Горизонтально-расточной станок 2А620Ф2 - Металлорежущие станки и инструменты
Технологические возможности станка
Станок предназначен для консольной обработки крупных заготовок с точными отверстиями, оси которых связаны между собой точными размерами. На нем можно растачивать, сверлить, зенкеровать и развертывать отверстия, нарезать наружную и внутреннюю резьбы, цековать и фрезеровать поверхности. Класс точности станка Н. Коробчатая форма всех корпусных деталей станка с ребрами жесткости, конструкция шпинделя с прецизиционными подшипниками обеспечивает высокую жесткость и виброустойчивость станка. Применяется в условиях единичного и мелкосерийного производства. На рис. 2.1 горизонтально-расточной станок 2А620Ф2
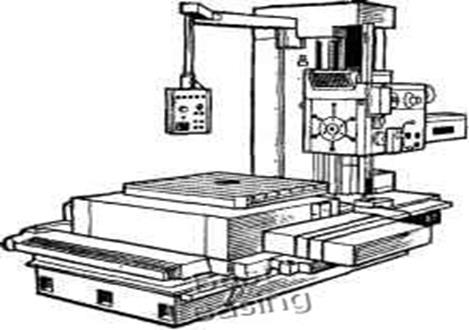
Рис. 2.1 Горизонтально-расточной станок 2А620Ф2
Таблица 2.1 - Технические характеристики
|
Размеры рабочей поверхности стола, мм: |
Параметры |
|
Ширина |
1120 |
|
Длина |
1250 |
|
Диаметр выдвигаемого шпинделя, мм: |
90 |
|
Число частот вращения мин-1 : | |
|
Шпинделя |
23 |
|
Планшайбы |
15 |
|
Пределы частот вращения, мин-1 : | |
|
Шпинделя |
10-1500 |
|
Планшайбы |
6,3-160 |
|
Пределы подач (бесступенчатое регулирование), мм/мин: | |
|
Шпиндельной бабки и стола |
1,25-12500 |
|
Выдвижного шпинделя |
2-2000 |
|
Радиального суппорта |
0,8-800 |
|
Габаритные размеры, мм: | |
|
Длина |
6070 |
|
Ширина |
3970 |
|
Высота |
3200 |
Устройство и принцип работы станка
На рис.2.2 Схема горизонтально-расточного станка 2А620Ф2
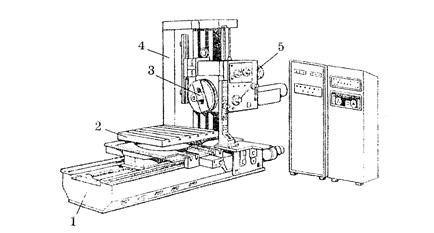
Рис 2.2 Схема горизонтально-расточного станка 2А620Ф2
Станок имеет неподвижную переднюю стойку 4 и встроенный поворотный стол 2 с продольным и поперечным перемещением. Передняя стойка и стол расположены на станине 1. По вертикальным направляющим стойки 4 может перемещаться шпиндельная бабка 5. Станок выполнен с нормальным выдвижным шпинделем 3 и радиальным суппортом, расположенным на планшайбе станка. Шпиндельный узел смонтирован на прецизионных подшипниках качения, которые обеспечивают длительное сохранение точности, повышенную жесткость и виброустойчивость. Станок имеет раздельные электрические приводы для перемещения шпиндельной бабки и поперечного перемещения стола. Направляющие станины и салазок стола имеют телескопические защитные устройства.
На рис. 2.3 Компоновка станка 2А620Ф2
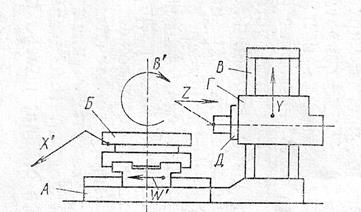
Рис 2.33 Компоновка станка 2А620Ф2
Инструмент крепится в шпиндель или в суппорте Д планшайбы и получает главное вращательное движение. Обрабатываемую заготовку устанавливают на столе Б, перемещающемся в продольном W (подача S1) и поперечном по оси Х (S2) направлениях. Стол имеет еще круговую подачу S3. На станине A закреплена стойка B, по направляющим которой перемещается шпиндельная бабка Г по оси Y (подача S4). Расточной шпиндель получает поступательное перемещение по оси Z (подача S5), а суппорт Д имеет радиальную подачу S6. Сверление, зенкерование, растачивание, нарезание резьбы осуществляют подачей S5, фрезерование по восьми - угольному контуру - одновременно подачами S2 и S4, а также фрезерованием с круговой подачей S3. Длинные отверстия удобнее растачивать при продольном перемещении стола (подача S1). При работе планшайбой (подача S6) можно производить обтачивание торцов суппортом, проточку канавок и выступов, растачивание отверстий больших диаметров.
