки, осуществлять резание инструментом револьверного и поперечного суппортов и отводить их после выполнения обработки, реверсировать шпиндель станка и т. п. Для осуществления этих действий автомат имеет соответствующие механизмы и устройства, а также вспомогательный и распределительный валы. По кинематической схеме проследим работу цепи привода вращения вспомогательного VII и VIII и распределительного XV и XVI валов от отдельного электродвигателя М2 через червячную передачу на вал VI и муфту 72. Выключение этой муфты позволяет вращать вспомогательный вал VII и VIII вручную маховиком 30, что необходимо при настройке станка. Постоянная частота вращения этого вала 2 об/с.
- 1. От червячной передачи 24 -- 25 вращение получает командоаппарат 26, управляющий направлением и частотой вращения шпинделя путем переключения электромагнитных муфт в коробке скоростей и включением электродвигателя МЗ привода специальных приспособлений в одной из позиций револьверной головки. 2. 2. Муфты 73 и 74 управляют барабанами 92 и 86 механизмов подачи и зажима прутка. Чтобы обеспечить эти действия (один раз за время обработки одной заготовки), муфты при включении их от упоров на барабанах 79 и 81делают точно один (муфта 73) или точно два (муфта 74) оборота. На поворачивающихся барабанах 92 и 86имеются профилированные пазы, перемещающие рычаги, которые приводят в соответствующее осевое согласованное движение обе цанги -- подающую пруток и зажимную. 3. Звездочка 55 цепной передачи 23 -- 55 приводит в движение шнековый транспортер для уборки стружки. 4. Муфта 75 при включении от упора на барабане 80 распределительного вала делает точно два оборота. При этом по цепочке колес 36--37--38 --39--40 через мальтийский механизм 41--42 произойдет поворот револьверной головки на 1/6 оборота для введения в рабочую позицию нового инструмента или набора инструментов в державке. 5. Через муфту получает вращение - вторая-часть вспомогательного вала -- вал VIII с маховнком 30 и колесами 31 и 52. От них распределительные валы -- поперечный XV и продольный XVI -- могут "получать" медленное рабочее (от колеса 32) или быстрое холостое (от колеса 31 ) вращение.
На поперечном распределительном валу XV расположены: кулачок 93 продольной подачи револьверного суппорта, червяк 45, барабан 90 приемного лотка готовых деталей и барабан 91, управляющий муфтой 76 частоты вращения распределительного вала. На продольном распределительном валу XVI, кроме упомянутых элементов, расположены (слева направо): цилиндрический кулачок 78 подачи продольного суппорта и четыре дисковых кулачка 82 -- 85 поперечной по дачи четырех суппортов. На период подачи прутка и его зажима может подводиться от кулачка 88 на валу XVIII качающийся упор. Он используется для установки жесткого упора при отсутствии свободной позиции револьверной головки.
На рис. 1.3 приведен револьверный суппорт токарно-револьверного автомата.
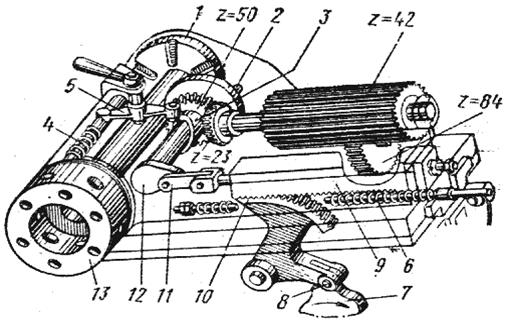
Рис. 1.3 Револьверный суппорт токарно-револьверного автомата.
Револьверный суппорт получает рабочую подачу от кулачка 7 через зубчатый сектор 10 и рейку 9. При этом пружина в постоянно отжимает суппорт вправо, поджимая ролик толкателя 8 к кулачку. Для смены рабочей позиции головки 13 необходимо быстро отвести суппорт вправо, что обеспечивается кривошипным механизмом 12, 11. В самом начале поворота кривошипа кулачок 3 через рычаг 5 выводит из гнезда фиксатор 4, позволяя осуществить поворот револьверной головки мальтийским механизмом (крест 1, водило 2). Весь суппорт с широким зубчатым колесом получает возвратно-поступательное движение относительно неподвижного в осевом направлении колеса z = 84. После смены рабочей позиции головки и подвода нового инструмента к заготовке инструмент начинает резание за счет перемещения револьверного суппорта от кулачка 7.
