Технологическая схема - Каталитический крекинг
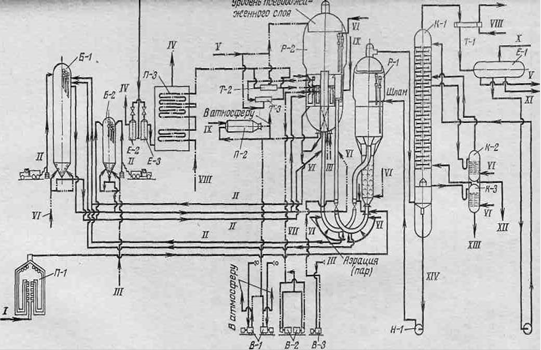
Рисунок 1. Схема установки каталитического крекинга с пневмотранспортом катализатора потоком высокой кон-центрации: П-1 - печь; Р-1 - реактор; Р-2 - регенератор; К-1 - ректификационная колонна; К-2 - отпарная секция легкого газойля; К-3 - отпарная секция тяжелого газойля; Е-1 - газоводоотделитель; П-2 - топка под давлением; П-3 - котел-утилизатор; Б-1, Б-2 - катализаторные ем-кости; Е-2, Е-3 - гидравлические затворы, направляющие дымовые газы в атмосферу или в котел-утилизатор; Т-1 - холодильник-конденсатор; Т-2 - увлажнитель пара; Т-3 - камера охлаждения пара; Н-1 - шламовый насос; В-1, В-2, В-3 - воздуходувки; I - сырье (вакуумный газойль); II - катализатор; III - воздух; IV - дымовые газы; V - конденсат; VI - перегретый пар; VII - пар высокого давления; VIII - вода; IX - топливо; X - жирный газ; XI - нестабильный бензин; XII - легкий газойль; XIII - тяжелый газойль; XIV - катализаторный шлам.
Выше описана технологическая схема установки каталитического крекинга с псевдоожиженным слоем катализатора и вертикальным секционированным регенератором (рис.1). Установка рассчитана на переработку дистиллята (350-500 °С) вакуумной перегонки; нефти. Сырье, нагретое в лечи П-1 До 350 °С, вводят в поток регенерированного катализатора перед его входом в реактор Р-1. Полное испарение и частичное превращение сырья происходят еще до поступления взвеси в псевдоожиженный слой, а в этом слое каталитический крекинг завершается. Отработанный катализатор уходит в нижнюю, суженную отпарную секцию-десорбер, где из пор закоксованного катализатора отпариваются летучие углеводороды.
Отпаренный закоксованный катализатор транспортируют в регенератор Р-2. Чтобы поддержать движение, в основание восходящей части линии пневмотранспорта вдувают воздуходувкой В-3 Часть воздуха, направляемого в регенератор для сжигания кокса. Снижение концентрации твердой фазы на этом участке обеспечивает устойчивый транспорт отработанного катализатора. Регенерированный катализатор возвращается из регенератора Р-2 В реактор. Пары, образующиеся при контакте сырья с катализатором, снижают концентрацию твердой фазы; в результате обеспечивается движущий импульс в линии регенерированного катализатора.
В связи с переходом на цеолитсодержащие катализаторы и реакторы лифтного типа описываемый реактор также подвергся некоторой реконструкции - снизили уровень псевдоожиженного слоя и совершенствовали устройство для ввода смеси катализатора и сырья.
Пары продуктов крекинга и сопутствующий им водяной пар покидают псевдоожиженный слой реактора при 490-500 °С и ~0,18 МПа, проходят циклонные сепараторы и направляются в ректификационную колонну К-1. Основная масса катализаторной мелочи отделяется в циклонах и возвращается в псевдоожиженный слой; самые мелкие частицы пыли уносятся в ректификационную колонну и отмываются в ее нижней части циркулирующей флегмой, образуя шлам. Из колонны К-1 Выходят два боковых погона. Нижний представляет собой тяжелый каталитический газойль с н. к. = 350°С. Этот продукт можно направить на повторный кре-кинг в смеси со свежим сырьем. Верхний боковой погон - легкий каталитический газойль с пределами выкипания 195-350 °С. Бензин и газ вместе с водяным паром выходят с верха колонны К-1. В конденсаторе-холодильнике Т-1 Образуются конденсаты нестабильного бензина и водяного пара, расслаивающиеся в газоводоотделителе Е-1. Нестабильный бензин и равновесный с ним жирный газ направляют в систему газофракционирования (на схеме не показана).
Для сброса катализатора из реактора и регенератора при регу-лярных и аварийных остановках имеется емкость Б-1; для подпитки системы свежим катализатором и для регулирования его уровня в реакторе предусмотрена емкость Б-2.