На рис. 2.4 Расположение осей координат в станках с ЧПУ (а); правосторонняя система координат (б)
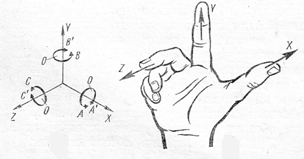
Рис 2.4 Расположение осей координат в станках с ЧПУ (а); правосторонняя система координат (б)
Для станков с ЧПУ стандартизованы направления перемещений и их символика. Стандартом ISO-R841 принято за положительное направление перемещения элемента станка считать то, при котором инструмент или заготовка отходят друг от друга. Исходной осью (ось Z) является ось рабочего шпинделя. Если эта ось поворотная, ее положение выбирают перпендикулярно плоскости крепления детали. Положительное направление оси Z - от устройства крепления детали к инструменту. Оси Х, Y, Z называются первичными и расположены ближе к шпинделю. Вторичные оси U, V, W параллельны первичным. Углы поворота вокруг первичных осей обозначаются А, В, С (соответственно для поворота вокруг осей Х, Y, Z). Положительным направлением считается вращение по часовой стрелке при взгляде вдоль положительного направления соответствующей оси. При перемещении детали (а не инструмента) положительные значения изменяют направление, их обозначают буквами Х', Y', Z' и т. д.
Кинематика станка
На рис. 2.5 Кинематическая схема горизонтально-расточного станка 2А620Ф2
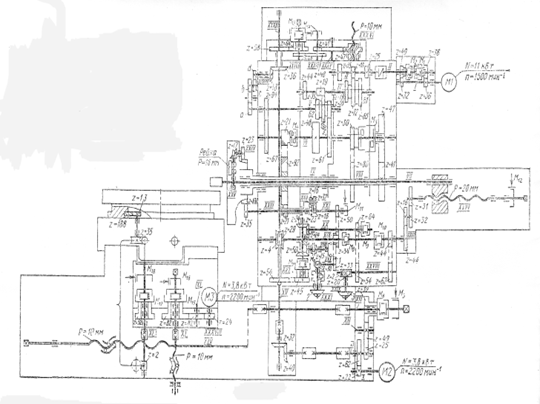
Рис 2.5 Кинематическая схема горизонтально-расточного станка 2А620Ф2
Главное движение шпиндель VII получает от эл. двигателя М1 (N = 1,1 кВт, n = 1600 мин-1 ) через передачи z = 36-36 (включена муфта М1) или z = 32-40 (включена муфта М2), упругую муфту на валу III, защищающую от динамического воздействия, блоки зубчатых колес Б1 и Б2. С вала VI на шлицевой вал VIII и соответственно на шпиндель VII движение передается через передачу z = 30-86 при включенной муфте М3 или через колеса z = 47-41 при включенной муфте. В первом случае получают нижний диапазон частот вращения, во втором - верхний. В результате переключения муфт М1, М2, М3 и блоков Б1 и Б2 шпиндель имеет 36 теоретических и 23 практических значения частот вращения. Уравнение кинематического баланса для минимальной частоты вращения шпинделя:
Nmin = 1600 - 32/40 - 18/72 - 19/60 - 19/61 - 20/86 = 10 мин-1
Планшайба получает вращение по аналогичной кинематической цепи, но с вала VI на вал IX планшайбы движение передается через передачу z = 21-92 при включении муфты М4. При одной и той же наладке частота вращения планшайбы в 1,58 раза меньше частоты вращения шпинделя. Шпиндельное устройство состоит из расточного и полого фрезерного шпинделя. Фрезерный шпиндель смонтирован в прецизионных подшипниках; расточной шпиндель, изготовленный из азотированной стали, перемещается внутри термически обработанных втулок; запрессованных во фрезерном шпинделе. В расточном шпинделе зажим инструмента механизирован. Движение подачи осуществляется от двигателей постоянного тока М2 и М3 (N = 3,8 кВт, n = 2200 мин-1 ) с тиристорным управлением (диапазон регулирования 1:1000). Подвижные механизмы имеют высокочастотные закаленные боковые направляющие качения и закрепляются автоматически. От двигателя М2 через редуктор получают осевое перемещение шпиндель, радиальное перемещение шпиндель, радиальное перемещение суппорт планшайбы, вертикальное перемещение шпиндельная бабка и продольное перемещение стол, от двигателя М3 - поперечное перемещение и поворот стол. Продольное перемещение стола осуществляется парой винт-гайка качения XIV, получающий вращение от вала X через передачи z = 22-62, 25-49, 49-39 при включенной муфте М5. Вертикальное перемещение шпиндельная бабка получает от двигателя М2 через передачи z = 22-62, z = 40-32, z = 58-64 (при включенной муфте М13), z = 40-48, z = 41-47-47 и пару винт-гайка качения XXXVI с шагом Рх. в = 10 мм.