Похожие статьи
-
Введение - Металлорежущие станки и инструменты
Шпиндельный режущий станок сверлильный Вся история техники представляет собой борьбу за постепенное освобождение человека от непосредственного участия в...
-
Перечень составных частей станка приведен в таблице 2.2. Таблица 2.2 - Перечень составных частей станка Наименование Обозначение Кол Примечание Станина...
-
Расчетно-пояснительная записка, Назначение станка. Описание - Долбежные станки
Назначение станка. Описание Долбежные станки предназначены для обработки плоских и фасонных поверхностей, шпоночных пазов, канавок в цилиндрических и...
-
В условиях массового производства повышение производительности труда достигается автоматизацией технологических процессов, внедрением в производство...
-
Маршрутная технология процесса изготовления деталей - Ремонт токарного станка
Выбор заготовки: при выборе заготовки для механической обработки заменяемой детали нужно учитывать технические требования, предъявляемые к детали....
-
Система питания. Источник питания - трехфазная сеть переменного тока, напряжением 380* 10%, частотой 50 Гц. Напряжение вторичных источников: А)...
-
Выбор металлорежущих станков для обработки детали осуществлен на основании методики, изложенной в [13] с учетом следующих факторов: - вид обработки; -...
-
Назначение и классификация сверлильных станков - Сверлильные станки
В зависимости от области применения различают универсальные и специальные сверлильные станки. Находят широкое применение и специализированные сверлильные...
-
Долбежные станки - Исследование рычажного механизма долбежного станка
В данной курсовой работе представлен рычажный механизм долбежного станка. Долбежные станки предназначены для строгания вертикальных плоскостей, канавок,...
-
При обработке на металлорежущих станках очертания, форма деталей (производящие линии) образуется в результате согласованных между собой вращательных и...
-
Приспособление служит для сверления радиальных отверстий, фрезерования пазов и выполнения других фрезерных операций. Ось шпинделя расположена...
-
Анализ существующих станков-аналогов Фирма Vohlenberg Изготовляет токарные станки с диаметром обточки над станиной от 860 мм до 2060 мм и весом...
-
Токарный станок с ЧПУ RAIS T250 CNC Fanuc 0i-Mate TB Токарный станок с ЧПУ RAIS Т250 CNC Fanuc 0i-Mate TB с наклонной станиной предназначен для...
-
Работать нужно заточенным инструментом. Ручки инструмента не должны быть расколоты, иметь задирав и заусенец. Хранить инструмент нужно в специально...
-
Шлифование - Технологии машиностроения
Шлифование -- это процесс обработки при помощи абразивного инструмента, режущими элементами которого являются зерна абразивных материалов. Форма этих...
-
Технологические возможности способов резания - Технологические возможности способов резания
Точение. Точение является основным способом обработки поверхностей тел вращения. Процесс резания осуществляется на токарных станках при вращении...
-
Введение, Харктеристика сверлильных станков - Сверлильные станки
Целью данной работы является рассмотрение характеристики группы сверлильных станков. Задачи работы: 1. рассмотреть характеристику сверлильных станков,...
-
Введение - Деревообрабатывающие станки и их эксплуатация
Деревообрабатывающие станки и их эксплуатация Деревообрабатывающий станок -- рабочая машина, на которой изготовляют детали и обрабатывают изделия из...
-
Несмотря на высокие качества современных токарных станков, совершенство методов обработки, точность применяемых измерительных инструментов и наличие...
-
Технологические возможности и технические характеристики станка. Станок фрезерный консольный вертикальный модели ВМ127М предназначен для фрезерования...