Газы, выходящие из регенератора при - 600°С, содержат зна-чительные количества оксида углерода и несут большой запас теп-ла. Использование этого тепла, особенно после дожигания оксида углерода, позволяет получить в котле-утилизаторе П-3 Значитель ное количество водяного пара при ~4 МПа.
Чтобы обеспечить точность регулировки отвода избыточного тепла из псевдоожиженного слоя в регенераторе Р-2, В змеевики регенератора подают не воду, а насыщенный пар из увлажнителя Т-2. Пар, перегревшийся в первой секции змеевиков, охлаждают, впрыскивая водный конденсат в камеру Т-3, До требуемой темпе-ратуры и подают во вторую секцию, где он вновь нагревается. По выходе из второй секции пар идет в паровую турбину компрессо-ра углеводородного газа, направляемого на газофракционирова-ние.
Для разогрева регенератора при пуске установки имеется топ-ка П-2, Где нагревают воздух, направляемый в регенератор. Когда температура катализатора в регенераторе достигает 300 °С, топку П-2 Отключают, и пода-ют топливо непосредственно в псевдоожижен-ный слой регенератора, вплоть до выхода на нормальный режим.
Скорость циркуляции катализатора регулируют, изменяя количество воздуха, подаваемого на транспортирование отработанного катализатора. Поскольку на циркуляцию катализатора влияют колебания давления в реакторе Р-1 И в регенераторе Р-2, Разность давлений между этими аппаратами поддерживается постоянной при помощи автоматически регулируемой задвижки на дымовой трубе регенератора.
Похожие статьи
-
Каталитический крекинг - Технологии переработки нефти
Каталитический крекинг (КК) впервые появился в начале 40-х годов XX века в США, в настоящее время это самый массовый процесс получения высокооктанового...
-
Продукты каталитического крекинга - Каталитический крекинг
Количество и качество продуктов каталитического крекинга зависят от характеристики перерабатываемого сырья и катализаторов, а также от режима процесса....
-
Заключение, Литература - Каталитический крекинг
Целевым назначением процесса каталитического крекинга является получение высококачественного бензина с октановым числом (в чистом виде) 90-92 по...
-
Назначение процесса - Каталитический крекинг
Основное назначение каталитического крекинга - получение высокооктановых компонентов бензина. Крекинг осуществляется при 420-550С и является процессом...
-
Сырье и продукты каталитического крекинга, Сырье - Каталитический крекинг
Сырье Основным сырьем промышленных установок каталитического крекинга являются атмосферные и вакуумные дистилляты первичной перегонки нефти. В...
-
Технологическая схема производства - Технология производства рассольных сыров
Поступающее на переработку охлажденное до температуры не выше 6°С молоко подается самовсасывающим насосом и счетчик в резервуар хранения. При отсутствии...
-
Катализаторы крекинга - Каталитический крекинг
Реакции каталитического крекинга протекают на поверхности катализатора. Направление реакций зависит от свойств катализатора, сырья и условий крекинга. В...
-
Введение - Каталитический крекинг
Увеличение объема производства нефтепродуктов, расширение их ассортимента и улучшение качества - основные задачи, поставленные перед...
-
Химические основы процесса - Каталитический крекинг
При каталитическом крекинге протекают реакции расщепления, алкилирования, изомеризации, ароматизации, полимеризации, гидрогенизации и деалкилирования....
-
Шкуры крупного рогатого скота: прием>промывка>освобождение от навала и мездры>консервирование>подсолка>сортировка и тюковка>...
-
Технологическая схема производства - Производство щебня
На ДСУ подается грунт целыми валунами, не превышающими 1000 мм в объеме, либо любой грунт который может быть разрыхлен однозубым риппером, смонтированным...
-
Описание ассортимента изделий Таблица 2.1 - Описание и характеристика изделий № Ноименование изделий Номер ГОСТа или ТУ Выход, % Физико-химические...
-
ТЕХНИКО-ТЕХНОЛОГИЧЕСКАЯ КАРТА №1 СЛИВОЧНАЯ БОСКАЙОЛА ОБЛАСТЬ ПРИМЕНЕНИЯ Настоящая технико-технологическая карта распространяется на Сливочную боскайолу,...
-
Схема технологического процесса Рис. 2.1. Схема технологического процесса изготовления лампы накаливания Изготовление вводов Важными заготовительными...
-
В основе работы станка лежит известный принцип образования эвольвенты окружности: производящая прямая СС1 неподвижна, а основная окружность вращается...