Уравнение кинематической цепи для вертикальной подачи:
Sверт = nдв 22/62 - 40/32 - 58/64 - 40/48 - 41/47 - 47/47 - 10 мм/мин.
Для предотвращения падения шпиндельной бабки при обрыве троса противовеса имеется специальный механизм на валу XXXIV.
Осевая подача шпинделя осуществляется от вала 10 через передачи z = 22-62, z = 40-32, z = 4-29, вал XIX, муфту М10, зубчатые пaры z = 44-16, z = 32-31 и передачу винт-гайку качения XXVI.
Уравнение кинематической цепи для минимальной осевой подачи:
Sос = nдв 22/62 - 40/32 - 4/29 - 44/16 - 32/31 - 10 мм/мин.
Нарезание резьбы можно осуществлять или вращением шпинделя с одновременным продольным перемещением его, или радиальным суппортом планшайбы при продольном перемещении стола. В обоих случаях нужный шаг резьбы получают подбором сменных колес а, b, c, d.
1об. шп. 86/30 - 67/94 - а/ b - с/ d - 18/36 - 4/29 - 44/16 - 32/31 - 10 = Рн. р
Откуда а/ b - с/d = Рн. р/4, где Рн. р - шаг нарезаемой резьбы.
Радиальное перемещение суппорта планшайбы осуществляется через дифференциальный механизм. Корпус дифференциала вращается от вала IX планшайбы через косозубую передачу z = 92-21, а центральное зубчатое колесо дифференциала
Z = 16 валу XXI получает вращение от привода вала Х через передачи z = 22-62, z = 40-32, z = 4-29, z = 64-50 (при включенной муфте М8). Дифференциал, суммируя оба эти движения, вращает вал XXIII и
Через передачи z = 35-100, z = 100-23 - вал XXIV, коническую пару z = 17-17 и червячно-реечную передачу перемещается радиальный суппорт планшайбы. Дифференциальный механизм обеспечивает перемещение суппорта во время вращения планшайбы с разными значениями подачи.
По формуле Виллиса определим передаточное число дифференциала
N1 - n0 /n4 - n0 = z2 /z1 - z4 /z3 - (-1)m.
В данном случае n1, n4 и n0 - соответственно частоты вращения валов XXI, XXIII и поводка XXII с зубчатым колесом z = 21, числа зубьев колес в дифференциале z1 = 16, z2 = 32, z3 = 16, z4 = 23. Таким образом, n1 - n0 /n4 - n0 = 32/16- 23/16 = 23/8.
Уравнение кинематической цепи радиальных подач в общем виде
Sрад = nдв 22/62 - 40/32 - 4/29 - 64/50 - 8/23 - 35/100 - 100/23 - 17/17 -16 мм/мин.
Поперечное перемещение стола происходит от эл. двигателя М3 через передачи z = 24-82-82 при включенной муфте М15 и винт-гайку качения Р = 10 мм.
На рис.2.6 Привод радиального суппорта станка 2А620Ф2
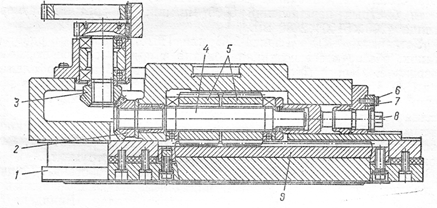
Рис 2.6 Радиального суппорта станка 2А620Ф2
Круговая подача стола осуществляется от эл. двигателя М3 при включении муфты М17 через передачи z = 24-82-82-52, z = 2-35, z = 13-188. Во всех цепях подач имеются тормозные электромагнитные муфты (М5, М11, М12, М14, М16, М18).
Быстрое перемещение рабочих органов происходит от двигателей М2 и М3 при разгоне до соответствующей частоты вращения.