-
Краткое описание основных частей привода подач Каретка Каретка в комплексе с редукторами подач обеспечивают подачу режущего инструмента по оси Х (поперек...
-
Системы автоматического управления точностью обработки деталей Обработка заготовок на станках с ПУ обеспечивает высокую степень автоматизации и широкую...
-
Оборудование и инструмент - Технология литейного производства
Оборудование. Для обработки дерева применяют циркулярные и ленточные пилы, станки: фуговальные, рейсмусовые, фрезерные, шлифовальные, шипорезные....
-
Устройства для автоматической смены инструмента - Виды автоматизированных производств
Особенность многоцелевых станков с ЧПУ -- наличие устройств автоматической смены инструментов, основное назначение которых -- сокращение времени простоя...
-
Введение - Проектирование и применение токарного станка модели 1К660Ф3
Цель дипломного проекта - это умение применять на практике приобретенные в ходе обучения знания и навыки, практически подходить к решению инженерных...
-
Расчет режимов резания - Ремонт токарного станка
Операция 010. Токарная. Переход 1. Обточить поверхность Ш30+0,35 на длину 155 мм за 3 прохода. Рис. Схема установки заготовки при обработке поверхности...
-
Дефектация деталей узла и используемый инструмент - Ремонт токарного станка
Дефектная ведомость является документом, обосновывающим метод и трудоемкость ремонта узла. Она составляется (для дипломных работ) на 10-12 деталей,...
-
По общности технологического метода обработки различают станки: токарные, фрезерные, сверлильные и др. По назначению различают станки:...
-
Класс точности согласно нормам точности по техническому заданию. Технические характеристики вальцетокарного калибровочного специального станка модели IК...
-
Охрана труда и промышленная санитария в РМЦ - Ремонт токарного станка
При среднем и особенно капитальном ремонтах объем разборки велик. С началом отделения узлов с машины появляется опасность травмирования рабочих, занятых...
-
ИНСТРУМЕНТЫ - Технология изготовления шезлонга
Для выполнения работ вам потребуются следующие инструменты: А) разметочные: складной метр, рулетка, метровая линейка, угольник, рейсмус, шило; Б)...
-
Управляющая программа выполнена для токарной операции обработки деталина станке с ЧПУ. Управляющая программа составлена по методике [12]. Техническая...
-
Выбор инструментальных приспособлений произведен по методике изложенной в [13]. Исходные данные: конструкция крепежной части; конструкция посадочного...
-
Разборка оборудования - Ремонт токарного станка
Перед разборкой поступающего в ремонт станка его осматривают и фиксируют дефекты, выявленные в процессе эксплуатации. Перед разборкой станка проверяют...
-
Ремонт оборудования, Прием оборудования в ремонт - Ремонт токарного станка
Прием оборудования в ремонт 1) Направленный на капитальный ремонт станок должен быть очищен от грязи и стружки. 2) Масло и эмульсия должны быть слиты из...
-
Краткая характеристика работ на копировально-фрезерных станках, Резцы-фрезы - Машинное гравирование
Копировально-фрезерный станок предназначен для выполнения копировальных работ на плоскости и по объему с использованием соответствующих копиров и...
-
Настольный сверлильный станок 2М112 (2М-112) - Сверлильные станки
Сверлильный станок 2М112 предназначен для сверления отверстий в деталях из черных и цветных металлов, а также других материалов, диаметром не более 12...
-
Описание коробки подач - Кинематический расчет привода главного движения станка мод. ВМ127М
Коробка подач обеспечивает получение рабочих подач и быстрых перемещений стола салазок и консоли. Получаемая в результате переключение блоков скорости...
-
Синтез кулачкового механизма - Исследование рычажного механизма долбежного станка
При курсовом проектировании кулачковый механизм является частью общей кинематической схемы проектируемой машины. Он используется либо как основной...
-
Выбор оборудования Выбираю вертикально сверлильный станок модели 2Н135. Станок предназначен для сверления, рассверливания, зенкерования, развертывания...
Токарно-револьверный одношпиндерный прутковый 1Б140 - Металлорежущие станки и инструменты