-
Классификация детали по схеме класс - подкласс - группа - тип Для правильного решения задач ориентирования существенное значение имеет классификация...
-
27 27 На базовом предприятии ЗАО "Кондитер-Курск" конфеты "Буревестник" производят в цехе №7. Технологическая схема включает в себя следующие стадии: 1....
-
Как уже отмечалось в современных условиях, для организации ремонта двигателя ЯМЗ-240 рекомендуется не обезличенный поточный способ ремонта, при котором...
-
Основанием для определения потребного количества оборудования является разработанная схема подготовки зерна к помолу. При подсчете числа машин и...
-
Технологическая схема ректификационной установки - Ректификационная установка
Принципиальная схема ректификационной установки непрерывного действия для разделения бинарной смеси бензол - толуол показана на рис 1. Исходная смесь из...
-
Описание задачи проектирования Данная система предназначена для установки "Cannon Viking Maxfoam", которая в свою очередь предназначена для производства...
-
Описание технологической схемы - Производство шлакоблоков
Технология производства шлакоблоков состоит из нескольких этапов, которые тесно взаимосвязаны между собой. Начинается все с подготовительного этапа. Он...
-
Волжский водозабор Волжский водозабор снабжает водой почти всю Казань. Никаких аварий, ошибок, непредвиденных ситуаций здесь быть не должно. Поэтому за...
-
ОПИСАНИЕ СБОРОЧНОГО ПРИСПОСОБЛЕНИЯ, ОПИСАНИЕ СХЕМЫ УСТАНОВКИ - Технологический процесс сборки штампа
Поворотный стол сделан для удобства сборки штампа. Стол выполнен в виде решетки, что бы была возможность поставить винты с низу. Конструкция сварная. На...
-
Описание технологической схемы - Производство йогурта резервуарным и термостатным способами
Йогурт - это кисломолочный напиток, вырабатываемый из пастеризованного нормализованного по массовой доле жира и сухих веществ молока с добавлением или...
-
Особенностью данной этой схемы является то, что поглощение аммиака и пиридиновых оснований производится раздельно от кристаллизации сульфата аммония в...
-
Схема размещения технологического оборудования - это расположение технологического оборудования и рабочих мест на производственной площади. В курсовом...
-
Функциональная схема автоматизации - Технологический процесс сушильного барабана
Термопара 15 контролирует температуру в передней части барабана и позволяет учитывать охлаждающее влияние воздуха поступающего в барабан через не...
-
Термический крекинг. - Технология переработки нефти
Расщепление молекул углеводородов протекает при более высокой температуре (470-550°С) и давлении 2-7МПа. Процесс протекает медленно, образуются...
-
Технологическая схема зависит от вида и характера, вида и качества исходных материалов, от уровня развития техники (рис.1.). Рисунок 1- Технологическая...
-
Схема технологического процесса Рисунок 2.1.2. - Схема технологического процесса, изготовления лампы накаливания Изготовление вводов Важными...
-
Разработка теоретической схемы базирования Базирование - определение положения деталей сборочной единицы, относительно друг друга, либо сборочной единицы...
-
Технологические карты и схемы - Столовая при гостиничном комплексе "Ивантеевка", ООО "КОМБПИТ"
На все блюда, вырабатываемые столовой составлены технологические карты, а на блюда, которых нет в сборнике рецептур, разработаны и утверждены...
-
Зубошлифовальные станки являются одним из видов металлорежущих станков и предназначены для определенного вида обработки - шлифования, зубчатых колес....
-
Схема переработки пшеницы в пшеничную крупу 1 - магнитная колонка; 2 - шелушильно - шлефовальная машина А1-ЗШН-3; 3 - аспиратор; 4 - вальцовый станок; 5...
-
Грузооборот холодильник строительный оборудование Схема технологического процесса, температурный режим Рисунок 1.1 Схема технологического процесса...
-
Для данного штампа предлагается следующая схема сборки. 1. Общая схема сборки: ПОДБОР ОБОРУДОВАНИЯ, ОСНАСТКИ При сборке данного штампа используется...
-
Операционная карта выполнена по ГОСТ 3. 1404 - 86 и представлена в приложении 1. Схема наладки станка на выполнение технологической операции...
-
Технологическая схема вытопки из мягкого жирового сырья - Способы обработки и хранения жиров
1. Прием жиросырья, взвешивание и скидка на влажность. -. Подготовка жира-сырца в извлечению жира. Удаление не жировых прирезей, промывка проточной водой...
-
При обработке на металлорежущих станках очертания, форма деталей (производящие линии) образуется в результате согласованных между собой вращательных и...
Технологическая схема - Каталитический крекинг