Штурвальное устройство 1 позволяет осуществлять ручное тонкое перемещение шпинделя, радиального суппорта, шпиндельной бабки и продольное перемещение стола при включении муфты М7, а также быстрое перемещение выдвижного шпинделя при включении М9. Лимбы отсчета перемещений шпинделя 3 и радиального суппорта 2 кинематически связаны с приводом подач шпинделя и радиального суппорта. Муфта обгона М0 на валу XVIII отключает вращение штурвала 1 при механических подачах.
Привод радиального суппорта 1 станка. Суппорт с червячной рейкой 9 получает перемещение через зубчатые колеса 3, 2, винт 4 и червяк 5, состоящий из двух частей.
Осевой зазор между червяком и рейкой устраняют путем сближения частей червяка регулировочным винтом 8. Для этого предварительно с помощью винта 6 освобождается винт 7. Зазор регулируют, а затем фиксируют требуемое положение винта 8.
Похожие статьи
-
Токарно-револьверный одношпиндерный прутковый 1Б140 - Металлорежущие станки и инструменты
На рис. 1.1 приведен автомат токарно-револьверный одношпиндерный прутковый 1Б140 Рис.1.1 Автомат токарно-револьверный одношпиндерный прутковый 1Б140...
-
Выбор электродвигателя - Расчет коробки подач горизонтально-фрезерного станка
Выбор электродвигателя осуществляется по мощности потребной на подачу, которая рассчитывается по формуле: ; Где: - КПД цепи подач; - эффективная мощность...
-
Введение - Металлорежущие станки и инструменты
Шпиндельный режущий станок сверлильный Вся история техники представляет собой борьбу за постепенное освобождение человека от непосредственного участия в...
-
Выбор и расчет электромагнитных муфт При выборе, муфта должна удовлетворять пяти условиям: 1. Номинальный передаваемый момент муфты должен быть больше...
-
Определение предельных значений режимов резания При мм/мин - фрезерование пазов за один проход; Дисковая фреза: D=125мм; B=20мм; t=0,6мм; z=22;...
-
Назначение и классификация сверлильных станков - Сверлильные станки
В зависимости от области применения различают универсальные и специальные сверлильные станки. Находят широкое применение и специализированные сверлильные...
-
Система смазки - Расчет коробки подач горизонтально-фрезерного станка
Смазочная система станка служит для подачи смазочного материала ко всем трущимся поверхностям. Существует несколько схем подвода смазочного материала к...
-
По общности технологического метода обработки различают станки: токарные, фрезерные, сверлильные и др. По назначению различают станки:...
-
Расчет режимов резания - Ремонт токарного станка
Операция 010. Токарная. Переход 1. Обточить поверхность Ш30+0,35 на длину 155 мм за 3 прохода. Рис. Схема установки заготовки при обработке поверхности...
-
Бабка передняя - Проектирование и применение токарного станка модели 1К660Ф3
Бабка передняя сообщает шпинделю с планшайбой вращение (главное движение) с необходимой скоростью резания. Вращение и крутящий момент на шпиндель...
-
Перечень составных частей станка приведен в таблице 2.2. Таблица 2.2 - Перечень составных частей станка Наименование Обозначение Кол Примечание Станина...
-
Станок токарный с числовым программным управлением (ЧПУ) модели 1К660Ф3 предназначен для токарной обработки деталей типа тел вращения (валы, диски и т....
-
Токарный станок с ЧПУ RAIS T250 CNC Fanuc 0i-Mate TB Токарный станок с ЧПУ RAIS Т250 CNC Fanuc 0i-Mate TB с наклонной станиной предназначен для...
-
Выбор металлорежущих станков для обработки детали осуществлен на основании методики, изложенной в [13] с учетом следующих факторов: - вид обработки; -...
-
Заключение, Перечень ссылок - Расчет коробки подач горизонтально-фрезерного станка
В результате проделанной работы был произведен расчет коробки подач горизонтально-фрезерного станка, выбор и расчет параметров отдельных ее элементов:...
-
Система управления - Расчет коробки подач горизонтально-фрезерного станка
Для управления автоматической коробкой подач горизонтально-фрезерного станка применяются контактные электромагнитные муфты. Для питания электромагнитных...
-
Нам дана кинематическая схема зубофрезерного станка, работающего по методу обката (деления) червячной фрезы. Рис. 1. Кинематическая схема зубофрезерного...
-
Определяем диапазон регулирования подач по формуле: ; Определяем число ступеней коробки подач: ; Выбор структурной формулы коробки подач Выбираем...
-
Введение, Кинематический расчет коробки подач - Расчет коробки подач горизонтально-фрезерного станка
Автоматический коробка фрезерный станок Перед станкостроением всегда будет стоять задача - создание металлорежущих станков, отвечающих современным...
-
Выбор оборудования Выбираю вертикально сверлильный станок модели 2Н135. Станок предназначен для сверления, рассверливания, зенкерования, развертывания...
-
Приспособление служит для сверления радиальных отверстий, фрезерования пазов и выполнения других фрезерных операций. Ось шпинделя расположена...
-
Расчет передач, Проектный расчет - Расчет коробки подач горизонтально-фрезерного станка
Проектный расчет Рассчитаем модуля передач по формуле: ; Где МПа - допускаемые напряжения на изгиб; - коэффициент нагрузки; - коэффициент формы зуба [7...
-
ВЫБОР ОПТИМАЛЬНОГО ВАРИАНТА КОРОБКИ СКОРОСТЕЙ Выбор оптимального варианта коробки скоростей очень сложен. Здесь большое значение имеют группы и типы...
-
Работать нужно заточенным инструментом. Ручки инструмента не должны быть расколоты, иметь задирав и заусенец. Хранить инструмент нужно в специально...
-
Анализ существующих станков-аналогов Фирма Vohlenberg Изготовляет токарные станки с диаметром обточки над станиной от 860 мм до 2060 мм и весом...
-
Дефектация деталей узла и используемый инструмент - Ремонт токарного станка
Дефектная ведомость является документом, обосновывающим метод и трудоемкость ремонта узла. Она составляется (для дипломных работ) на 10-12 деталей,...
-
Краткая характеристика работ на копировально-фрезерных станках, Резцы-фрезы - Машинное гравирование
Копировально-фрезерный станок предназначен для выполнения копировальных работ на плоскости и по объему с использованием соответствующих копиров и...
-
Класс точности согласно нормам точности по техническому заданию. Технические характеристики вальцетокарного калибровочного специального станка модели IК...
-
Зубофрезерный станок 5Д32 предназначен для фрезерования (нарезания) зубьев цилиндрических зубчатых колес с прямыми и косыми зубьями методом обката...
-
Выбор подшипников Исходя из того, что все колеса в коробке подач являются цилиндрическими прямозубыми, и осевые силы, возникающие при работе невелики,...
-
Система питания. Источник питания - трехфазная сеть переменного тока, напряжением 380* 10%, частотой 50 Гц. Напряжение вторичных источников: А)...
-
Настольный сверлильный станок 2М112 (2М-112) - Сверлильные станки
Сверлильный станок 2М112 предназначен для сверления отверстий в деталях из черных и цветных металлов, а также других материалов, диаметром не более 12...
-
Выбор шпоночных и шлицевых соединений Первый вал Шпоночное соединение зубчатых колес с валом. Шпонка ГОСТ 23360-78 две штуки. Второй вал Шпоночное...
-
Расчет на износостойкость по среднему удельному давлению Расчет на износостойкость по среднему удельному давлению производится по формуле: ; Где: Q -...
-
Устройства для загрузки на станке - Виды автоматизированных производств
При обработке на станках-автоматах штучных заготовок их загрузку и выгрузку выполняют с помощью бункерных или магазинных механизмов питания,...
-
Устройства для автоматической смены инструмента - Виды автоматизированных производств
Особенность многоцелевых станков с ЧПУ -- наличие устройств автоматической смены инструментов, основное назначение которых -- сокращение времени простоя...
-
Глубина резания при сверлении, мм: t =0,5-D, [4, с. 276] Где D - диаметр отверстия, мм. Глубина резания при зенковании, мм: t=0,5-(D-d); t2=0,5-9=4,5 мм....
-
Управляющая программа выполнена для токарной операции обработки деталина станке с ЧПУ. Управляющая программа составлена по методике [12]. Техническая...
-
Кинематическая схема долбежного станка - Долбежные станки
На рис. 3 приведена кинематическая схема долбежного станка. Привод главного движения долбяка Долбяк приводится в движение от электродвигателя в следующей...
-
Фреза червячная модульная, применяется в серийном и массовом производстве зубчатых колес. Данный инструмент изготавливается из стали Р6М5. Расчет...
Горизонтально-расточной станок 2А620Ф2 - Металлорежущие станки и инструменты